



在滚齿机上加工100齿以上的质数直齿圆柱齿轮(如113、197齿等)时,交换齿轮的计算与加工一般的齿轮不同。可根据下面的公式算出各组交换齿轮。
(1)滚铣大质数直齿圆柱齿轮时各组交换齿轮的计算
1)分齿交换齿轮计算:
当z≤161时,定数用24;
当z>161时,定数用48。
式中 K——滚刀头数;
±P——加减任意一个分数,但要保证分子分母能
互相约简。
2)进给交换齿轮计算:
式中 f立——垂直进给量。
3)差动交换齿轮计算:
㊀即π×差动定数=π×7.95775≈25。
若分齿交换齿轮公式中用“z+P”,则差动交换齿轮公式前取“-”号,表示差动补给运动与工作台转动方向一致,使工作台多转一点,用两对齿轮时不加中间
轮;反之,若分齿交换齿轮公式中用“z-P”,则差动交换齿轮公式前取“+”,表示差动补给运动使工作台少转一点,用两对齿轮时,加一个中间轮。
例 在Y38型滚齿机上要加工一个101齿的直齿圆柱齿轮,如果使用的是单头滚刀,进给量f立=1mm,试求各组交换齿轮。
解 设 ,前边取“+”号,
,前边取“+”号, ,
,
则 分齿交换齿轮:
进给交换齿轮:
差动交换齿轮:因分齿交换齿轮公式中用“z+P”,则差动交换齿轮公式前取“-”号,即

表示差动补给运动与工作台转动方向一致,即多转,不加中间轮。
(2)滚铣大质数斜齿圆柱齿轮时各组交换齿轮的计算
1)分齿交换齿轮计算:
 (https://www.xing528.com)
(https://www.xing528.com)
当z≤161时,定数用24;当z>161时,定数用48。
2)进给交换齿轮计算:
㊀即π×差动定数=π×7.95775≈25。如果用其他机床,也可用这个公式计算各组交换齿轮,但需将分齿、进给、差动三个定数改为相应机床的定数。
3)差动交换齿轮计算:

式中符号意义:
当工件与滚刀螺旋方向相同时,第一项前用“-”号;方向相反时,用“+”号。
当分齿交换齿轮公式中用z+P时,第二项前用“-”号;当分齿交换齿轮中用z-P时,第二项前用“+”号。
第一项和第二项若符号相同则相加;若符号相反则相减。其结果得“-”号,表示差动补给运动与工作台转动方向一致,使工作台多转一点,用两对齿轮时,不加中间轮;反之,结果得“+”号,表示差动补给运动与工作台转动方向相反,使工作台少转一点,用两对齿轮时,加一个中间轮。
例 在Y38型滚齿机上,加工一右旋斜齿圆柱齿轮,mn=2,β=30°,z=103,f立=1mm,用右旋单头滚刀,试求各组交换齿轮。
解 设P= ,前边取“+”号。
,前边取“+”号。
则 分齿交换齿轮:
进给交换齿轮:
差动交换齿轮:
由于工件与滚刀螺旋方向相同,差动交换齿轮公式第一项前用“-”号。又因分齿交换齿轮公式中用z+P,所以第二项前也用“-”号。
结果得“-”号,表示用两对齿轮时,不加中间轮。
注意:因为是质数齿轮,在加工中,差动运动(附加转动)是分齿运动不可分割的一部分,即在加工过程中分齿运动和差动运动不能分开,否则分齿就乱了。所以在加工中,如果切削第二刀时,只能先利用反车自动返回,然后再进行切削。
(3)Y38滚齿机加工大质数直齿圆柱齿轮时,分齿、差动交换齿轮表(表4-25)
表4-25 Y38滚齿机加工大质数直齿圆柱齿轮(滚刀头数K=1)时,分齿、差动交换齿轮
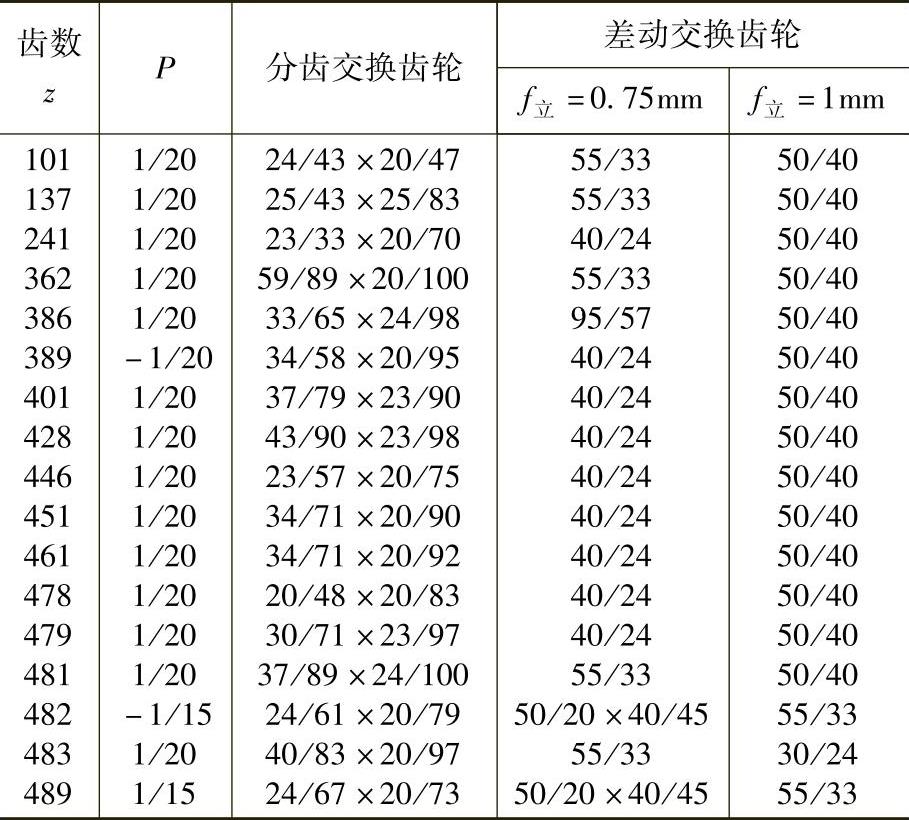
注:表中P为“-”值时,则差动交换齿轮需加一个中间轮。
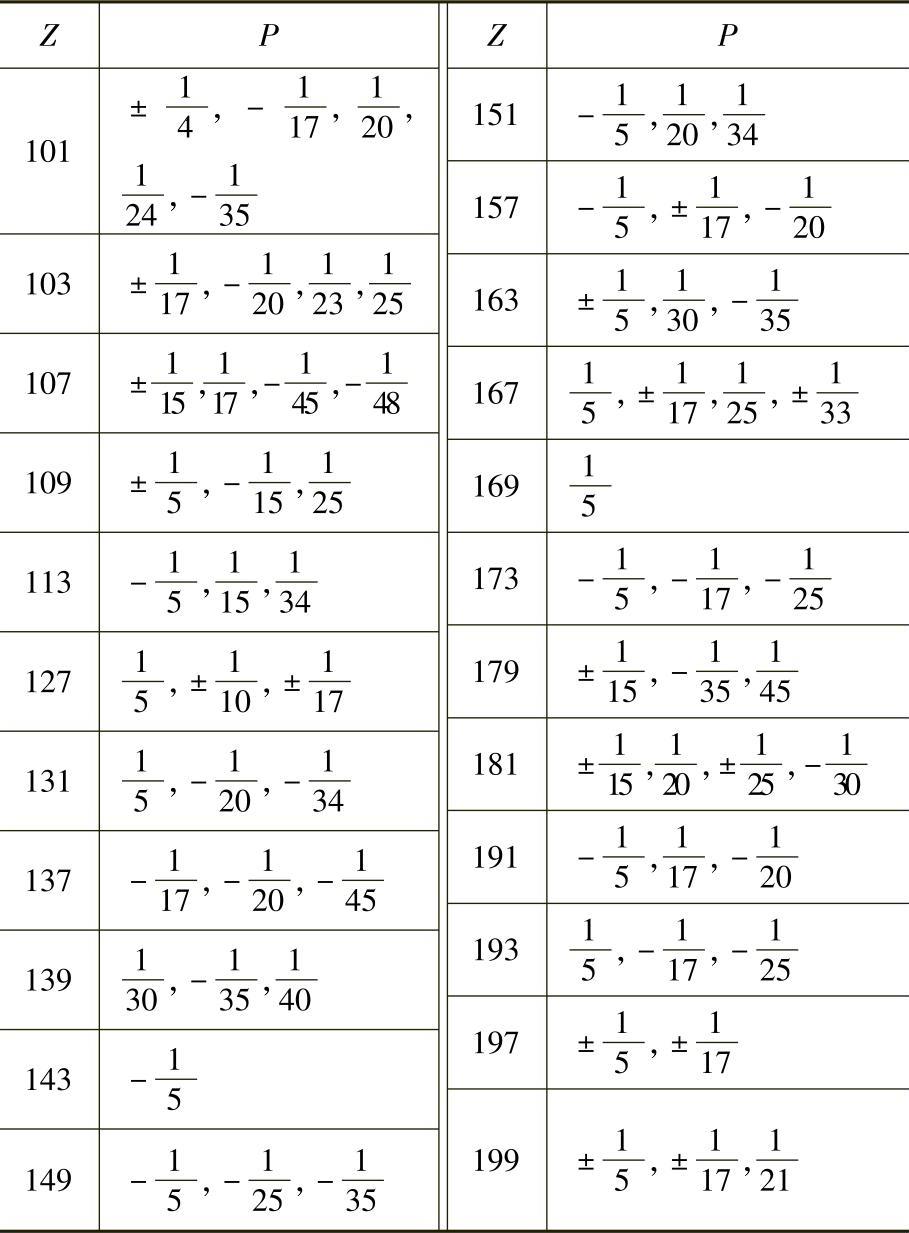
(4)P的推荐值(表4-26)
表4-26 P的推荐值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。