



图5-21 调整中心架
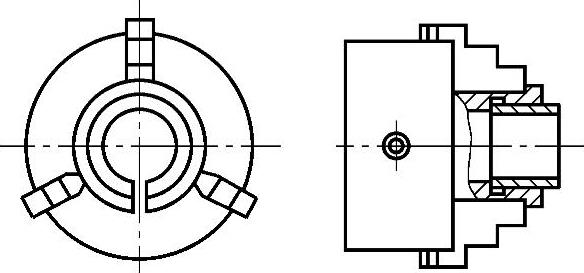
图5-22 用开口套装夹工件
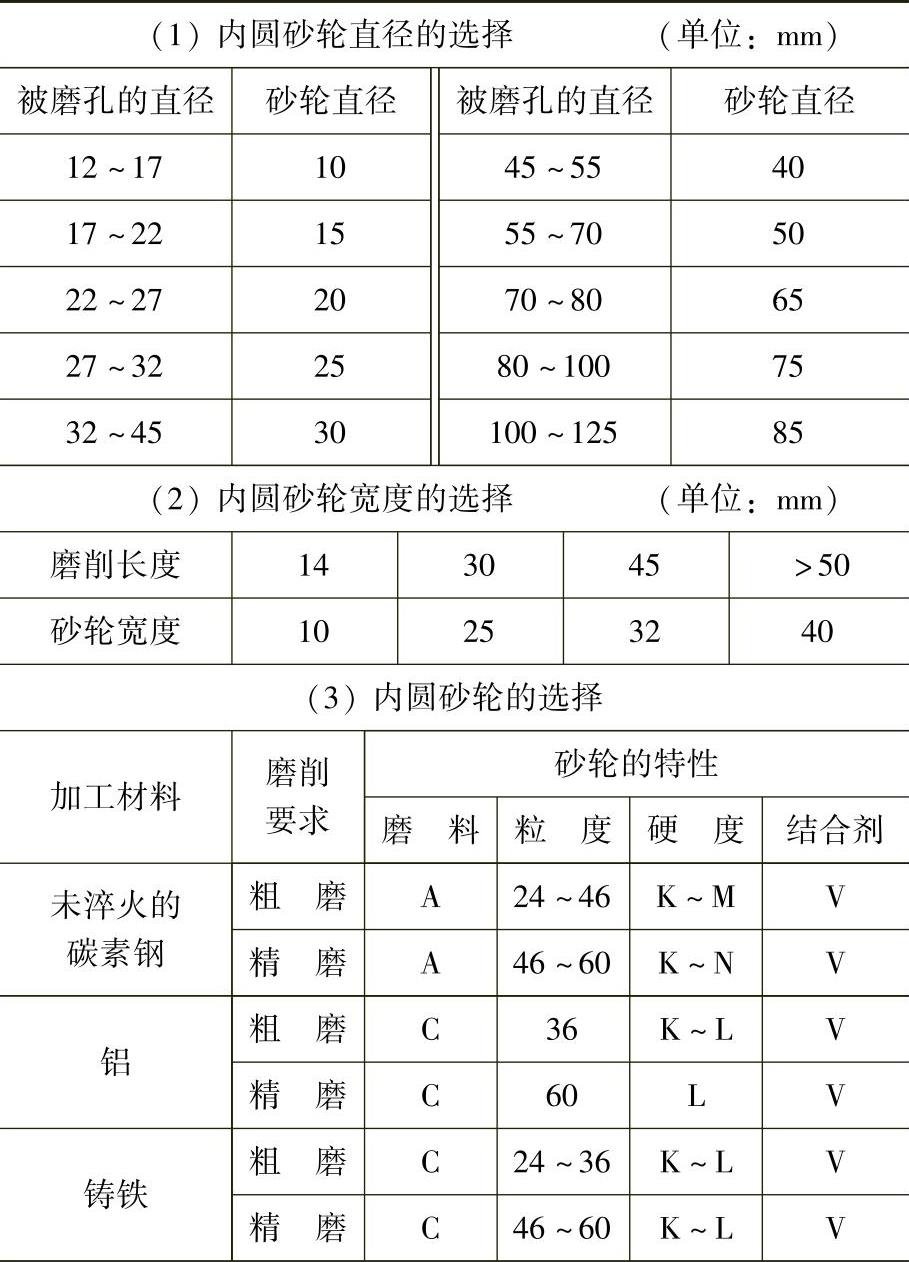
(1)内圆磨削砂轮的选择
内圆磨削时,由于磨径的限制,所用砂轮直径与外圆磨削相比较小,砂轮转速又受到内圆磨具转速的限制(目前一般内圆磨具的转速在10000~20000r/min之间),因此磨削速度一般在20~30m/s之间。由于磨削速度较低,磨削表面粗糙度值不易减小。
内圆磨削时,由于砂轮与工件成内切圆接触,砂轮与工件的接触弧比外圆磨削大,因此磨削热和磨削力均较大,磨粒容易磨钝,工件容易发热或烧伤。
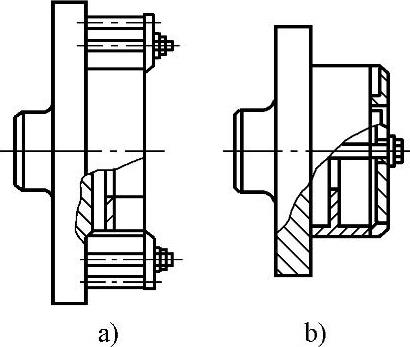
图5-23 用花盘装夹工件
a)磨内孔 b)磨外圆
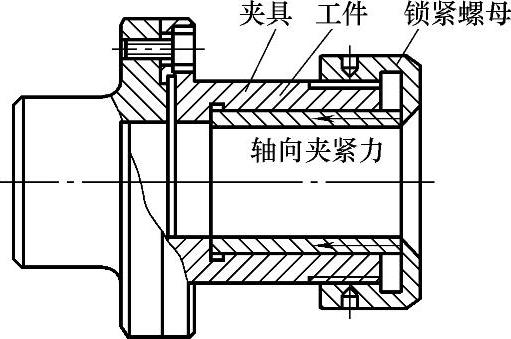
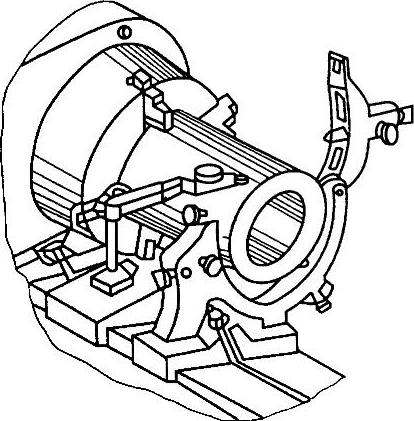
图5-24 用专用夹具装夹工件
内圆磨削时,切削液不易进入磨削区域,磨屑也不易排出,影响砂轮磨削性能。
内圆磨削时,砂轮接长轴的刚性比较差,容易产生弯曲变形和振动,对加工精度和表面粗糙度都有很大影响,同时也限制了磨削用量的提高。
综上内圆磨削的基本特点,内圆磨削对砂轮的选择,既要保证有理想的磨削速度,又要保证在磨削中有合理的切削力、切削热及排屑、冷却润滑等。
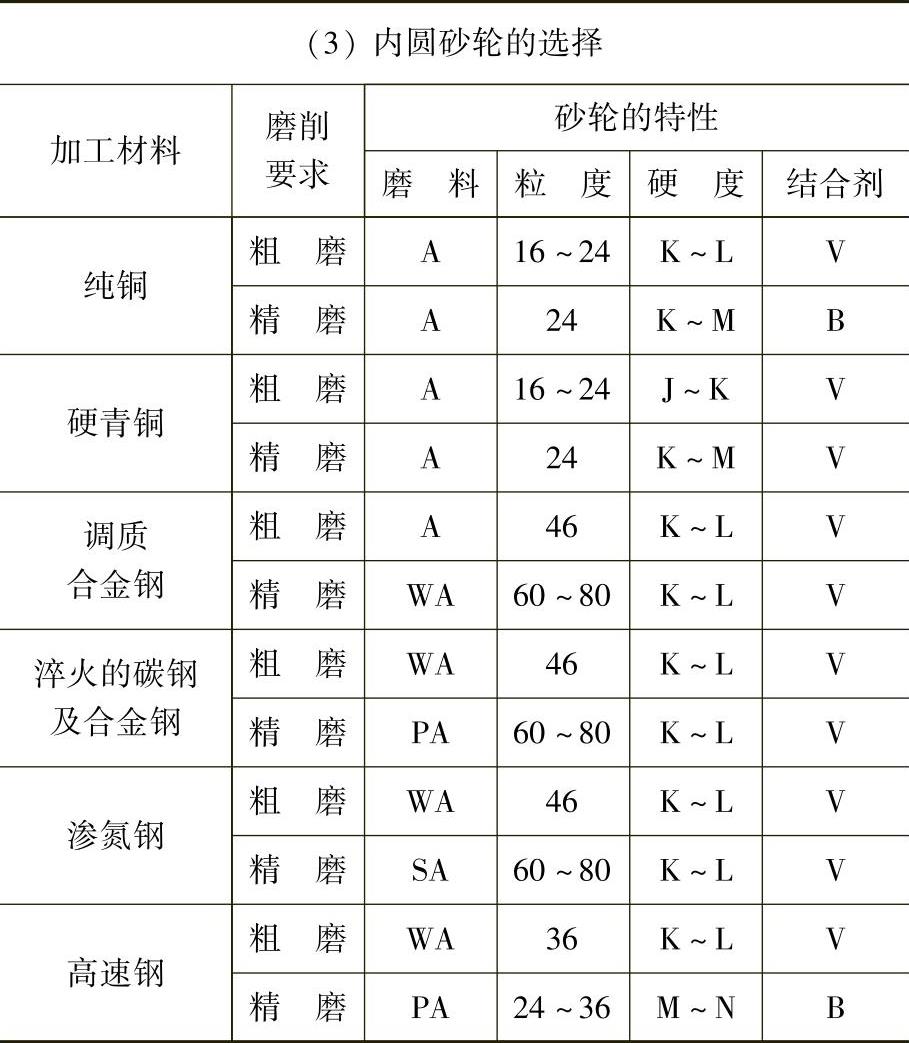
内圆砂轮的选择可参考表5-11选取。
(2)砂轮的安装
表5-11 磨内圆砂轮的选择
(续)
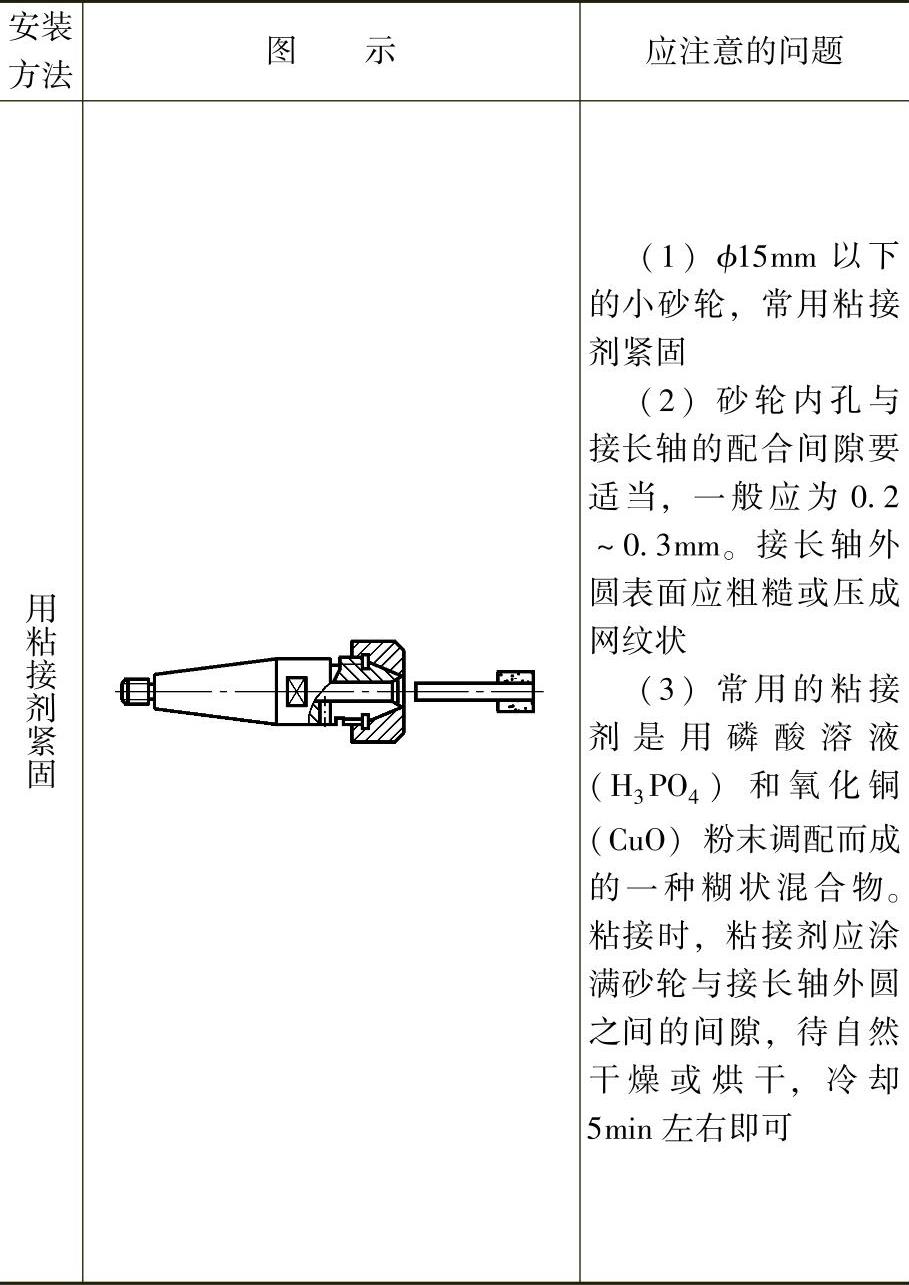
内圆砂轮一般都安装在砂轮接长轴的一端,而接长轴的另一端与磨头主轴联接,也有些磨床的内圆砂轮直接安装在内圆磨床的主轴上。砂轮的紧固方法有螺纹紧固和粘接紧固两种,见表5-12。
表5-12 磨内孔砂轮的安装(https://www.xing528.com)
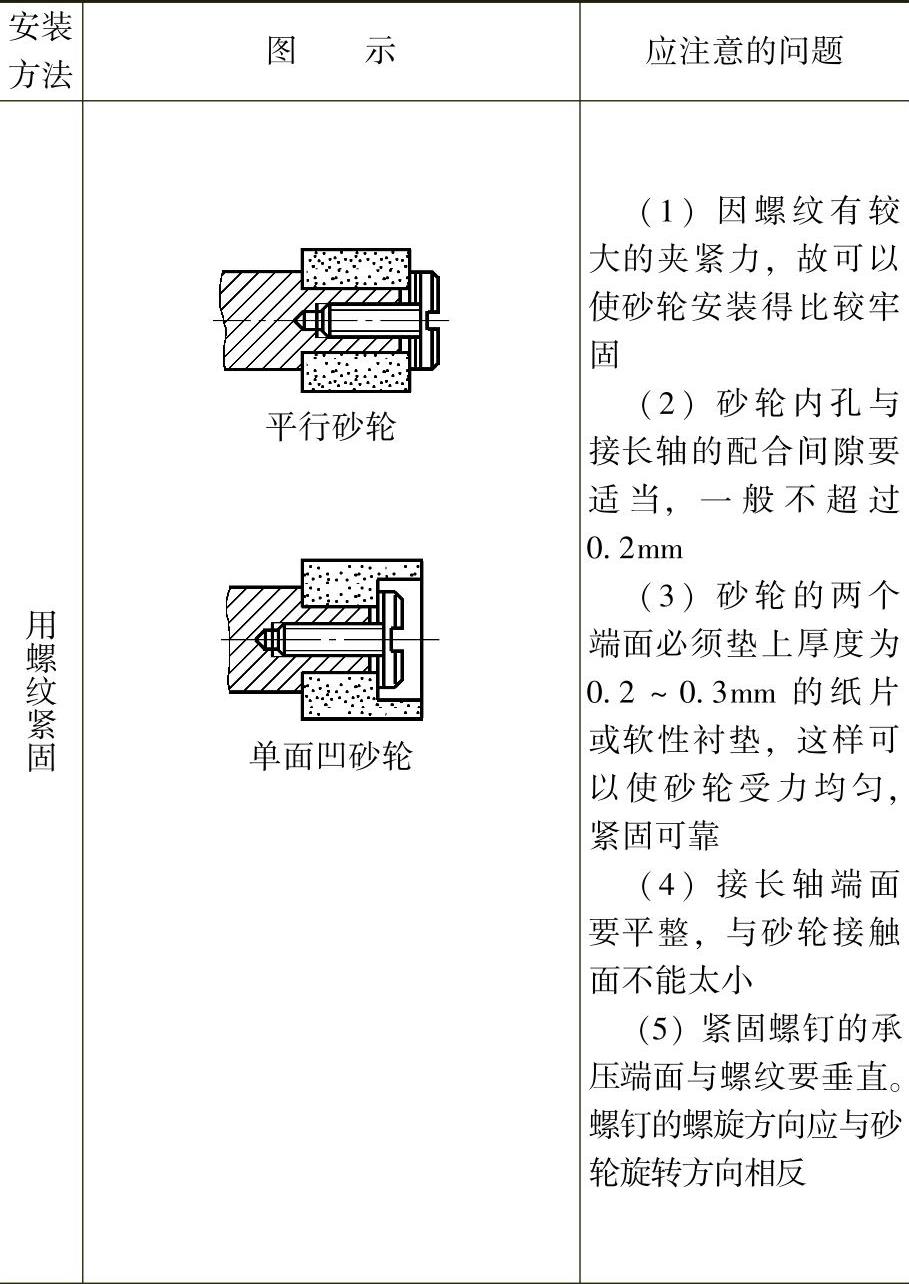
(续)
(3)砂轮接长轴
在内圆磨床或万能外圆磨床上都使用接长轴安装砂轮。常用的接长轴形式见图5-25。各类接长轴可以按经常被磨孔的孔径和长度配制成不同的规格,以备应用。
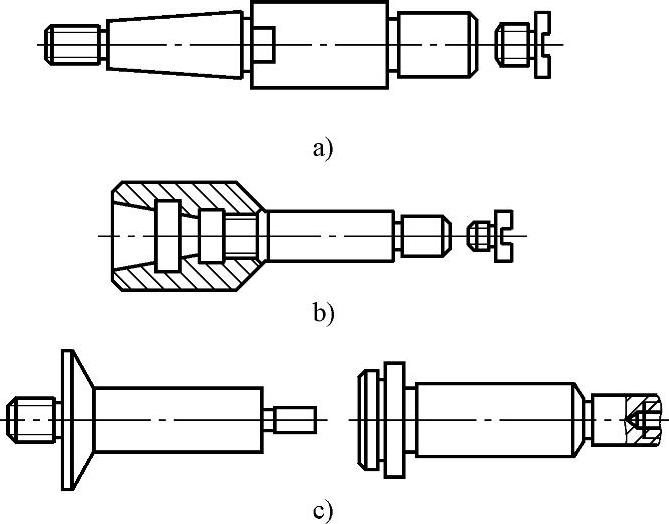
图5-25 内圆砂轮接长轴
a)锥柄接长轴 b)锥孔接长轴 c)圆柱柄接长轴
接长轴在自行制作时,应注意以下几点:
1)接长轴材料常用40Cr钢,为提高其刚性可采用W18Cr4V高速钢。
2)保证接长轴上各段外圆与锥面的同轴度。接长轴锥面与磨床主轴锥面的配合精度要高,一般接长轴外锥为莫氏或1∶20锥体,其配合面积不小于85%。
3)接长轴上螺纹旋向应与砂轮旋向相反。
4)在保证加工需要的情况下,为提高刚性,接长轴伸出磨头主轴外的杆身长度,应尽可能短,其直径大小则取决于所用砂轮的尺寸。
5)接长轴上应加工出削扁部位,便于装拆时使用。
(4)内圆砂轮的修整
在内圆磨削过程中,要及时修整砂轮,使砂轮经常保持锋利状态。
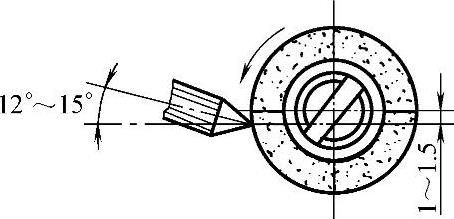
图5-26 内圆砂轮的修整
内圆砂轮通常用金刚石笔进行修整,修整用的金刚石笔尖必须锋利,笔尖的位置要顺着砂轮的旋转方向向下偏移1~1.5mm,且金刚石笔的轴线要与砂轮的水平中心线成12°~15°夹角(图5-26)。
修整直径较小的砂轮,应将主轴缩短,以增强接长轴的刚性,确保修出正确形状的砂轮。
当修整新安装的内圆砂轮时,可先用碳化硅砂轮的碎块对砂轮做粗略的修整,这样可以避免砂轮与接长轴因同轴度误差而引起砂轮跳动,保证砂轮用金刚石笔修整时的平稳性。用砂轮碎块修整时应注意安全操作,砂轮旋转时用点动法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。