



(1)砂轮的安装
一般砂轮采用法兰盘安装(图5-1)。安装时应注意以下几点:
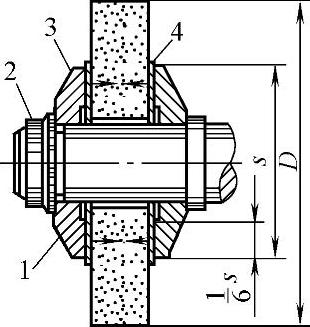
图5-1 用法兰盘安装砂轮
1—铅衬垫2—螺母 3—法兰盘 4—弹性衬垫
1)装夹前应进行音响检查:用绳子将砂轮吊起,轻击砂轮,声音应清脆,没有颤音或杂音。
2)两个法兰盘的直径必须相等,以便砂轮不受弯曲应力而导致破裂。法兰盘的最小直径应不小于砂轮直径的1/3,在没有防护罩的情况下应不小于2/3。
3)砂轮和法兰之间必须放橡胶、毛毡等弹性材料,以增加接触面,使受力均匀。装夹后,经静平衡,砂轮应在最高转速下试转5min后才能正式使用。
(2)砂轮静平衡调整方法
采用手工操作调整砂轮静平衡时,需使用平衡架(图5-2)、平衡心轴(图5-3)及平衡块、水平仪等工具。
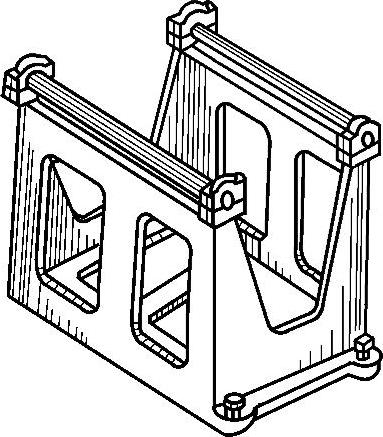
图5-2 平衡架

图5-3 平衡心轴
调整方法(图5-4):
1)找出通过砂轮重心的最下位置点A。
2)与A点在同一直径上的对应点记作B。
3)加入平衡块C,使A和B两点位置不变。
4)再加入平衡块D、E,仍使A和B两点位置不变。如有变动,可上下调整D、E使A、B两点恢复原位。此时砂轮左右已平衡。
5)将砂轮转动90°。如不平衡,将D、E同时向A或B点移动,直到A、B两点平衡为止。
6)如此调整,直至砂轮能在任何方位上稳定下来,砂轮就平衡好了。根据砂轮直径的大小,检查6个或8个方位即可。
应注意的几点:
1)平衡架要放水平,特别是纵向。
2)将砂轮中的切削液甩净。
3)砂轮要紧固,法兰盘、平衡块要洗净。
4)砂轮法兰盘内锥孔与平衡心轴配合要紧密,心轴不应弯曲。
5)砂轮平衡后,平衡块应紧固。
6)平衡架最好采用刀口式,因与心轴接触面小,反应较灵敏。
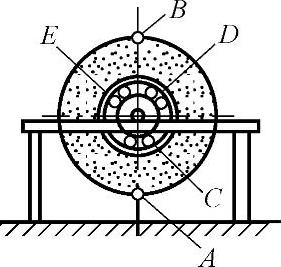
图5-4 砂轮静平衡调整
(3)修整砂轮
1)修整砂轮的基本原则应根据工件表面精度要求、砂轮性质、工件材料和加工形式等决定砂轮表面修整的粗细及采用的方法。
①表面精度要求高,砂轮修整得要平细。(https://www.xing528.com)
②工件材料硬、接触面大,砂轮修整得要粗糙。
③粗磨比精磨的砂轮修整得要粗糙。
④横向、纵向进给量大时,砂轮表面要粗糙。
⑤横向、纵向进给量小时,砂轮表面要平细。
⑥采用低表面粗糙度值、高精度磨削时,砂轮应适当留有空进给。
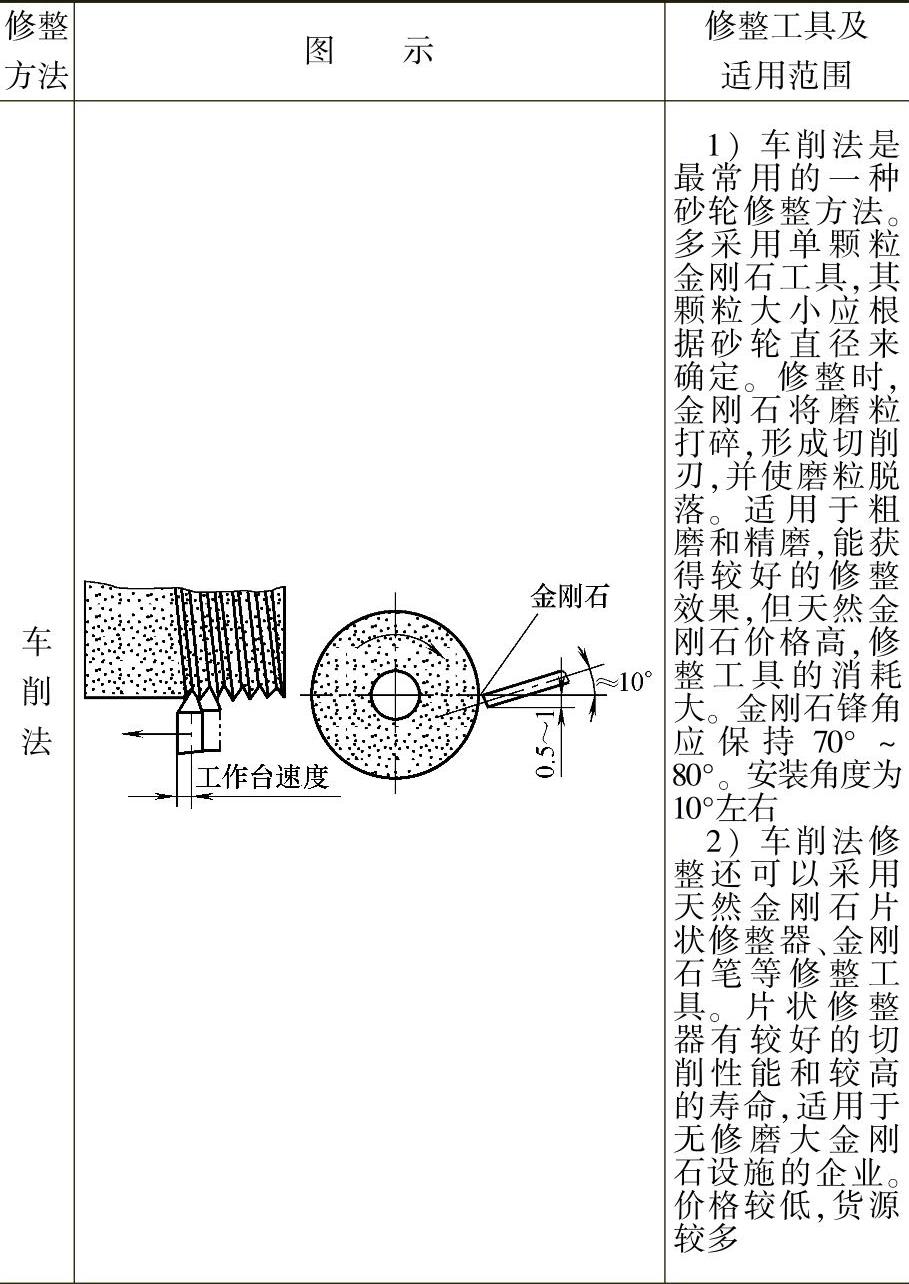
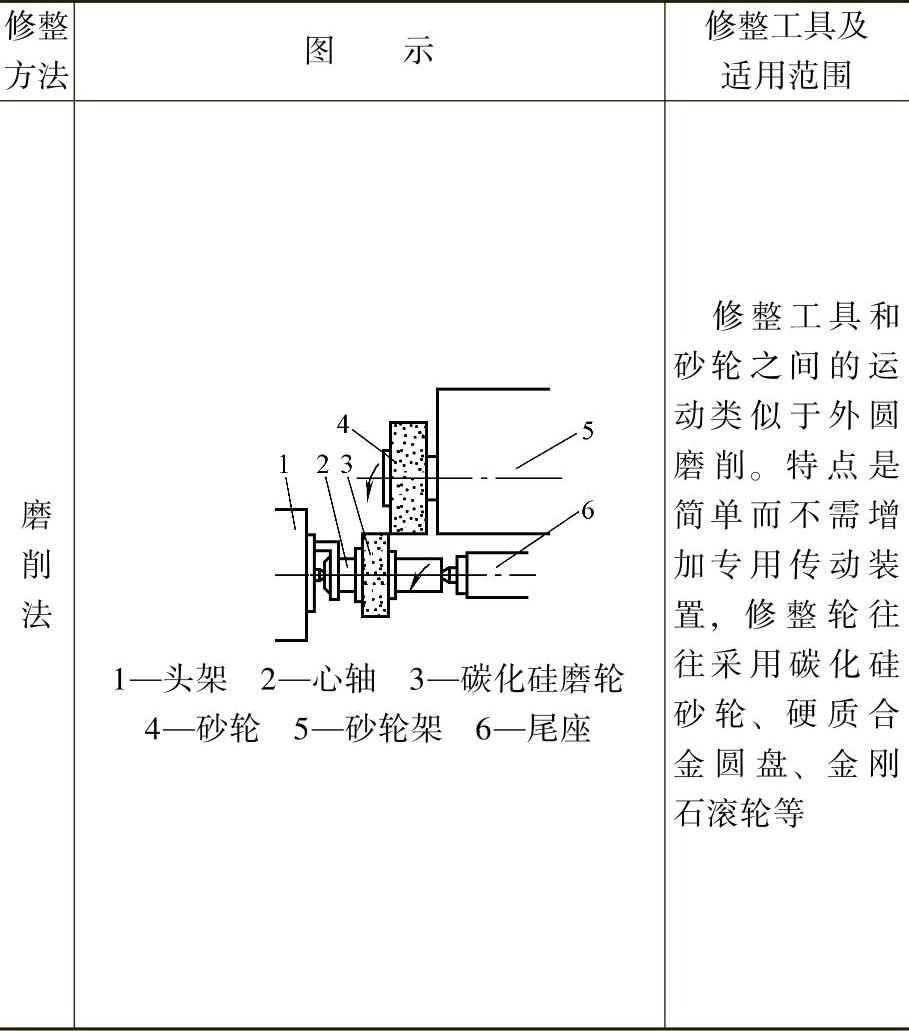
2)砂轮修整方法见表5-1。
表5-1 砂轮修整方法
(续)
(4)砂轮修整工具及其选用
修整砂轮多采用金刚石工具,运用车削法进行。
1)单颗粒金刚石。金刚石的顶角一般取70°~80°为合理,并应经常保持金刚石的锋利性。
金刚石安装的角度一般取为10°左右(图5-5),其安装高度应低于砂轮中心0.5~1mm。
修整时应浇注充分的切削液,并浇注在整个砂轮的宽度上。
干磨修整砂轮时,修几刀后应停一会,使金刚石得以冷却。
所用金刚石颗粒的大小,是根据砂轮直径确定的(表5-2)。
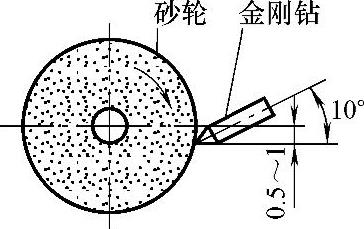
图5-5 砂轮修整
表5-2 金刚石颗粒大小的选择
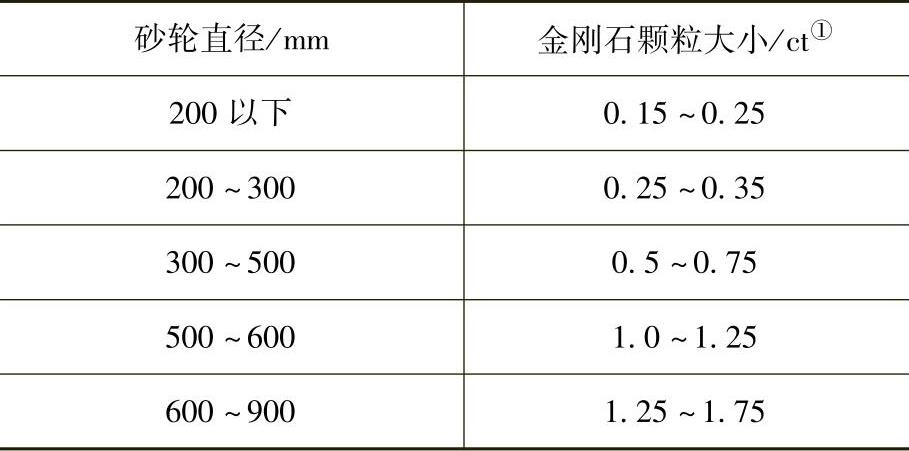
①ct是克拉,1ct=0.203g。
2)金刚石片状修整器。金刚石片状修整器由小的金刚石颗粒烧结而成。其规格的选用要根据砂轮直径的大小来确定(表5-3)。
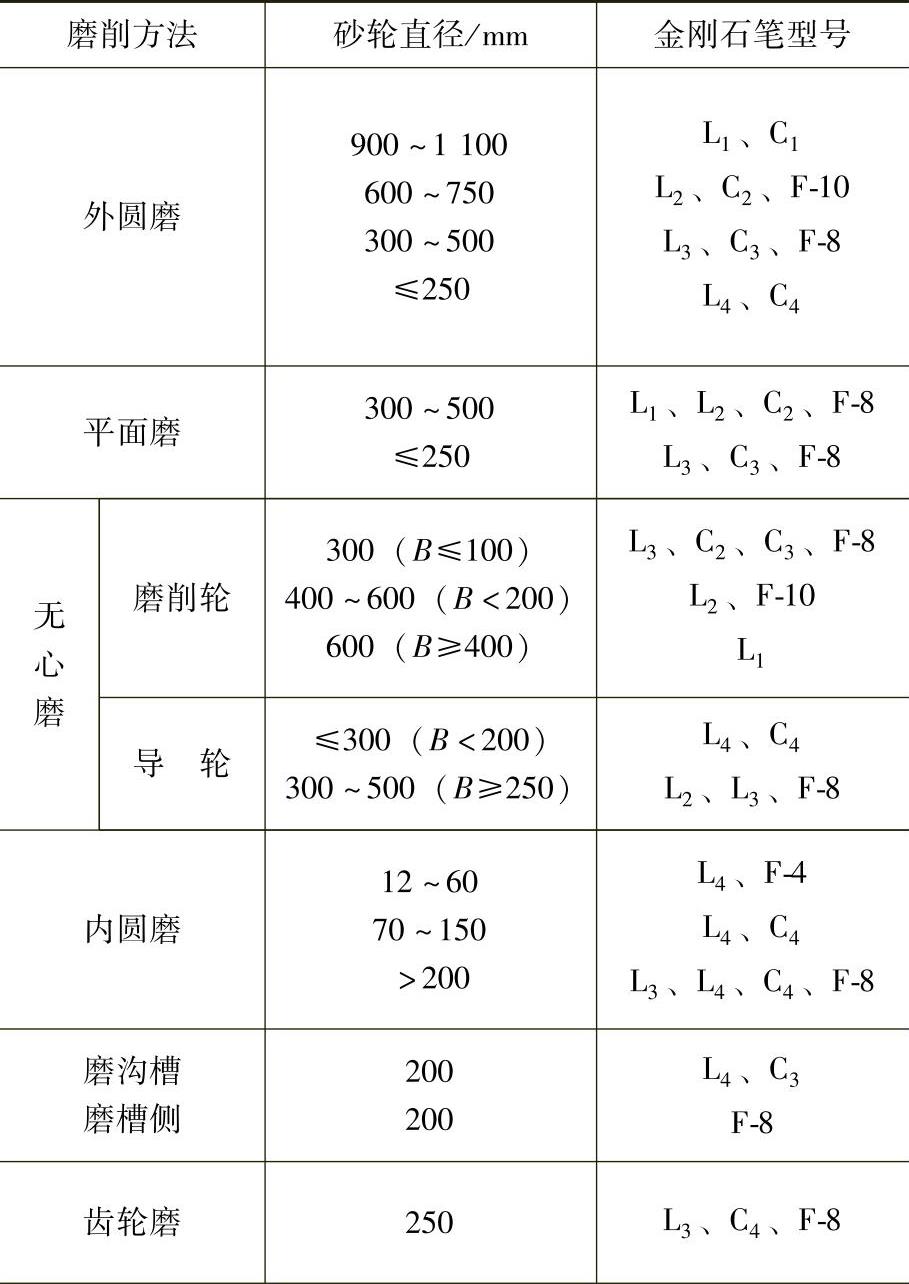
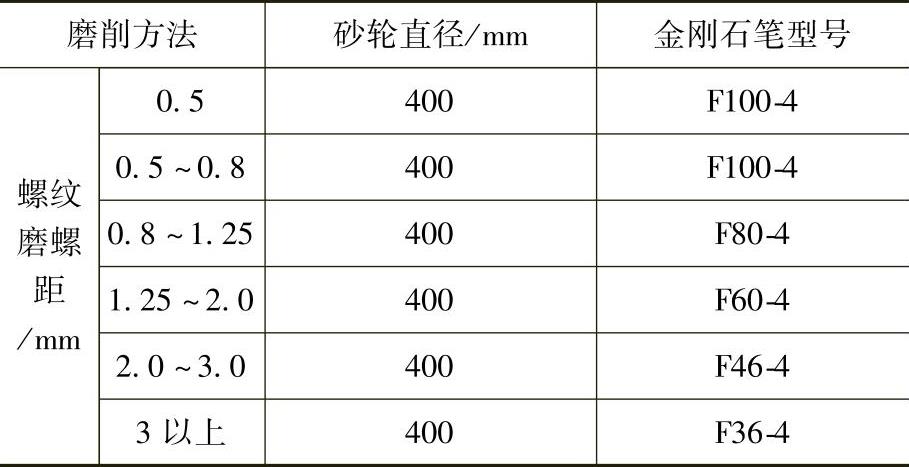
3)金刚石笔。根据形状和结构的不同,金刚石笔又分为L型(链状)、C型(层状)、F型(粉状)。金刚石笔的选用见表5-4。
表5-3 金刚石片状修整器及其选用
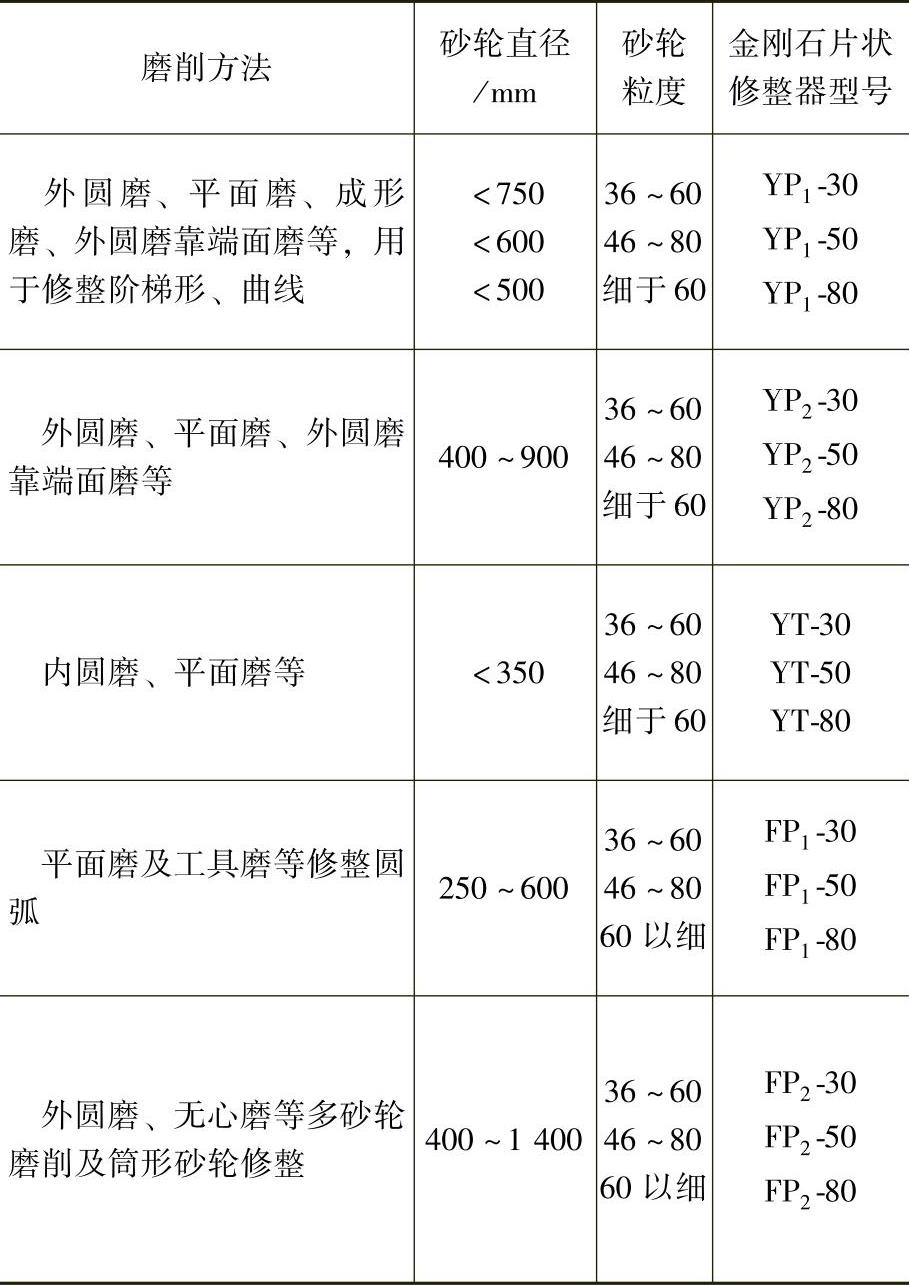
表5-4 金刚石笔及其选用
(续)
注:B—砂轮厚度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。