



【摘要】:工件在磨削时和加工完成后都要进行精度检验,圆锥面的精度检验包括锥度(或角度)的检验和圆锥尺寸的检验。锥度或角度的精度通常可用游标万能角度尺、角度样板、正弦规和圆锥量规等量具量仪来测量检验。其中圆锥量规除了有一个精确的圆锥形表面外,在塞规和套规上分别具有一个阶台a。当锥度已磨准确,检验工件时,工件端面在锥度量规阶台(或刻线)之间才算合格,见图5-28。
工件在磨削时和加工完成后都要进行精度检验,圆锥面的精度检验包括锥度(或角度)的检验和圆锥尺寸的检验。
锥度或角度的精度通常可用游标万能角度尺、角度样板、正弦规和圆锥量规等量具量仪来测量检验。
其中圆锥量规(图5-27)除了有一个精确的圆锥形表面外,在塞规和套规上分别具有一个阶台a(或刻线m)。这阶台(或刻线)距离就是检验工件圆锥大端和小端直径的公差范围。
当锥度已磨准确,检验工件时,工件端面在锥度量规阶台(或刻线)之间才算合格,见图5-28(这种检验方法在工厂俗称综合测量方法)。
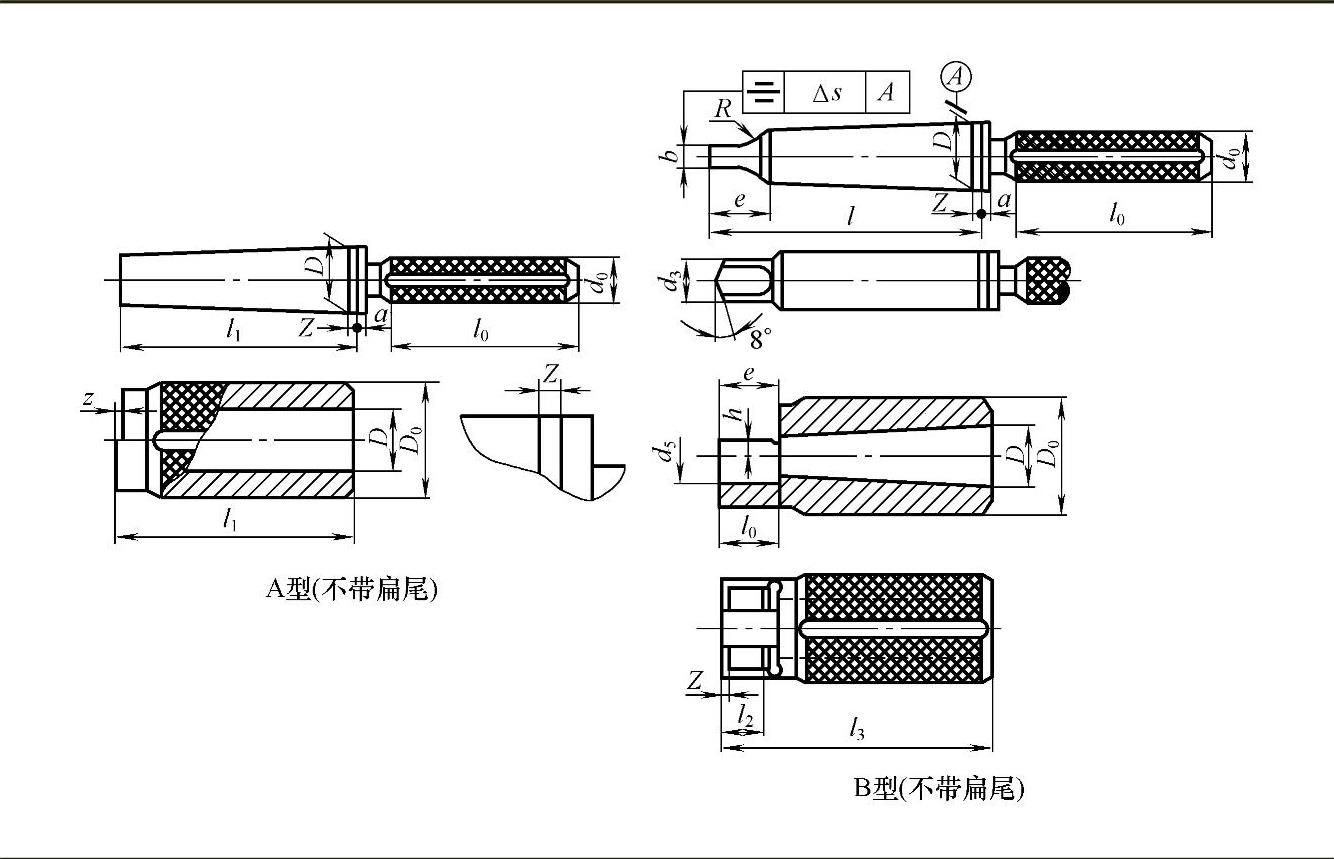
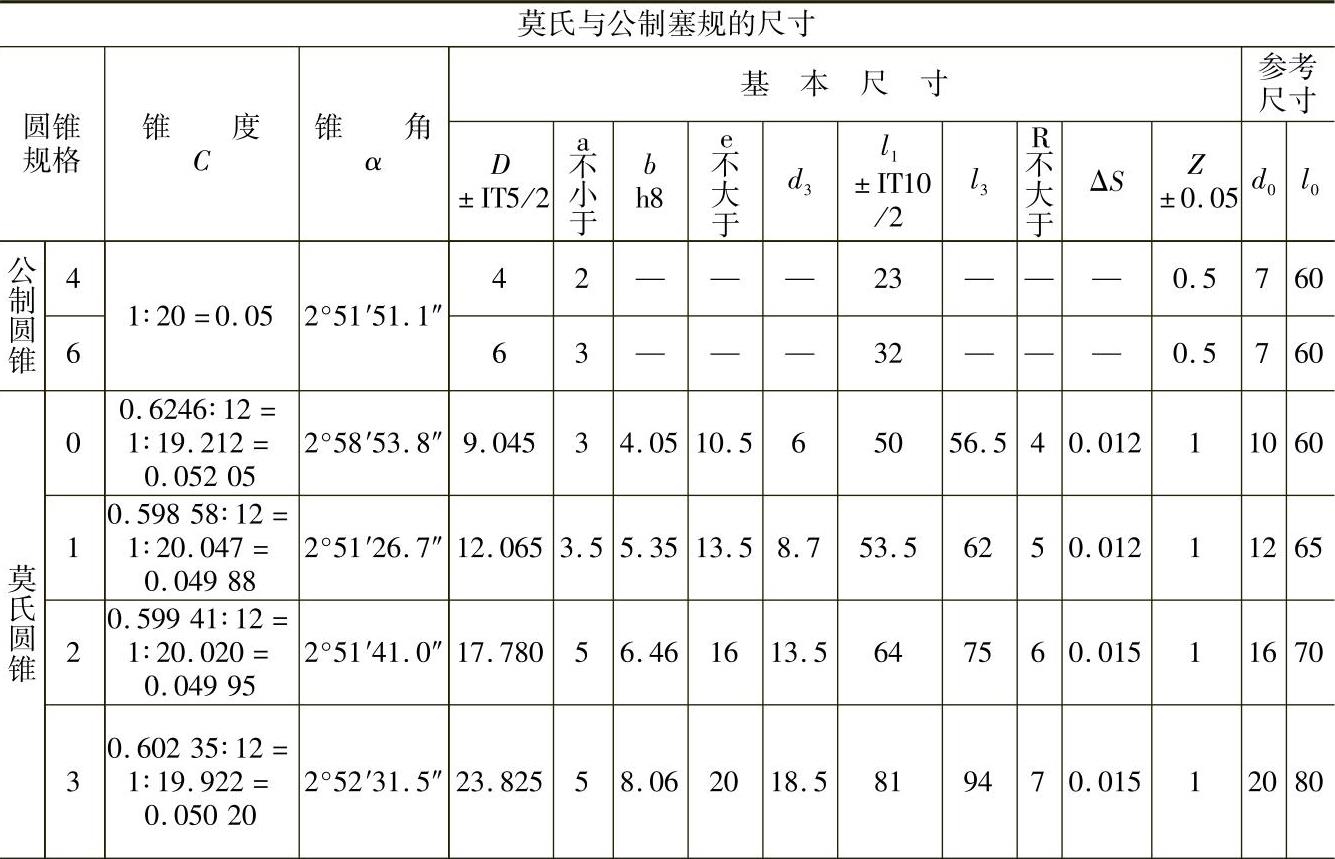
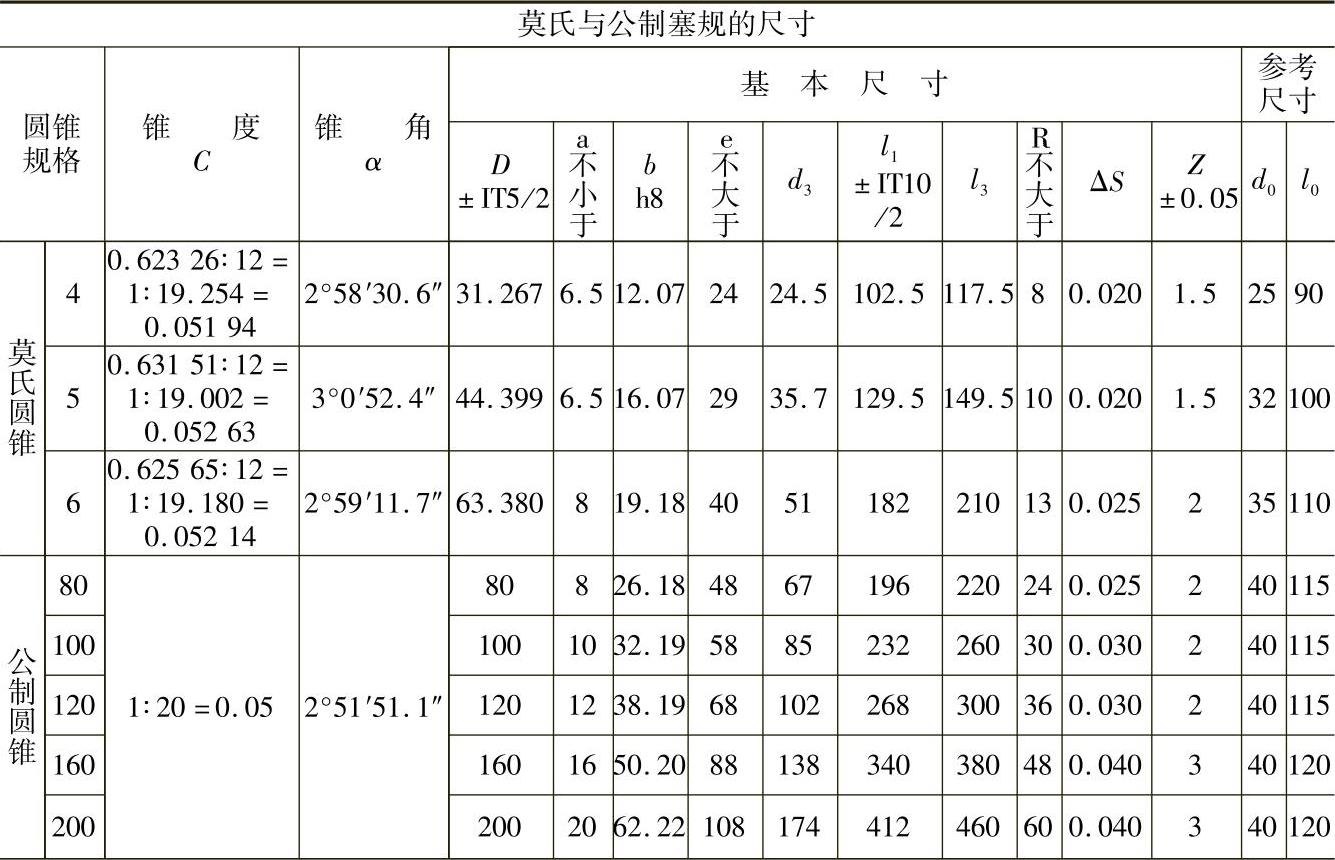
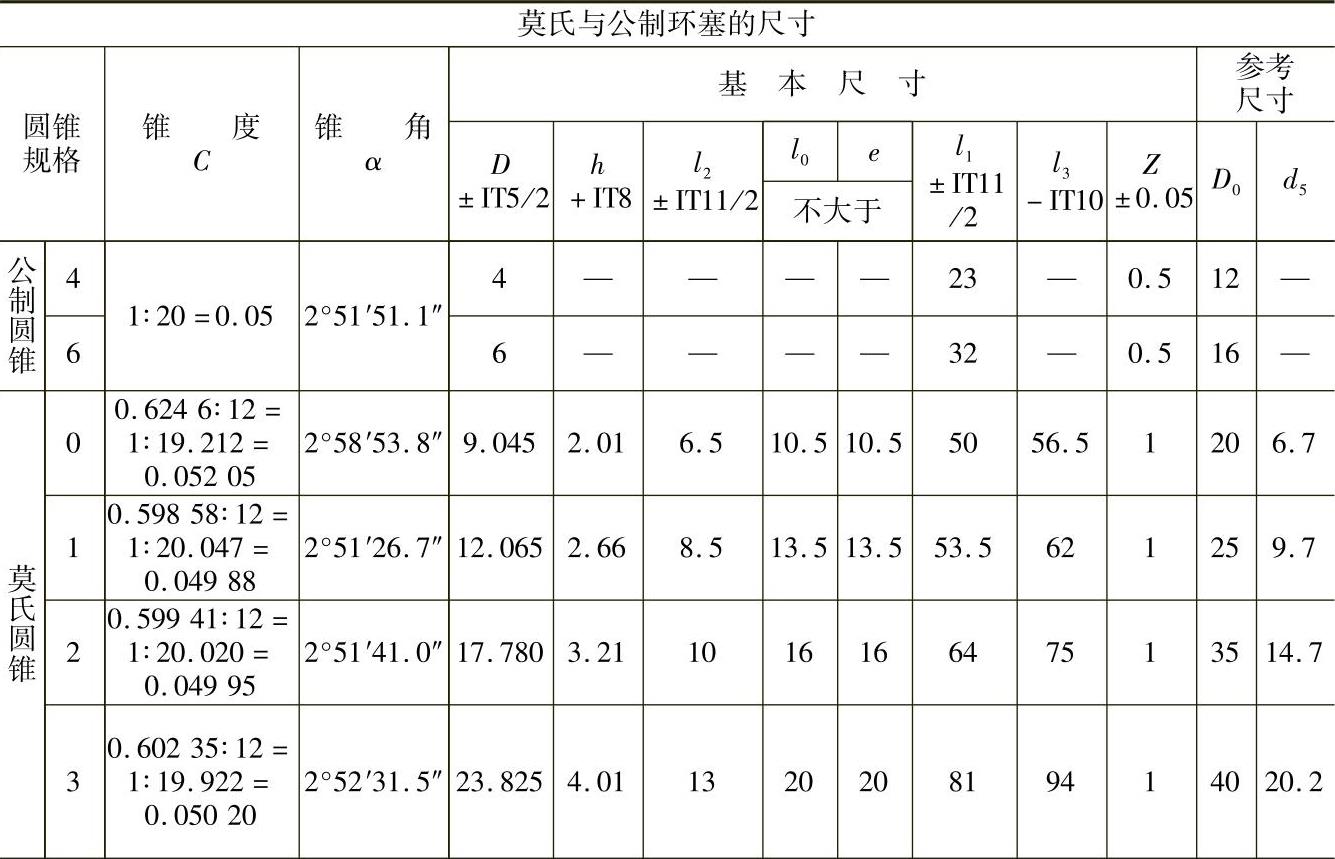
(1)莫氏与公制圆锥量规的形式和尺寸(表5-18)
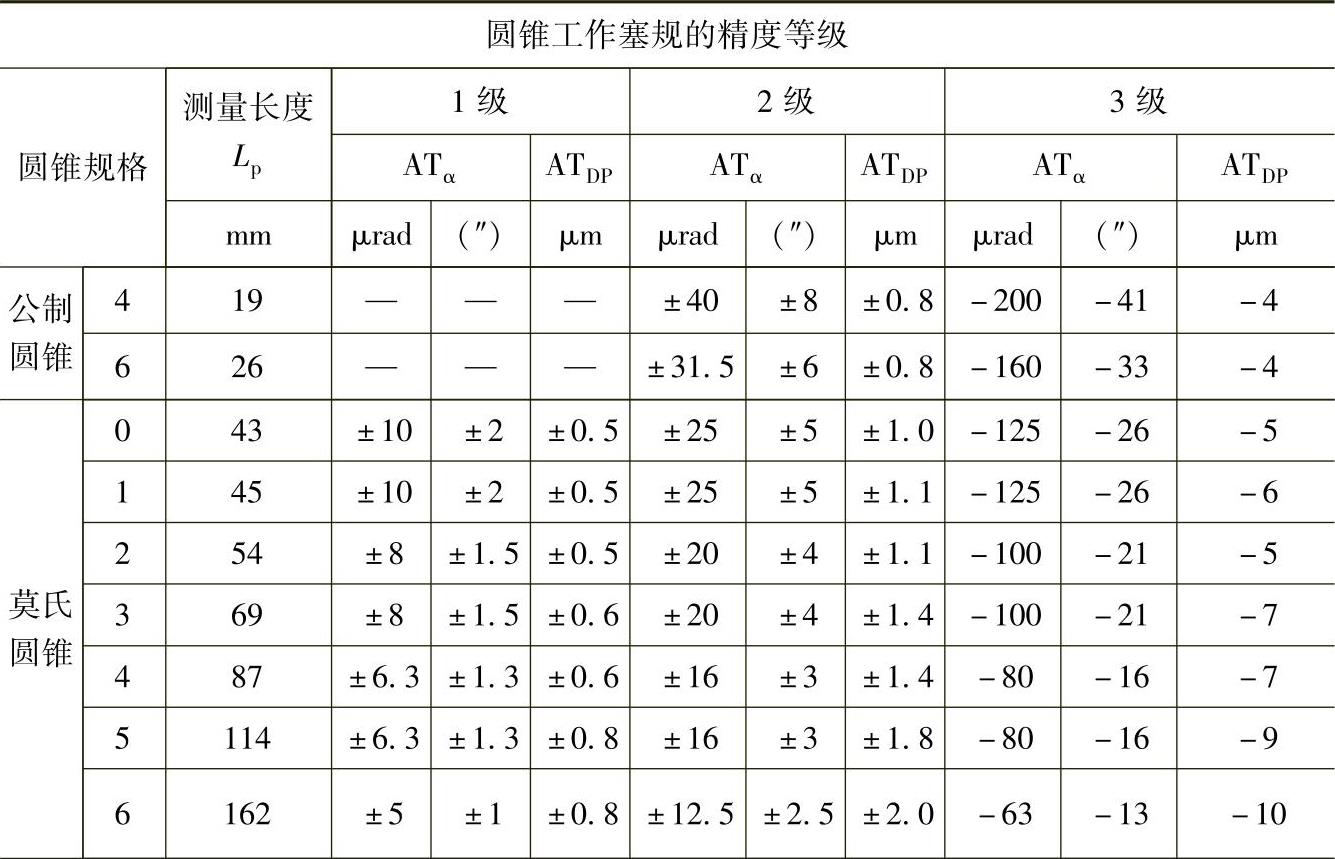
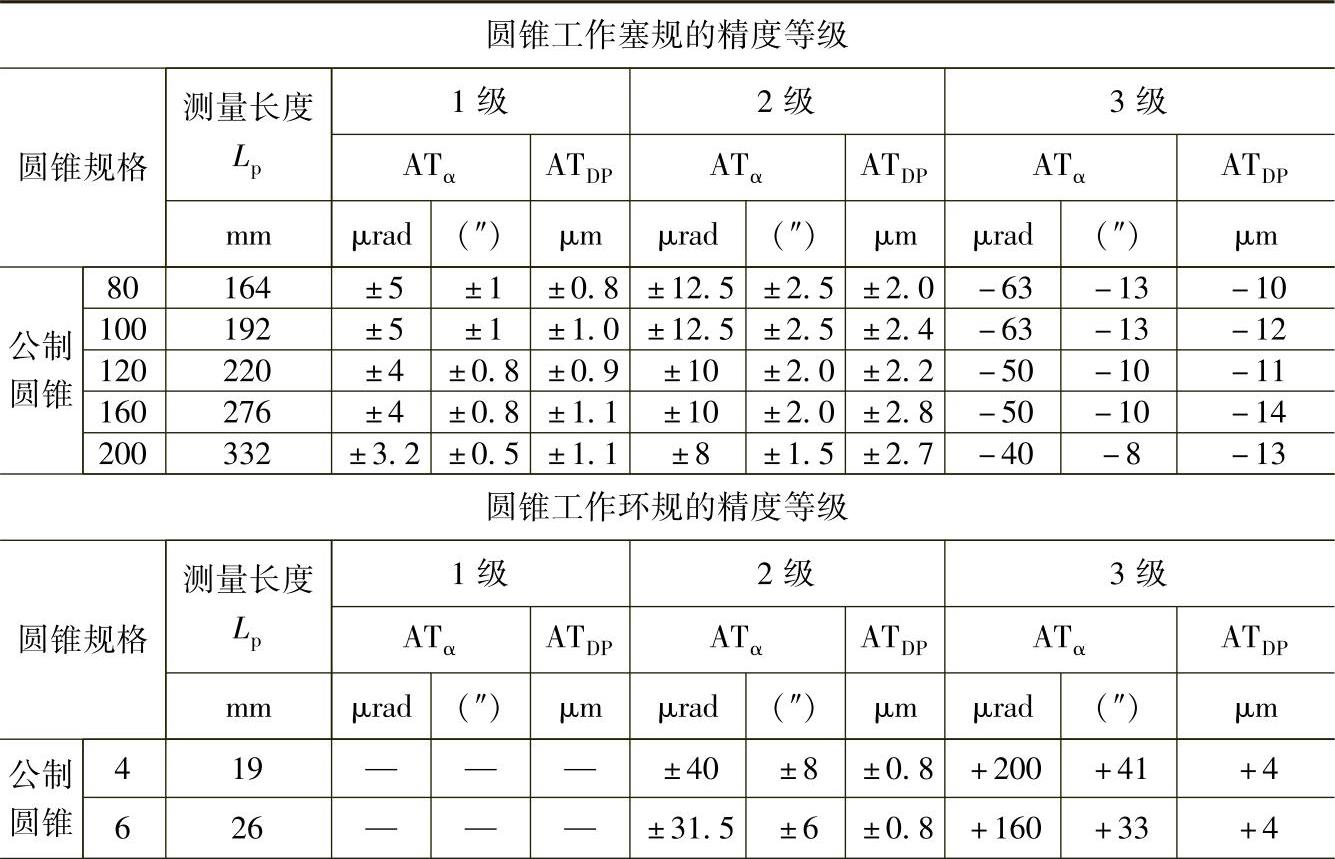
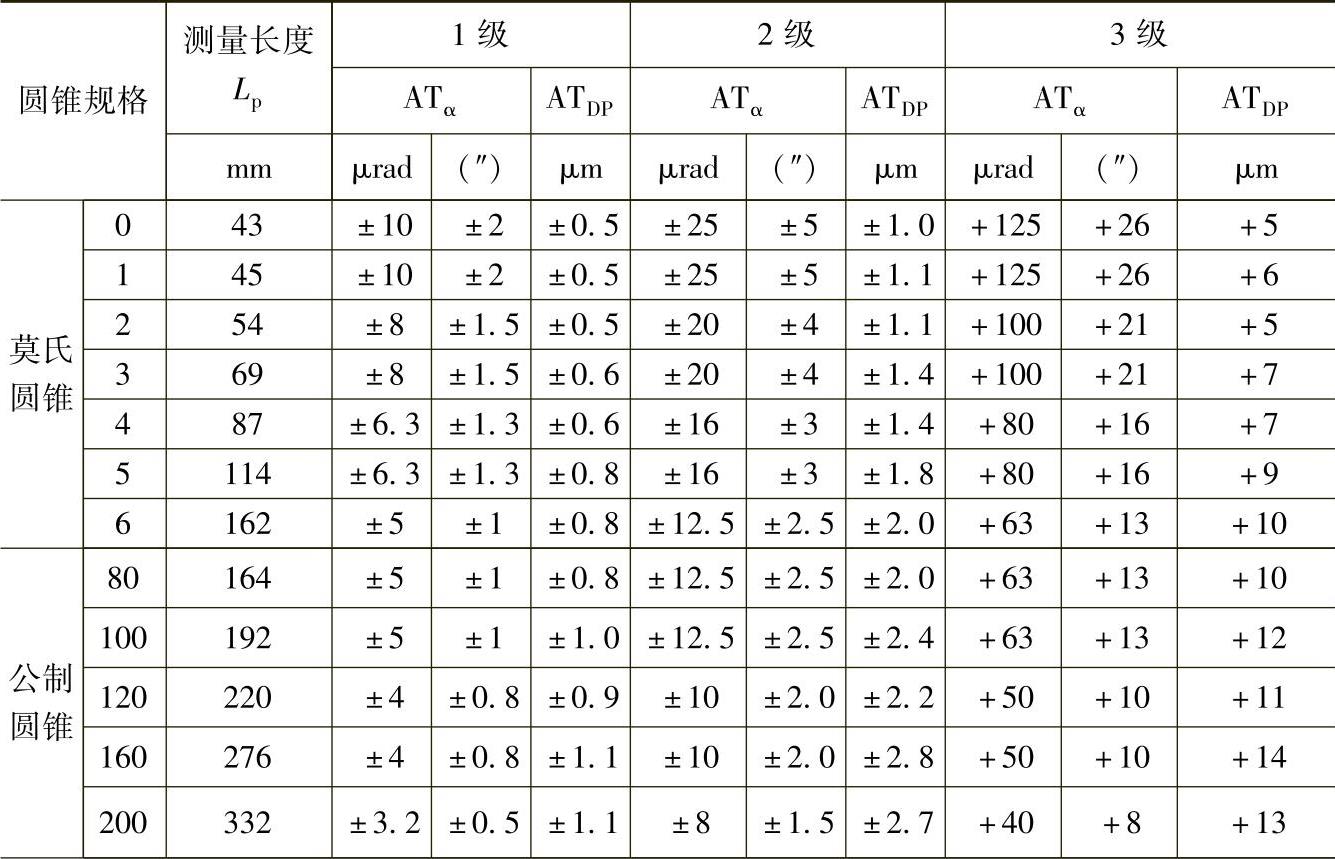
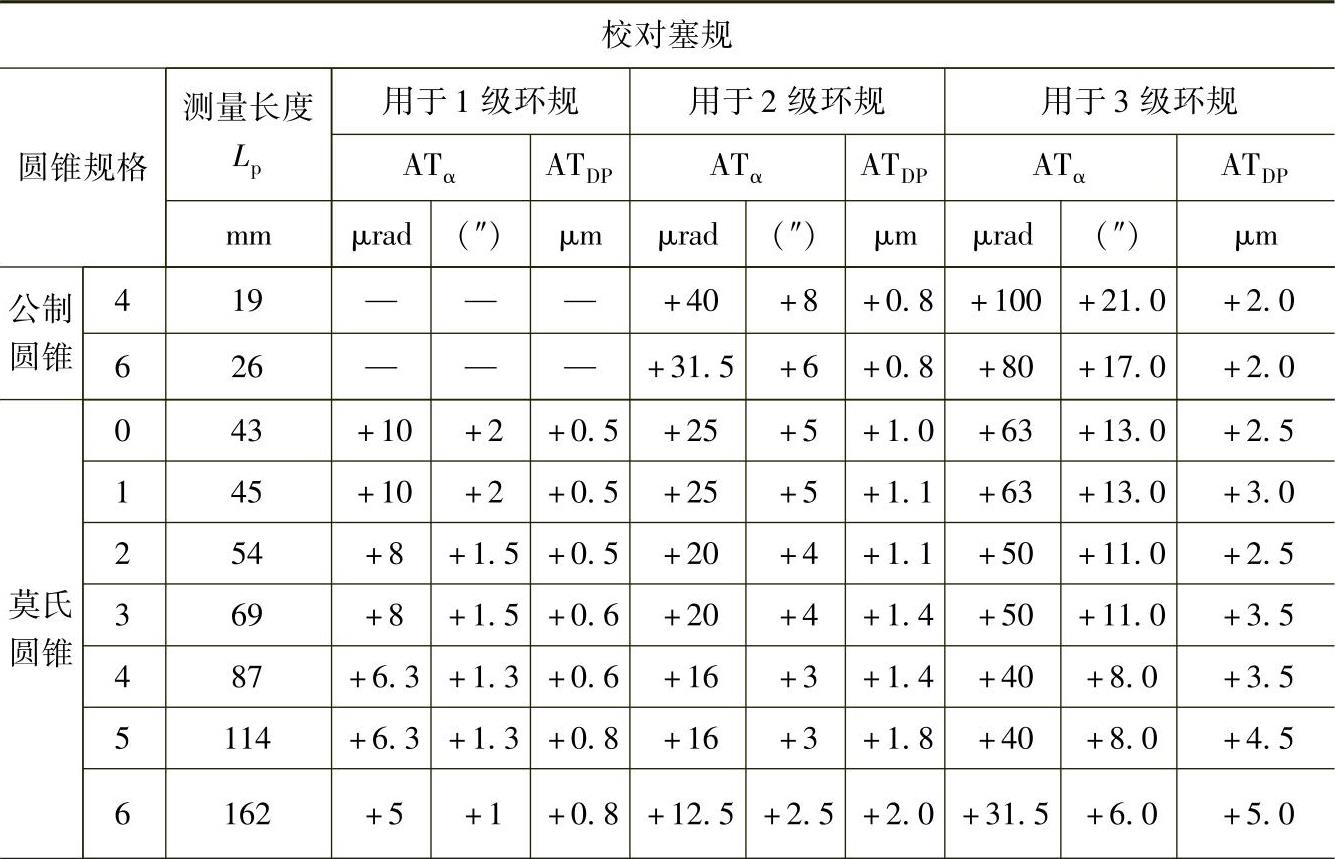
(2)精度等级和公差(表5-19)
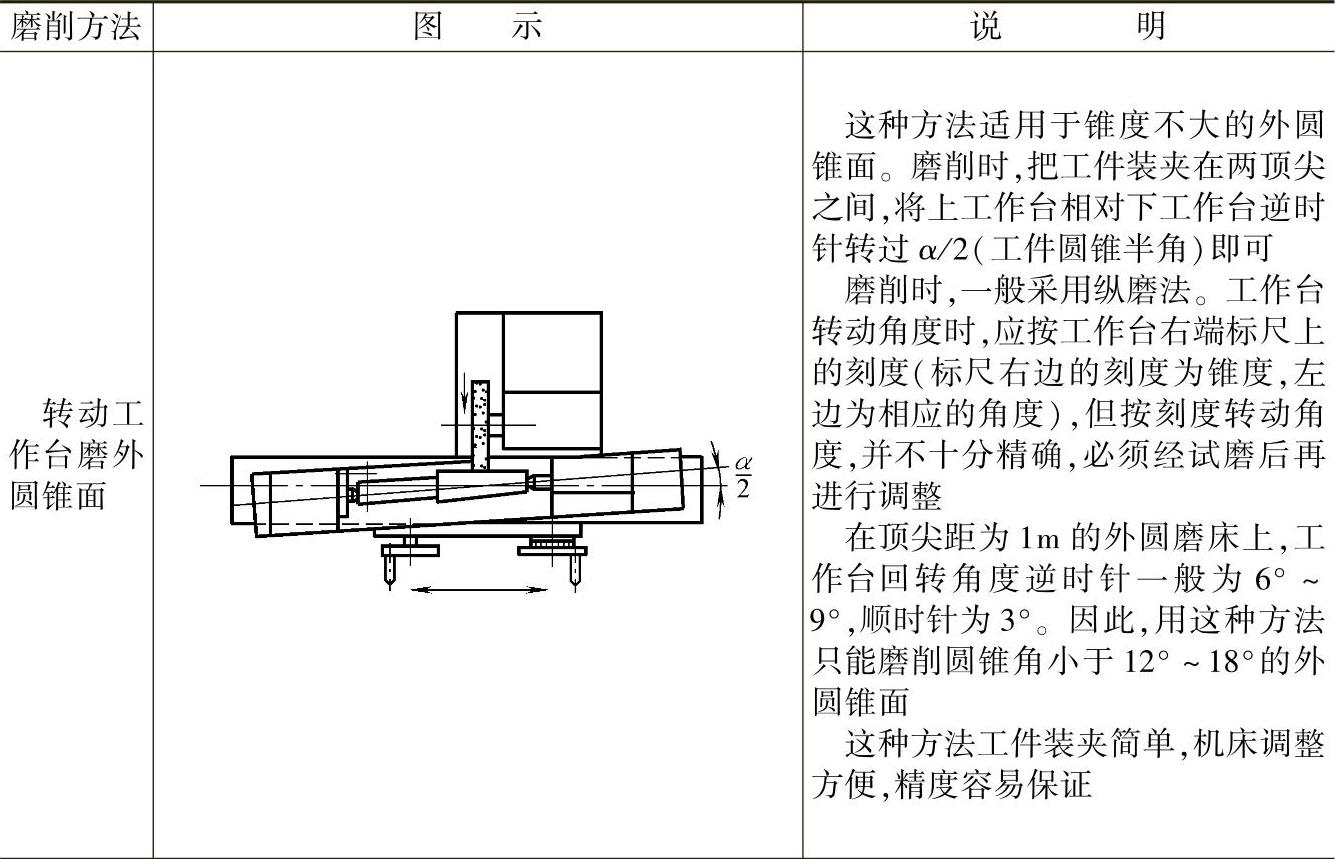
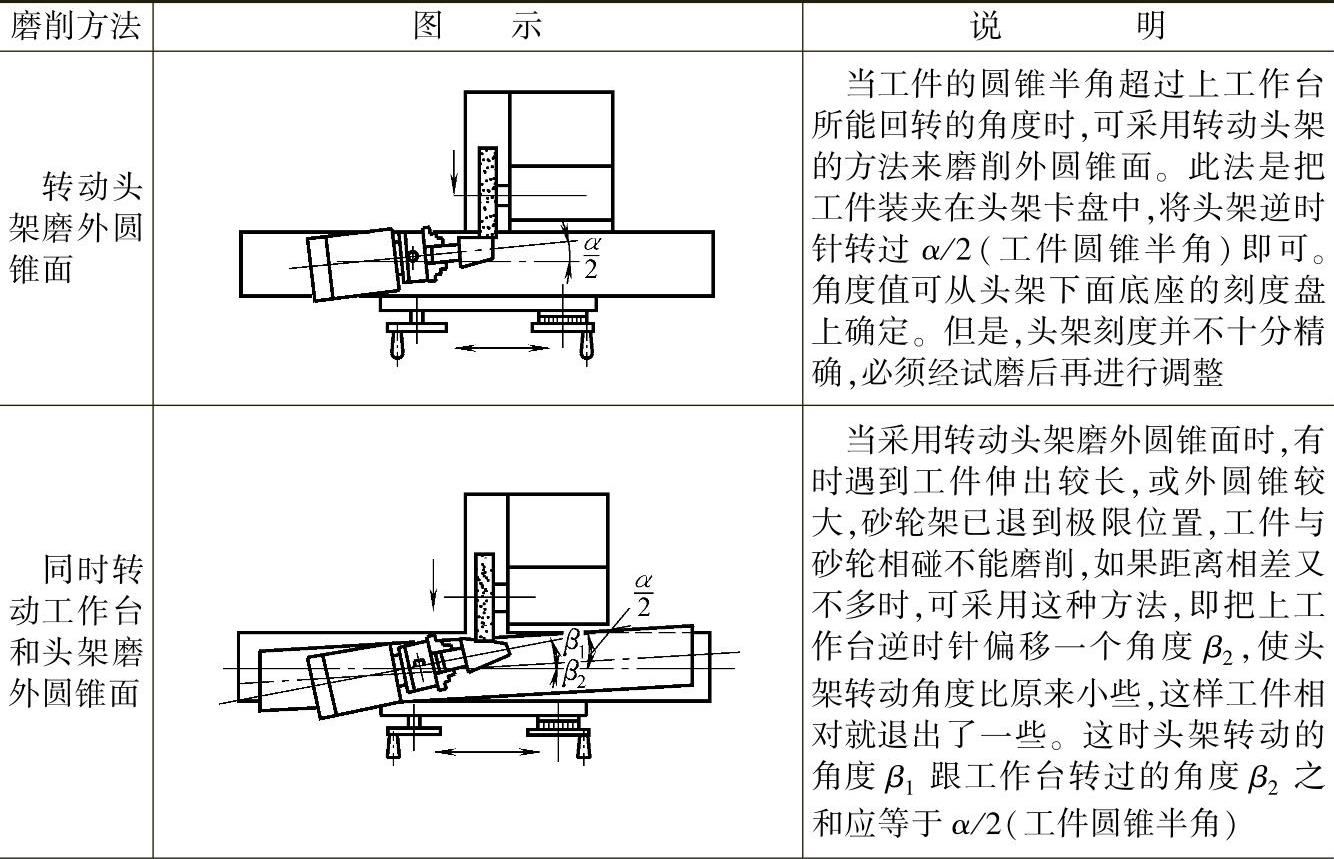
表5-16 外圆锥面磨削的几种方法
(续)
(续)
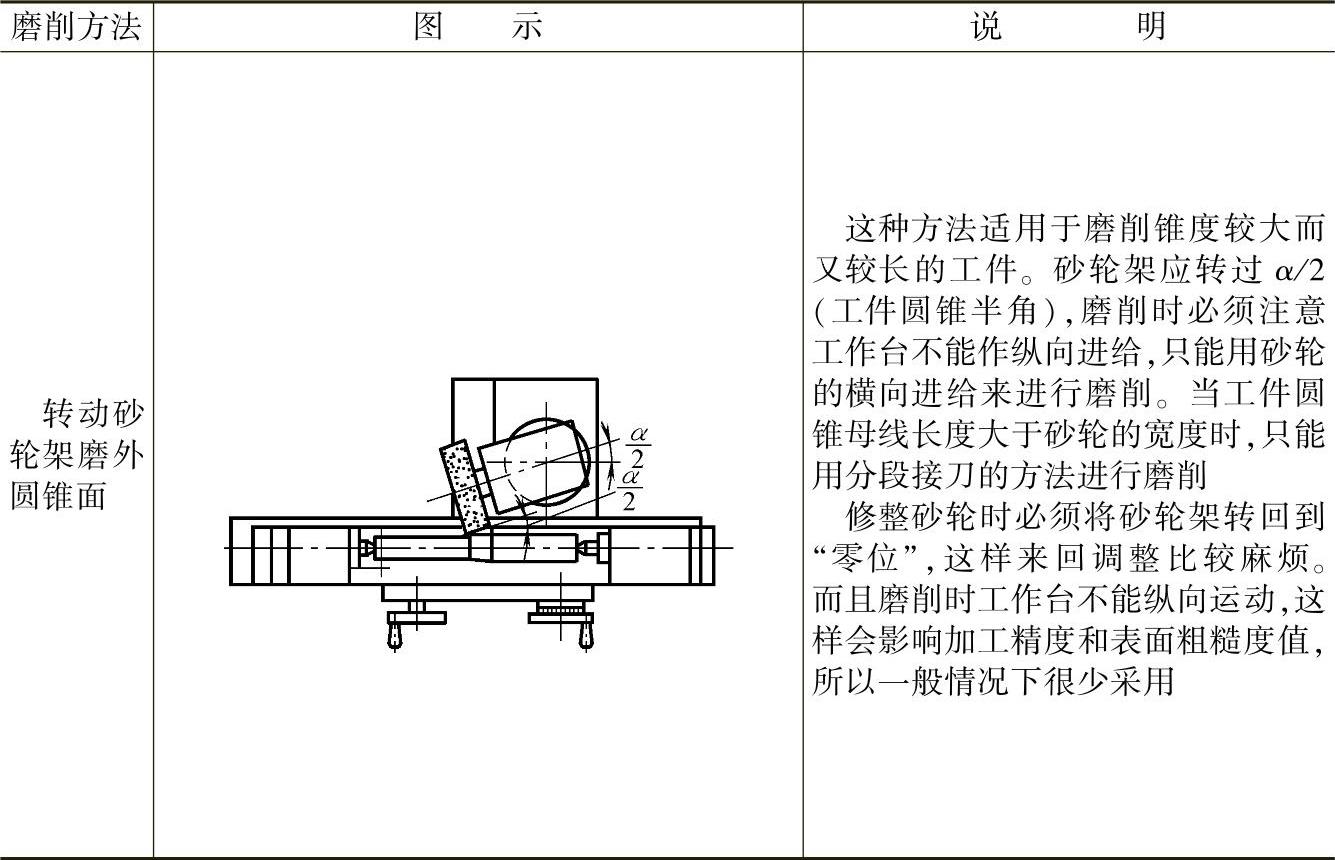
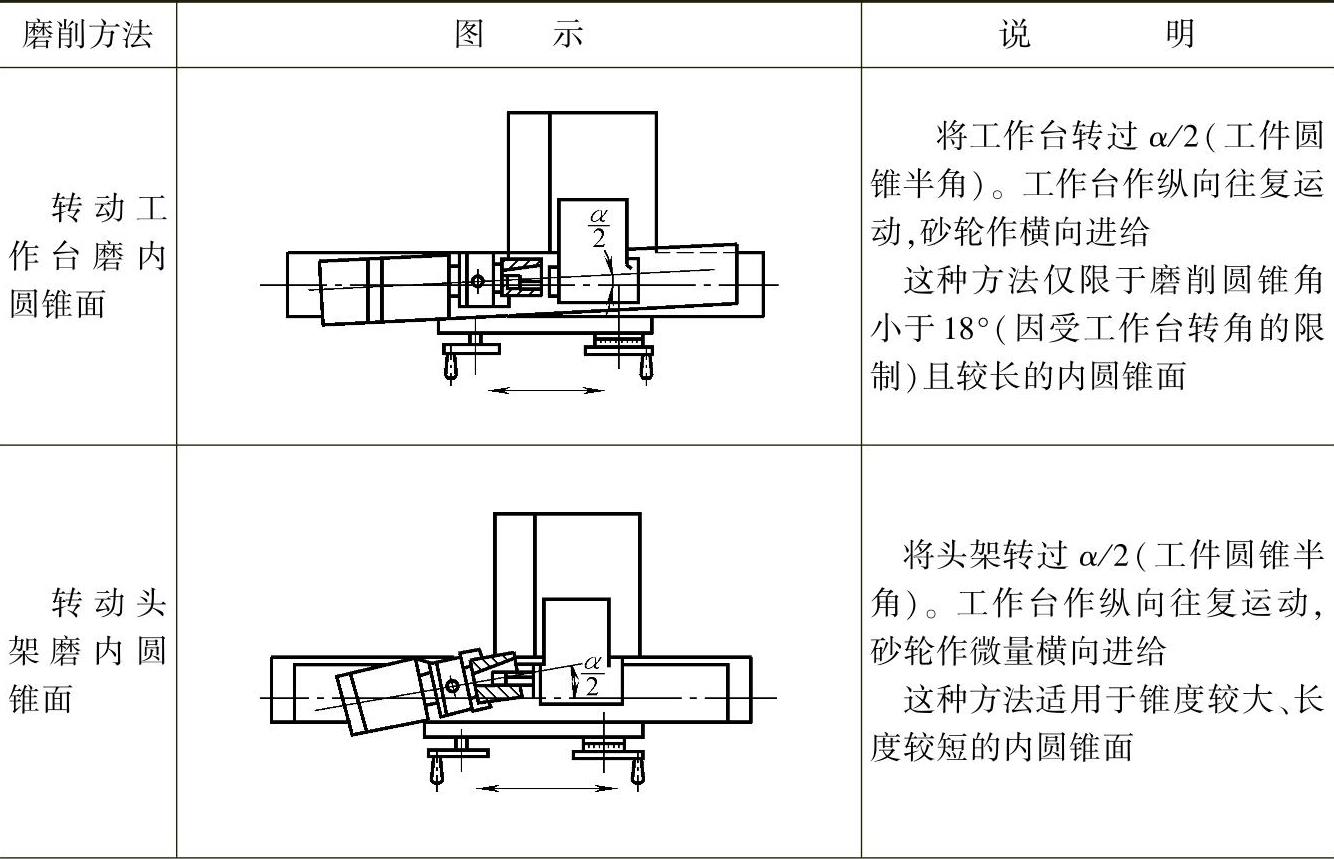
表5-17 内圆锥面磨削的几种方法
(续)
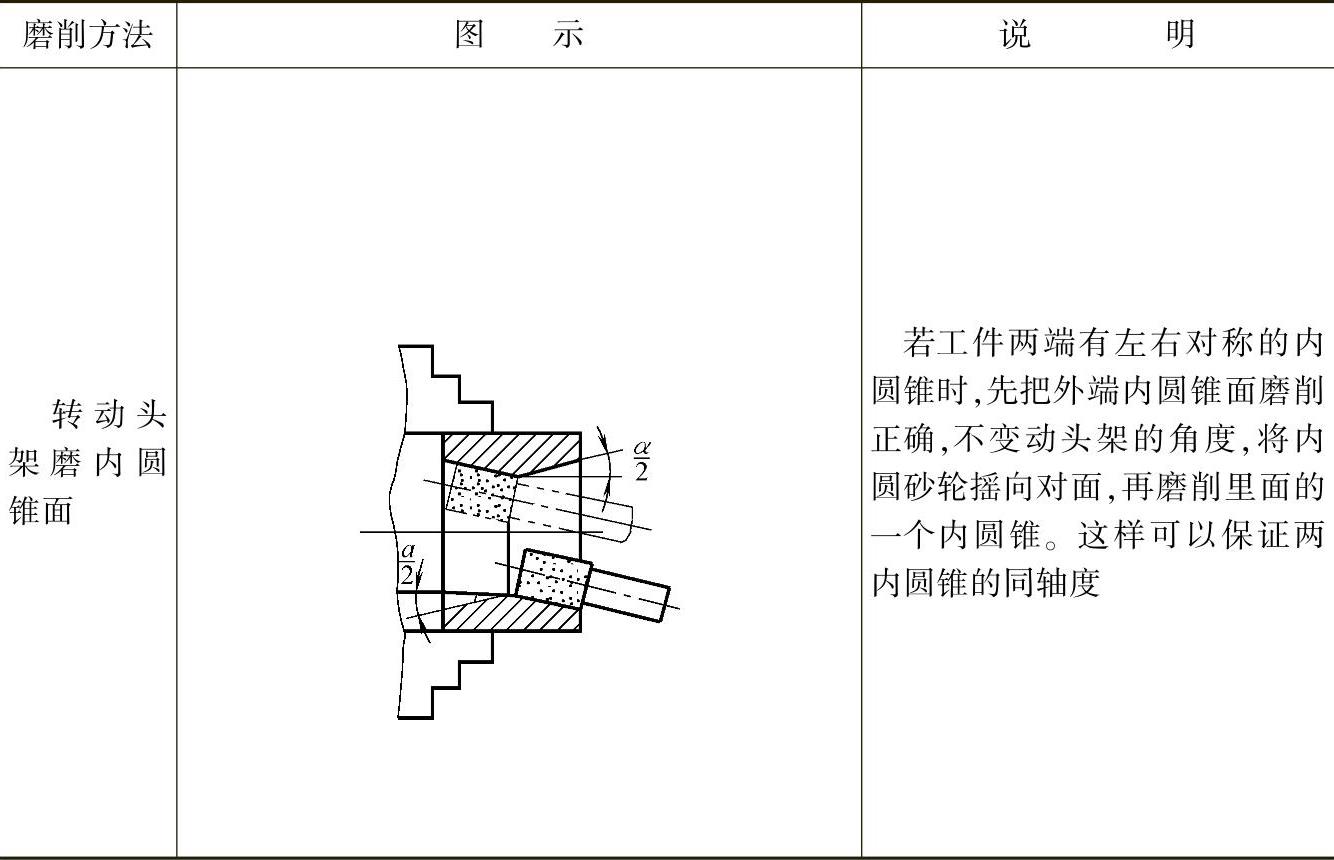
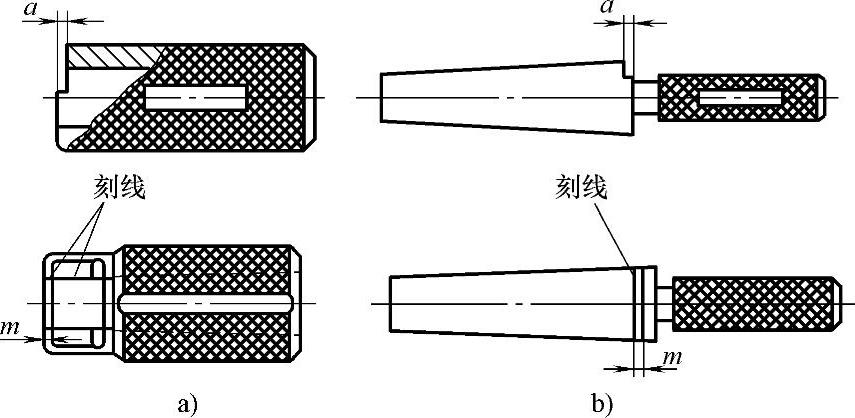
图5-27 圆锥量规
a)圆锥套规 b)圆锥塞规
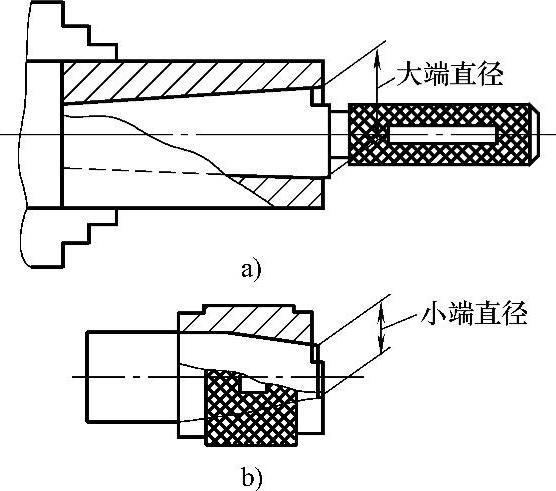
图5-28 用锥度量规测量
a)测量锥孔 b)测量外锥体
表5-18 莫氏与公制圆锥量规的形式和尺寸 (单位:mm)
(续)(https://www.xing528.com)
(续)
(续)
(续)
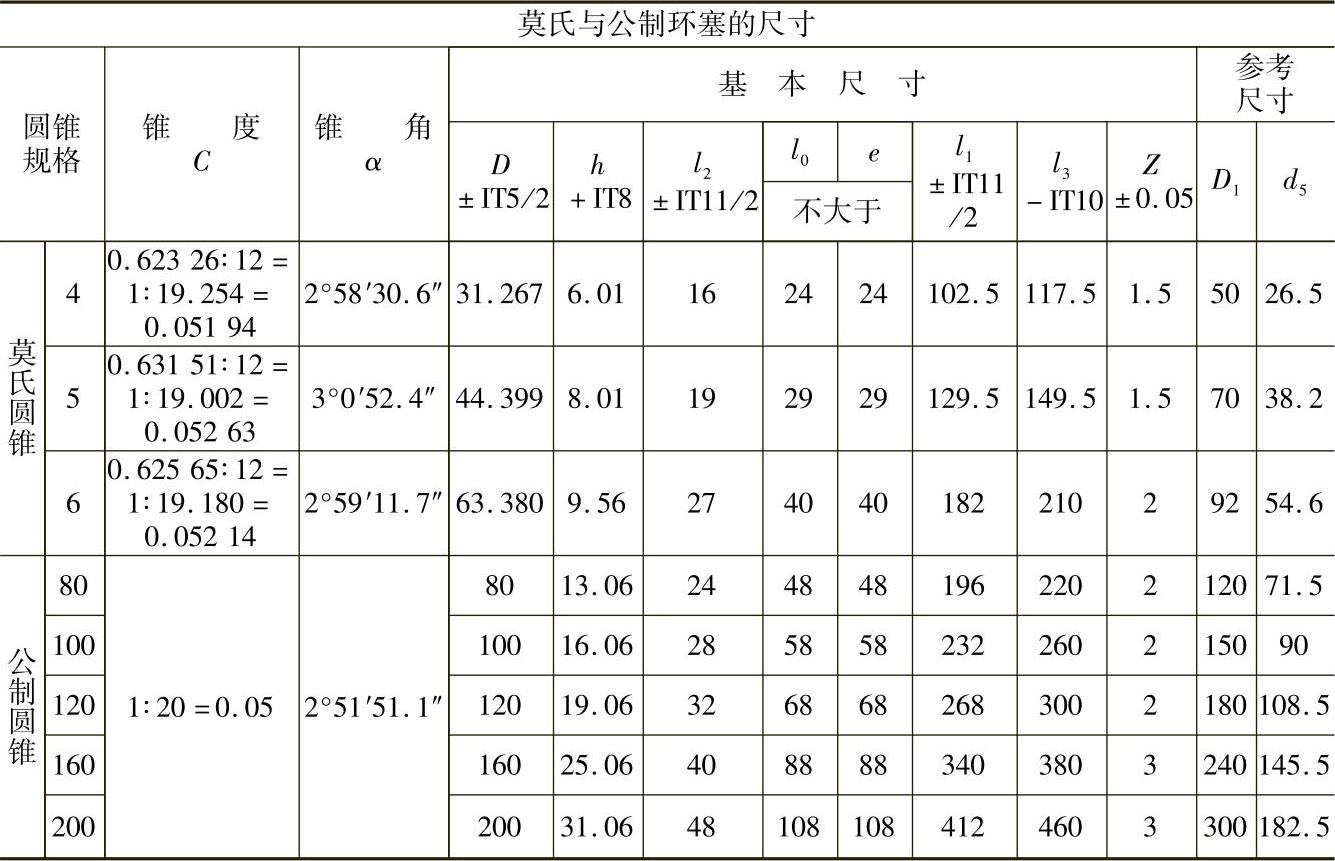
表5-19 莫氏与公制量规精度等级和公差
(续)
(续)
(续)
(续)
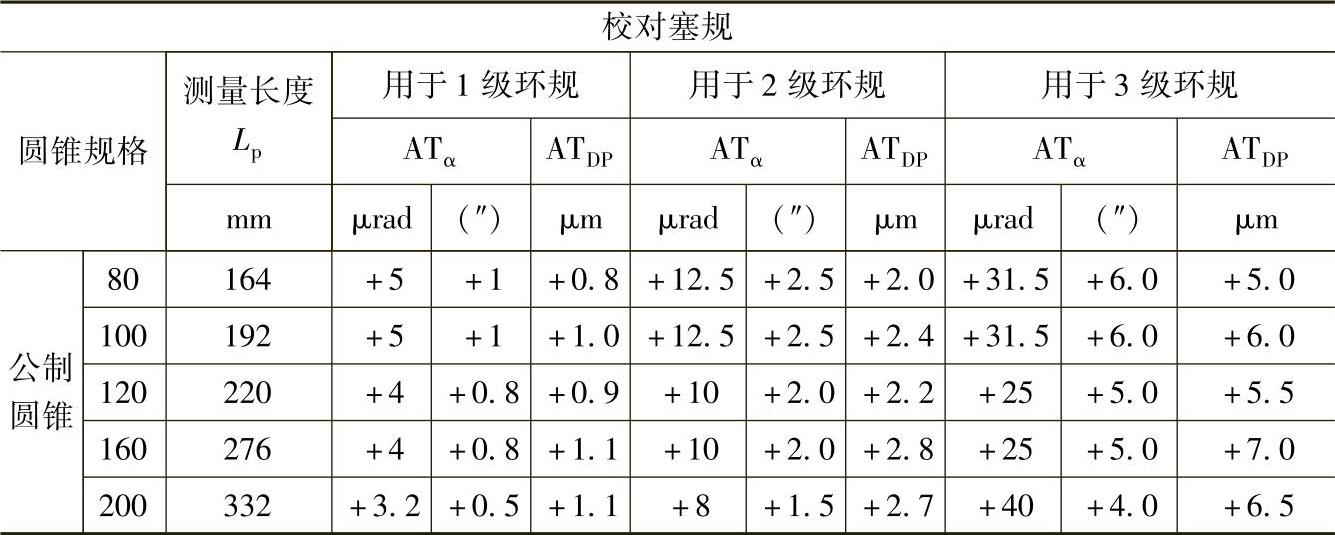
注:1.用于检验网锥锥角和尺寸的莫氏与公制A型网锥量规,规定有三个精度等级。
2.锥角公差ATDP的数值是根据测量长度LP给定的,即
ATDP=ATa×Lp×10-3
式中 LP——测量长度(mm);
ATDP——对应于测量长度LP上用线值表示的锥角公差(μm);
ATa——用角度值表示的锥角公差(μrad)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。