



【摘要】:工件的装夹是否正确、稳固、迅速和方便,将直接影响工件的加工精度、表面粗糙度和生产效率。所以装夹大直径工件时,尽量采用反爪装夹。由于四爪单动卡盘的四个爪各自独立运动,因此工件装夹时必须将加工部分的旋转轴线找正到与磨床主轴旋转轴线重合后才能磨削。四爪单动卡盘的优点是夹紧力大,因此适用于装夹大型或形状不规则的工件。胀力心轴依靠材料弹性变形所产生的胀力来固定工件,由于装夹方便,定位精度高,目前使用较广泛。
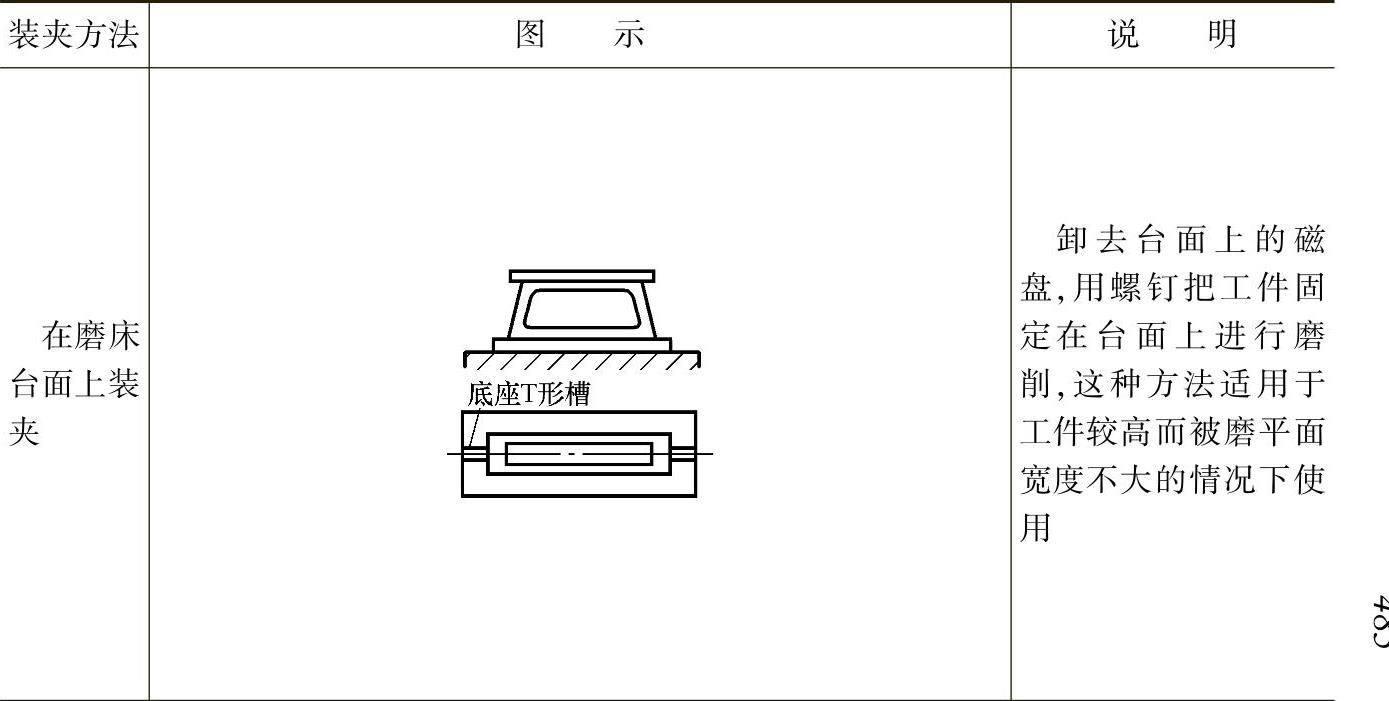
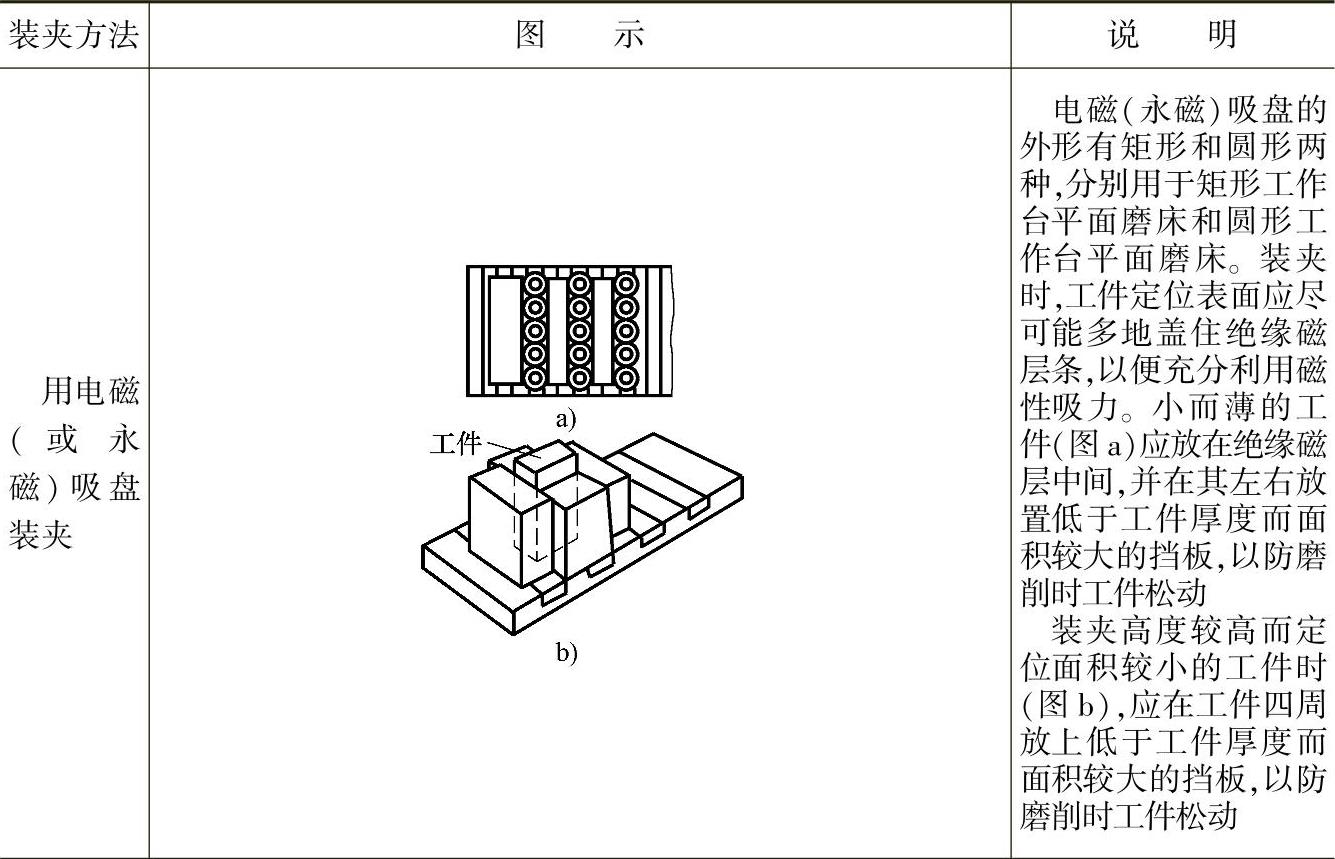
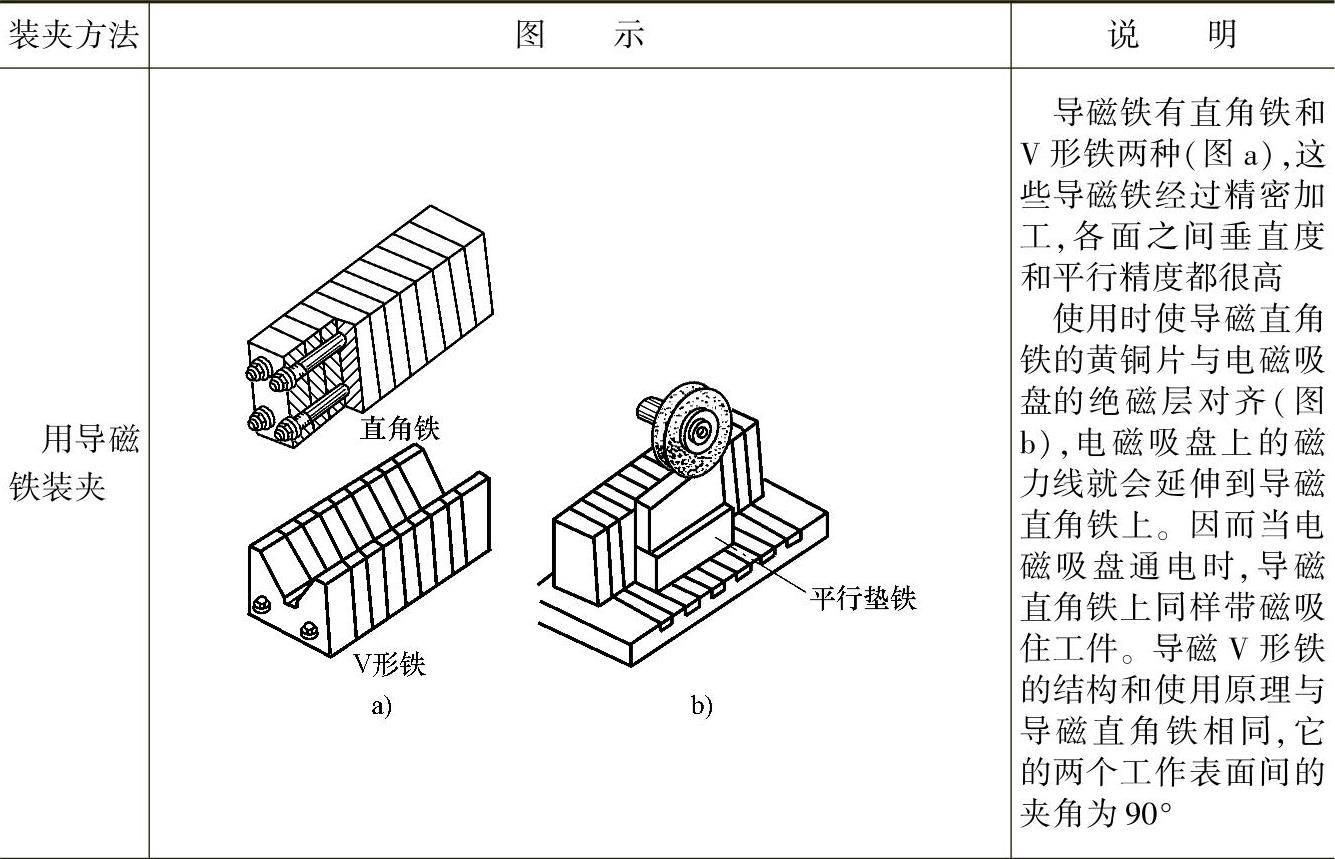
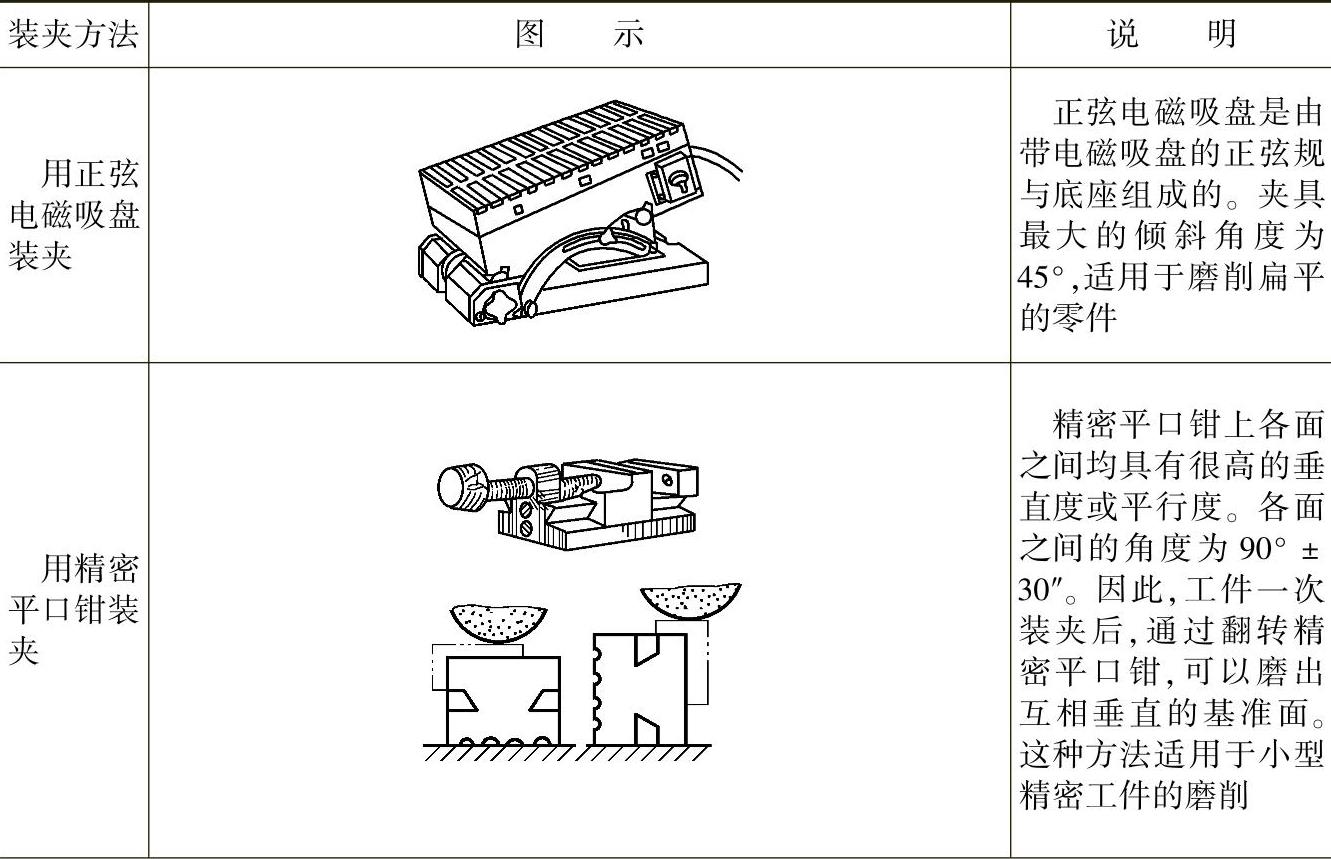
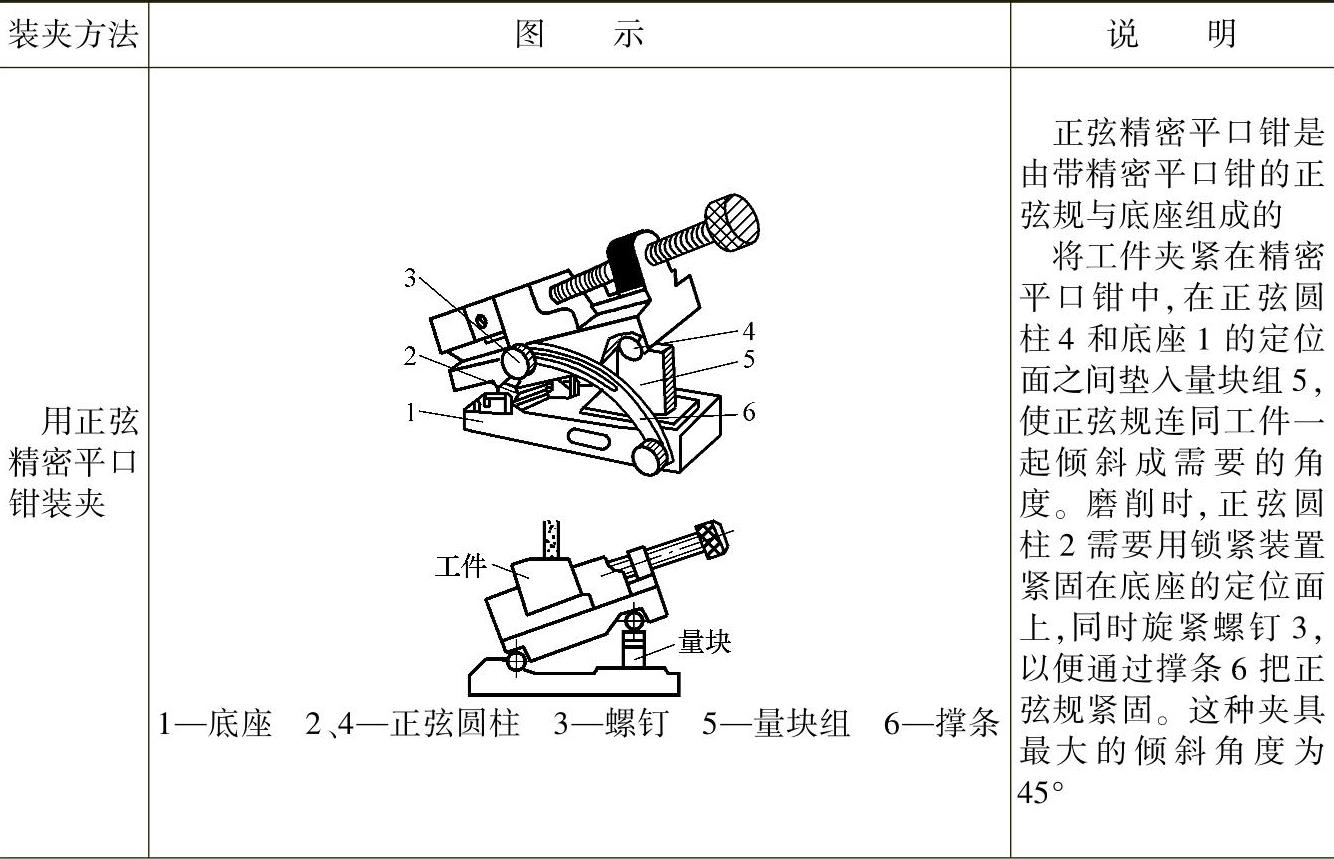
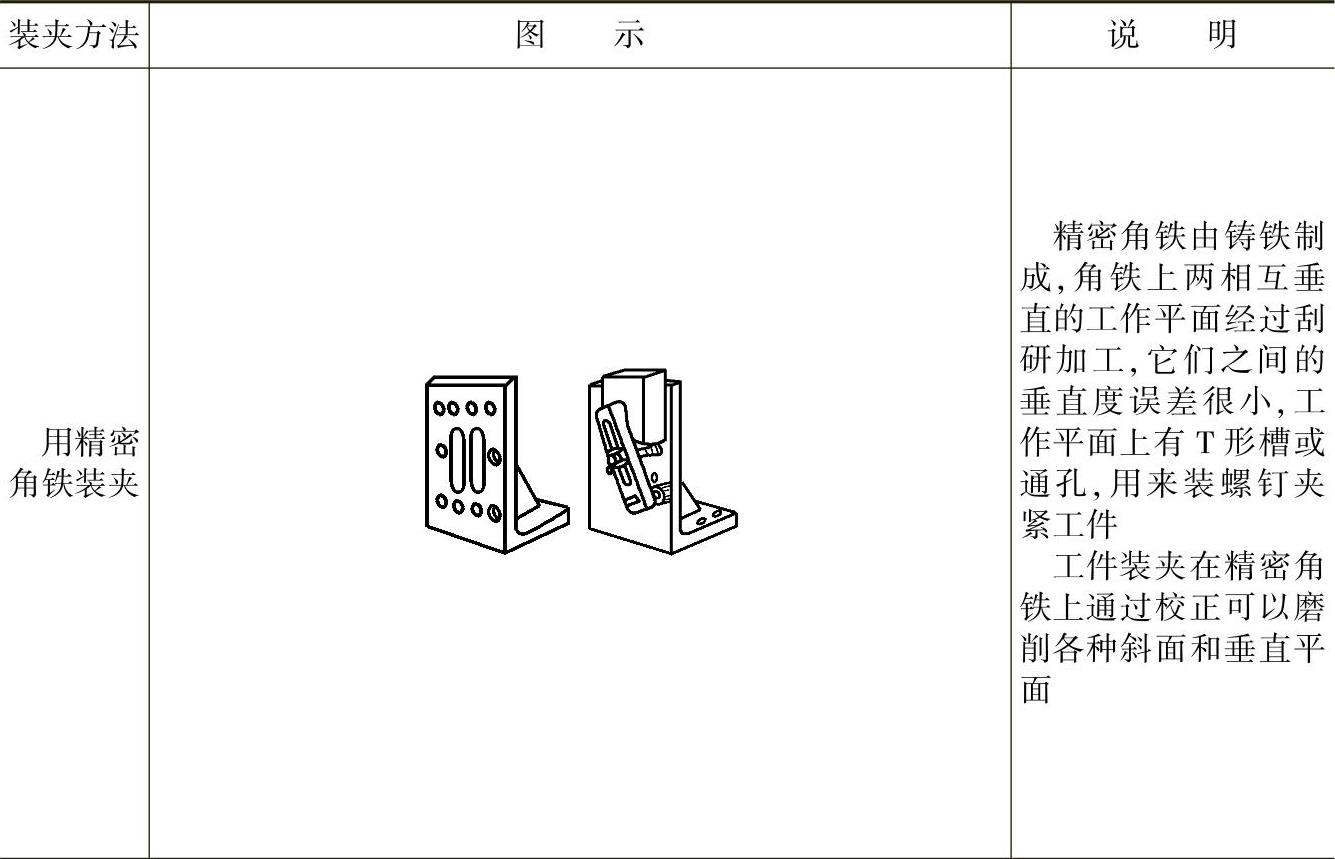
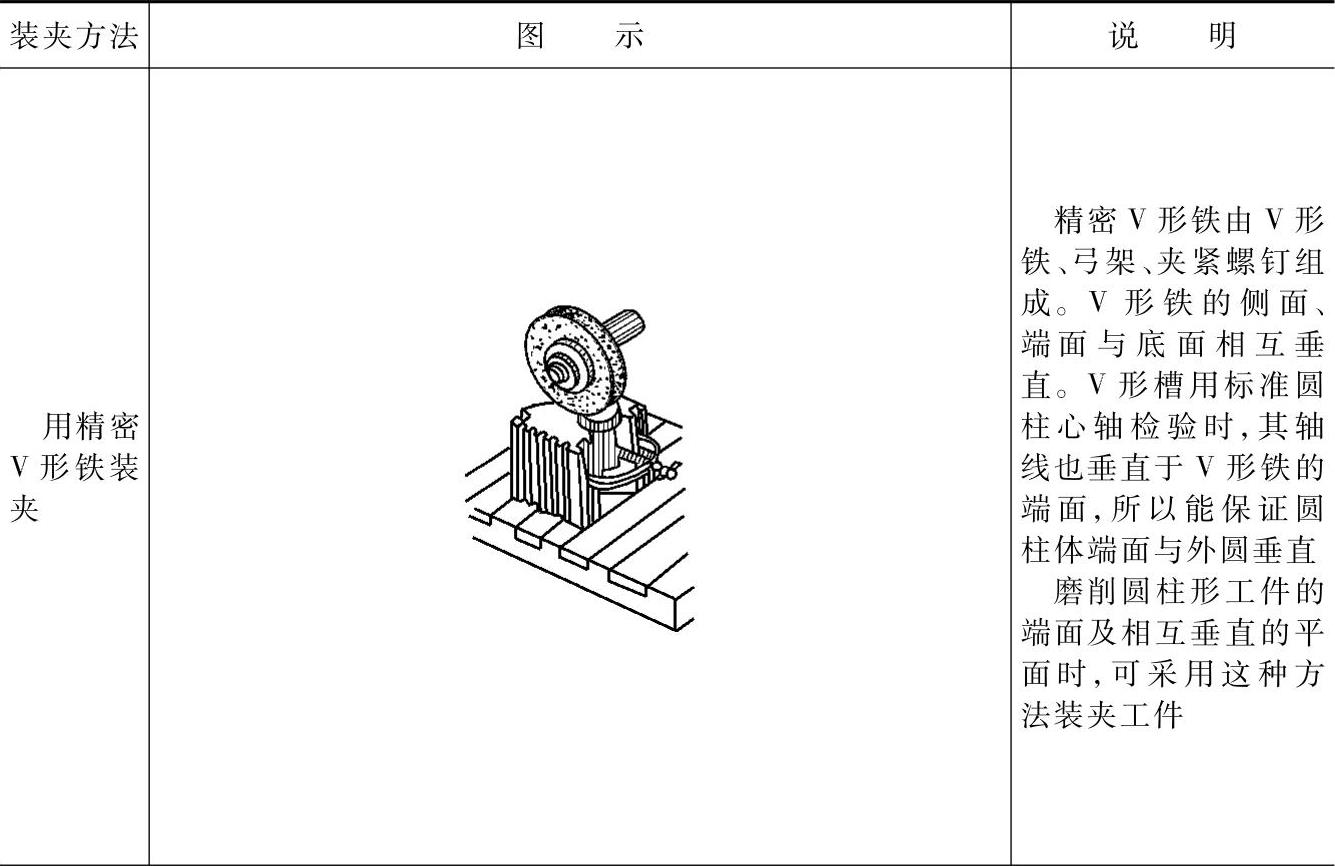
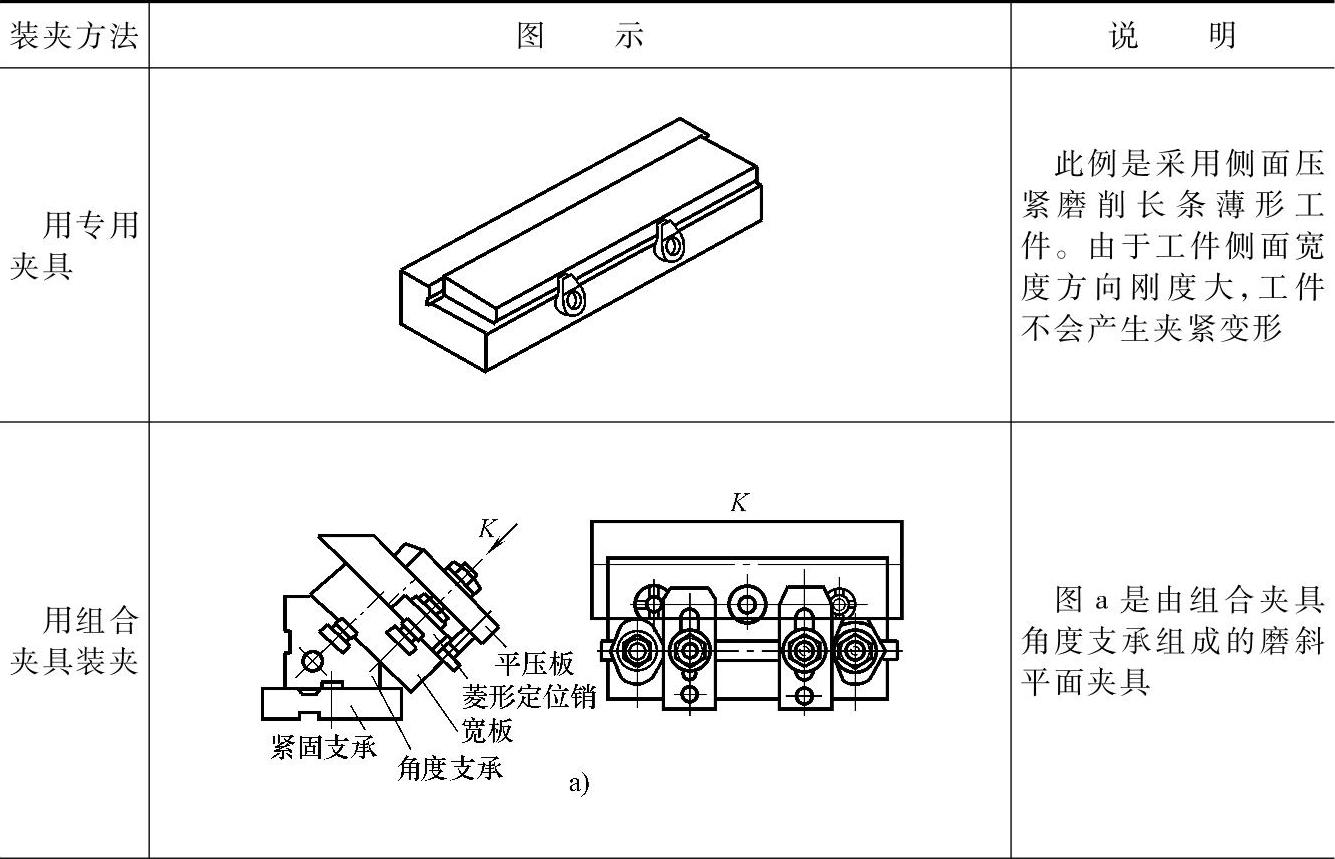
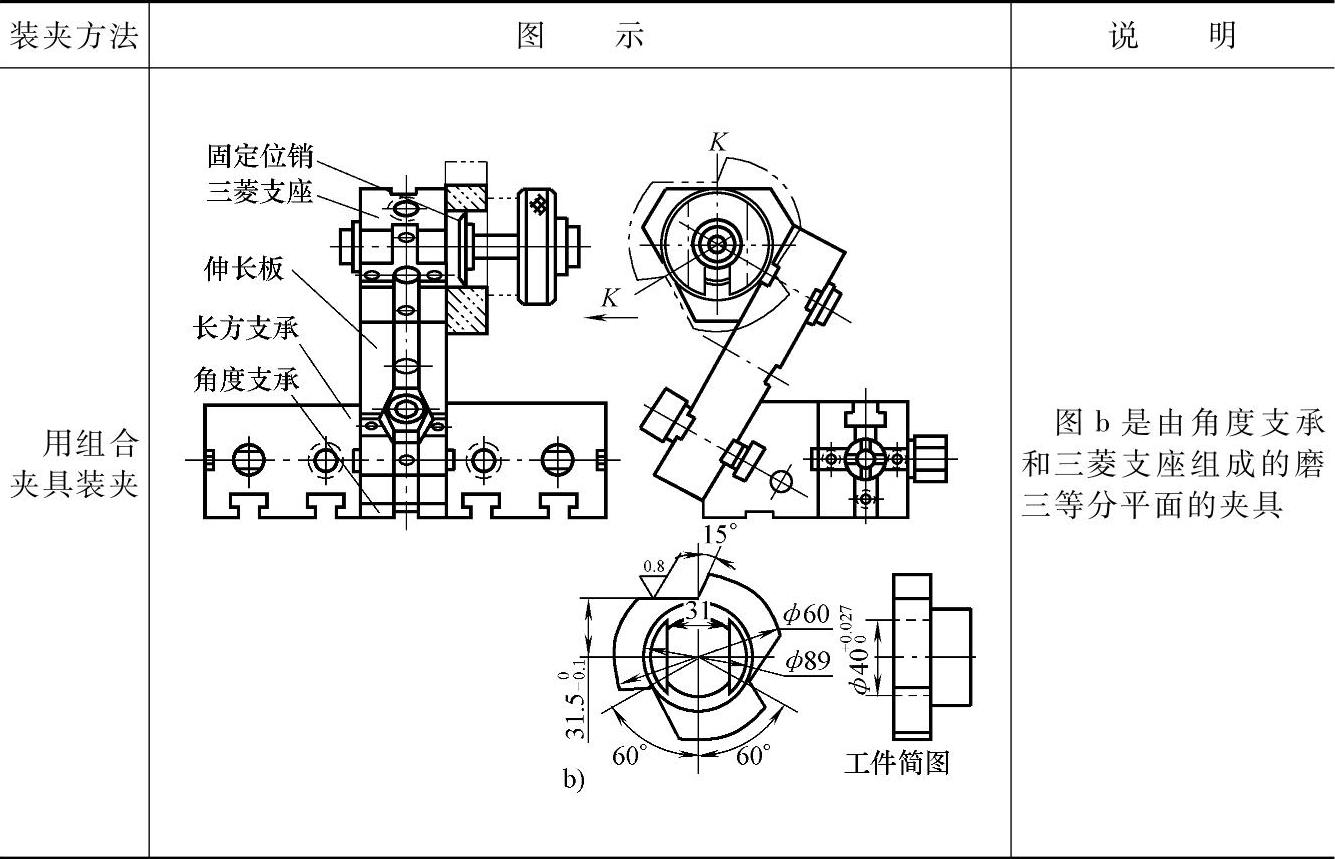
表5-21 工件的装夹方法
(续)
(续)
(续)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(续)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。