



1.加工中心常用夹具
(1)通用夹具 通用夹具是指已经标准化的夹具。它是通用机床的附件,可用于加工不同的工件,具有很大的通用性。数控加工中常用的通用夹具如平口虎钳、万能分度头、数控回转工作台和三爪自动定心卡盘等。通用夹具往往是以机床配套的方式供用户使用,以保证发挥机床的使用性能。通用夹具主要用于单件、小批量生产。
(2)专用夹具 专用夹具是指为某一工件的某道工序而设计制造的夹具。因为不需要考虑通用性,所以夹具只要设计的结构合理、操作方便、生产效率高且易于保证工件的加工精度即可。由于专用夹具设计与制造周期较长,成本较高,产品更新或改型后不能再用,因此适用于固定产品的大批量生产。
(3)组合夹具 组合夹具是由一套预先制造好的标准元件根据要求组装而成的夹具。这种夹具用后可拆卸存放,当重新组装时又可循环重复使用,具有重复使用和组装迅速等特点,所以在单件、中、小批量生产以及数控加工和新产品试制中特别适用。
(4)可调夹具 包括通用可调夹具和专用可调夹具,它都是通过调整或更换少量元件就能加工一定范围内的工件,兼有通用夹具和专用夹具的优点。通用可调夹具适用范围较宽,加工对象并不十分明确;而专用可调夹具是根据成组工艺要求,针对一组形状及尺寸相似、加工工艺相近的工件而设计的,其加工对象和范围很明确,又叫成组夹具。
2.加工中心夹具的选择
数控加工的特点对夹具提出了两个基本要求:一是保证夹具的坐标方向与机床的坐标方向相对固定;二是要能协调零件与机床坐标系的尺寸。除此之外,重点考虑以下几点:
1)单件小批量生产时,优先选用组合夹具、可调夹具和其他通用夹具,以缩短生产准备时间和节省生产费用。
2)在成批生产时,才考虑采用专用夹具,并力求结构简单。
3)零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。
4)夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要敞开,其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。
5)为提高数控加工的效率,批量较大的零件加工可以采用多工位、气动或液压夹具。(https://www.xing528.com)
铣削加工图2-18所示零件,毛坯尺寸为68mm×40mm×6mm,其装夹方式及夹具选择如下:
1)铣削内轮廓时,以毛坯底面为主要定位基面,侧面用三个定位销定位,按图2-19所示方式装夹工件,采用螺旋压板机构夹紧。
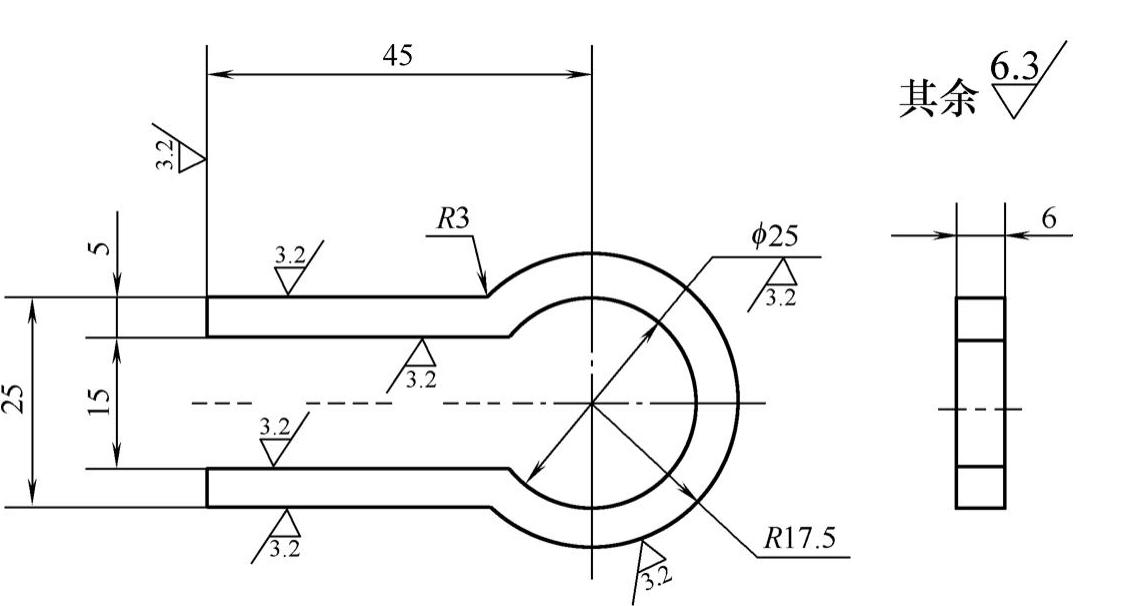
图2-18 数控铣削加工典型零件
2)铣削外轮廓时,按图2-20所示方式装夹工件,采用螺旋压板机构夹紧。

图2-19 铣削内轮廓装夹方式
1—压板 2—定位销

图2-20 铣削外轮廓装夹方式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。