



【摘要】:与直齿圆柱齿轮铣刀一样,每种模数有一套铣刀,每套8把,其铣刀刀号及加工范围与圆柱齿轮盘形齿轮铣刀相同,但选刀时必须用当量齿数。选择铣刀号数用当量齿数的计算公式式中 z′——当量齿数;z——直齿锥齿轮齿数;δ——直齿锥齿轮节锥角。将铣刀对准工件中心,按大端模数,铣至全齿深h=2.2m,铣出全部直齿槽,并测出大端齿厚,然后铣大端两侧余量。
盘形锥齿轮铣刀(刀上印有■标记)的模数范围为0.3~16mm。与直齿圆柱齿轮铣刀一样,每种模数有一套铣刀,每套8把,其铣刀刀号及加工范围与圆柱齿轮盘形齿轮铣刀相同,但选刀时必须用当量齿数。
(1)选择铣刀号数用当量齿数的计算公式
式中 z′——当量齿数;
z——直齿锥齿轮齿数;
δ——直齿锥齿轮节锥角。
(2)铣削方法
1)分度头扳起角度计算。分度头扳起角度等于根锥母线与锥齿轮轴线的夹角δf(根圆锥角),即切削角(图4-4)。
分度头扳起角度的计算:
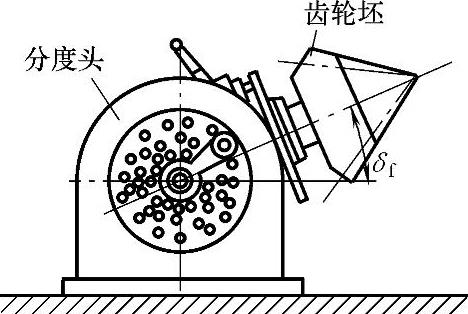
图4-4 分度头扳角度示意图
δf=δ-θf
式中 δ——节锥角(°);(https://www.xing528.com)
θf——齿根角(°)。
2)横向偏移量S的计算:

式中 m——模数(mm);
b——齿面宽(mm);
R——节锥距(mm)。
3)铣削过程(图4-5)。将铣刀对准工件中心,按大端模数,铣至全齿深h=2.2m,铣出全部直齿槽,并测出大端齿厚,然后铣大端两侧余量。图4-5所示为铣大端左侧余量。先按图4-5a箭头方向将工作台移动一个距离S(横向移位量),再按图4-5b箭头方向转动分度头(工作台移动方向与分度头转动方向相反),使铣刀左侧刃刚刚蹭着小端齿槽左侧铣一刀(图4-5c),并立
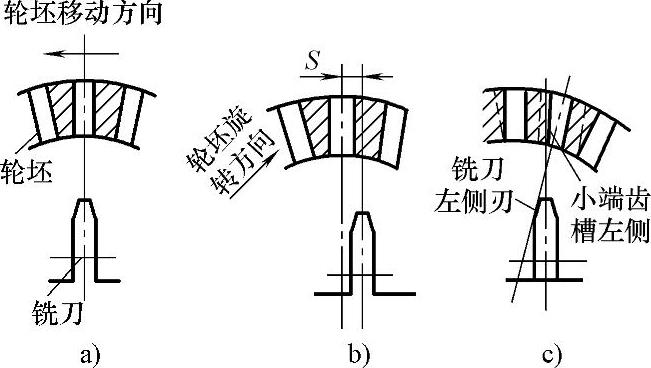
图4-5 铣削过程
即用齿轮游标卡尺测量大端的齿厚,这时的尺寸= ×(开出直槽后的大端齿厚-图样要求的齿厚)+图样要求齿厚。如果还有余量就应把分度头再转一两个孔。铣大端右侧时,按上面移动的S值和分度头转数值反方向加倍摇好。
×(开出直槽后的大端齿厚-图样要求的齿厚)+图样要求齿厚。如果还有余量就应把分度头再转一两个孔。铣大端右侧时,按上面移动的S值和分度头转数值反方向加倍摇好。
这样加工出的齿轮,小端齿顶、齿根稍厚一些,若啮合要求较高,应对齿顶进行修锉。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。