



【摘要】:辅助功能是控制机床或系统开关功能的一种命令,用于指定如主轴的启停、切削液的开关、程序结束等。M功能指令分为前指令和后指令两类。M功能由地址符M及其后面的两位数字组成。M01指令的作用和M00相似,但必须预先按下机床控制面板上的“程序选择停止”按钮,当执行完编有M01指令的程序段的其他指令后,才会停止执行程序。如果没有按下“程序选择停止”按钮,M01指令无效,程序会继续执行。
辅助功能是控制机床或系统开关功能的一种命令,用于指定如主轴的启停、切削液的开关、程序结束等。M功能指令分为前指令和后指令两类。前指令是指该指令在程序段中首先被执行,然后执行其他指令;后指令则相反。一般在一个程序段中只能指定一个M代码。
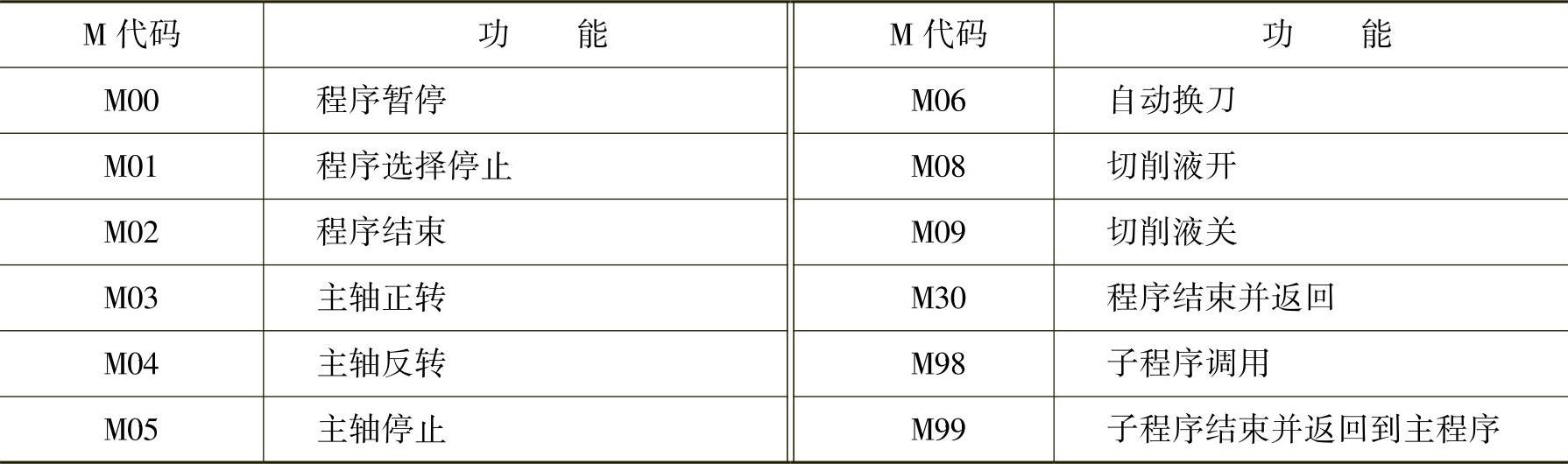
M功能由地址符M及其后面的两位数字组成。数控系统不同,M代码也有差异。本系统常用的M代码见表4-1。
表4-1 FANUC 0i-MC系统M代码列表
1.M00与M01(https://www.xing528.com)
M00实际是一个暂停指令。当包含M00的程序段执行之后,程序停止执行(进给停止,但主轴仍然旋转)。它与程序单段执行相同,模态信息全部被保存,此时再按下“循环启动”按钮,可使加工中心继续运转。利用该指令的暂停功能,可以用来检测工件尺寸,当然在执行上述操作时必须在M00程序段前加上一个M05的程序段,使主轴停止。
M01指令的作用和M00相似,但必须预先按下机床控制面板上的“程序选择停止”按钮,当执行完编有M01指令的程序段的其他指令后,才会停止执行程序。如果没有按下“程序选择停止”按钮,M01指令无效,程序会继续执行。
2.M02与M30
M02只将控制部分复位到初始状态,表示程序结束;M30除将机床及控制系统复位到初始状态外,还自动返回到程序开头位置,为加工下一个工件做好准备。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。