



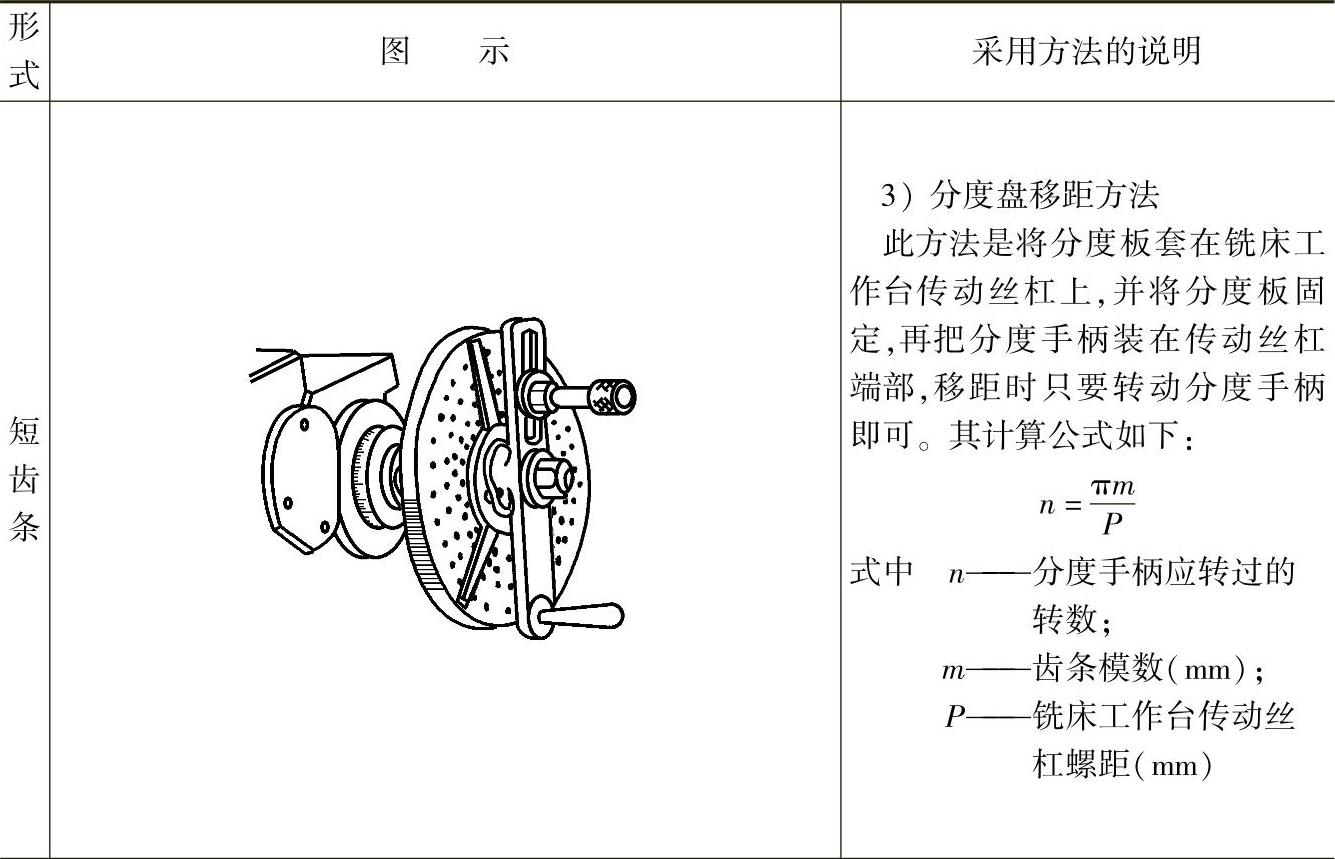
(1)选择铣刀号数用当量齿数的计算
式中 z′——斜齿轮当量齿数;
z——斜齿轮齿数;
β——斜齿轮螺旋角。
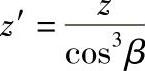
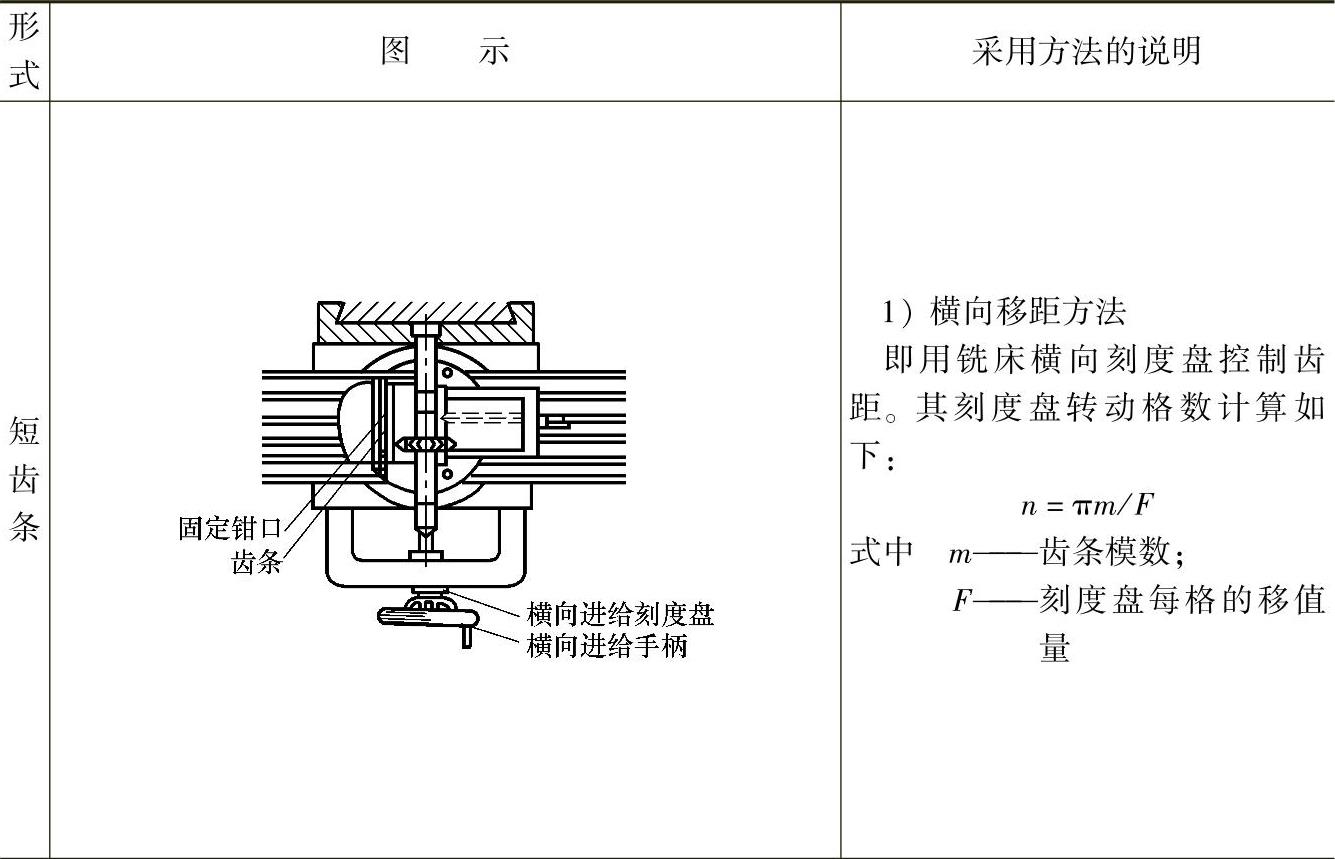
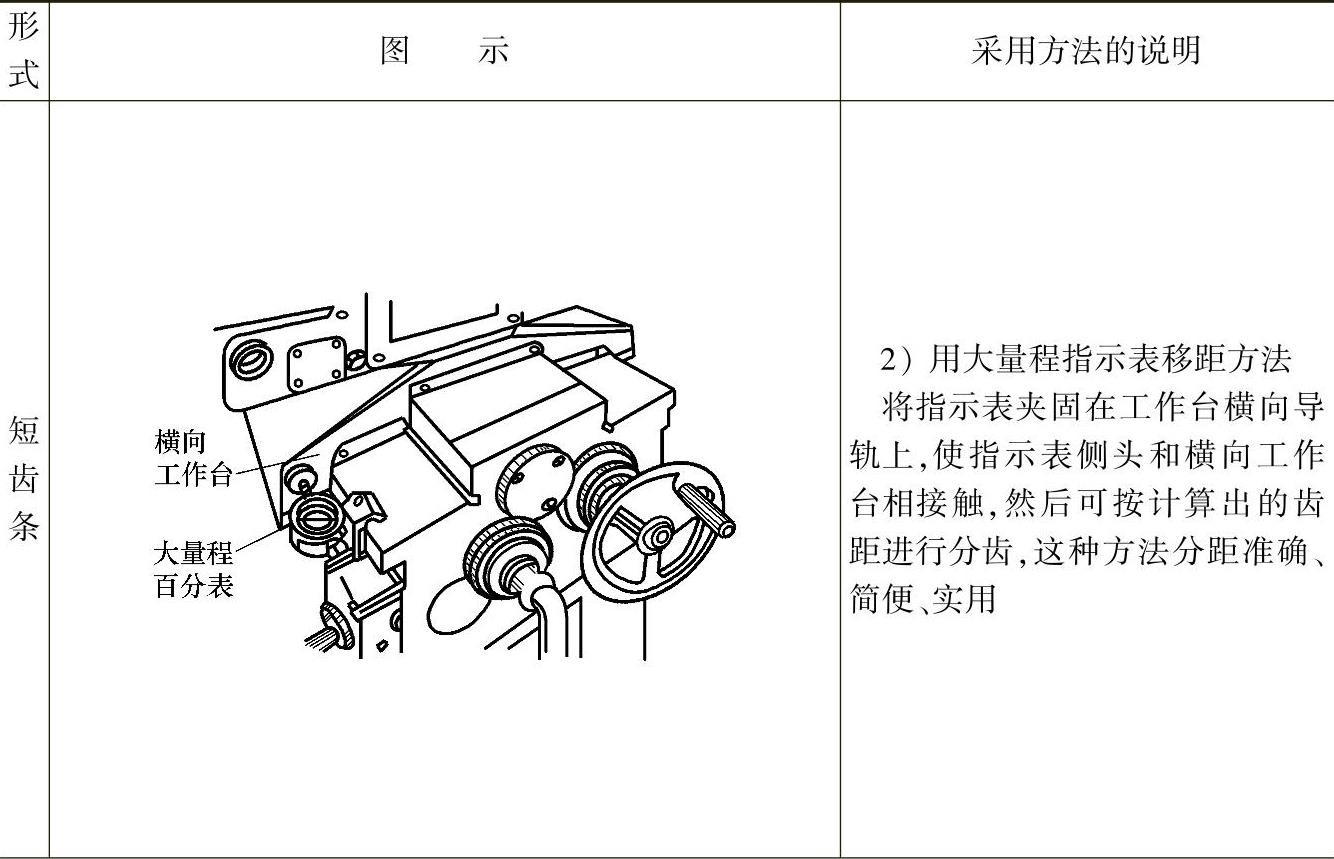
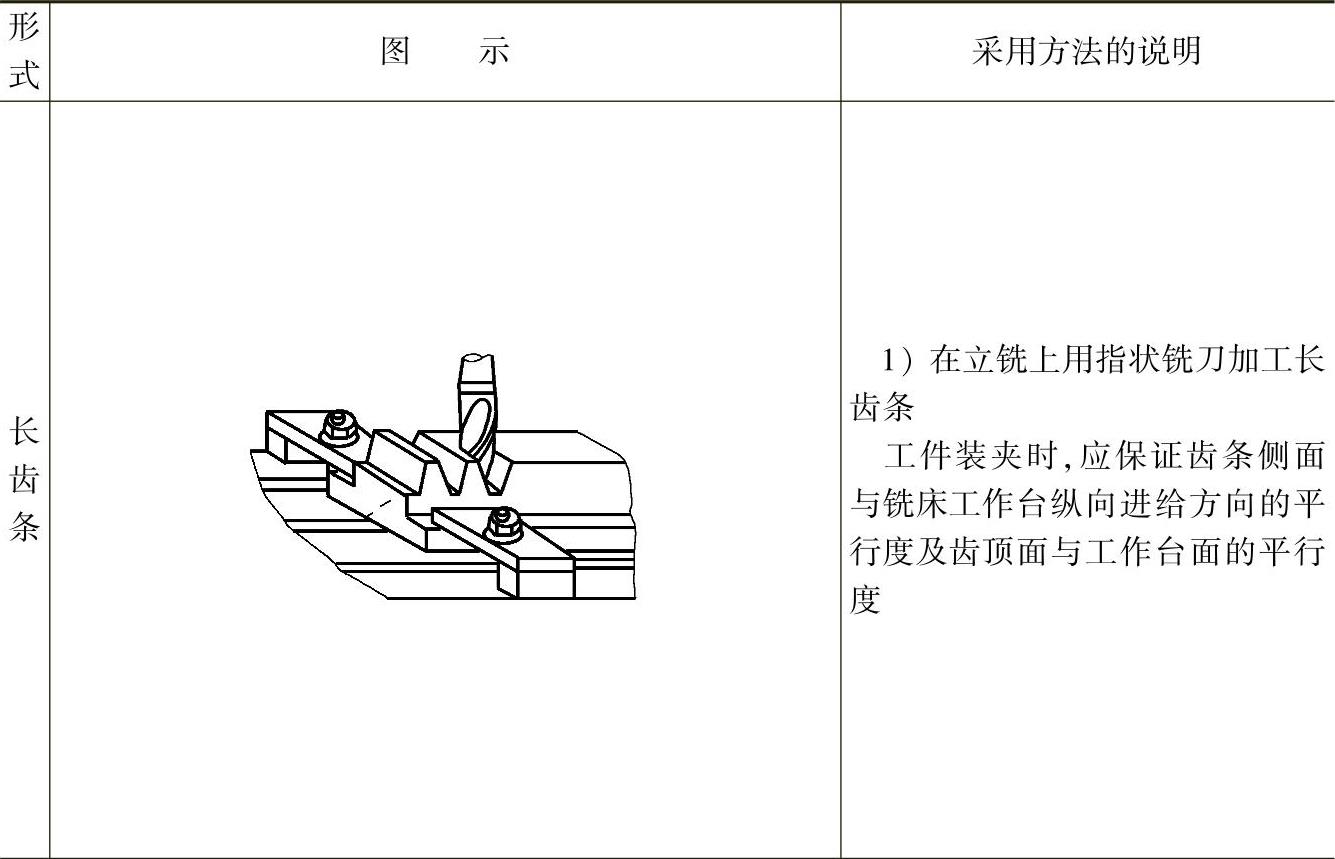
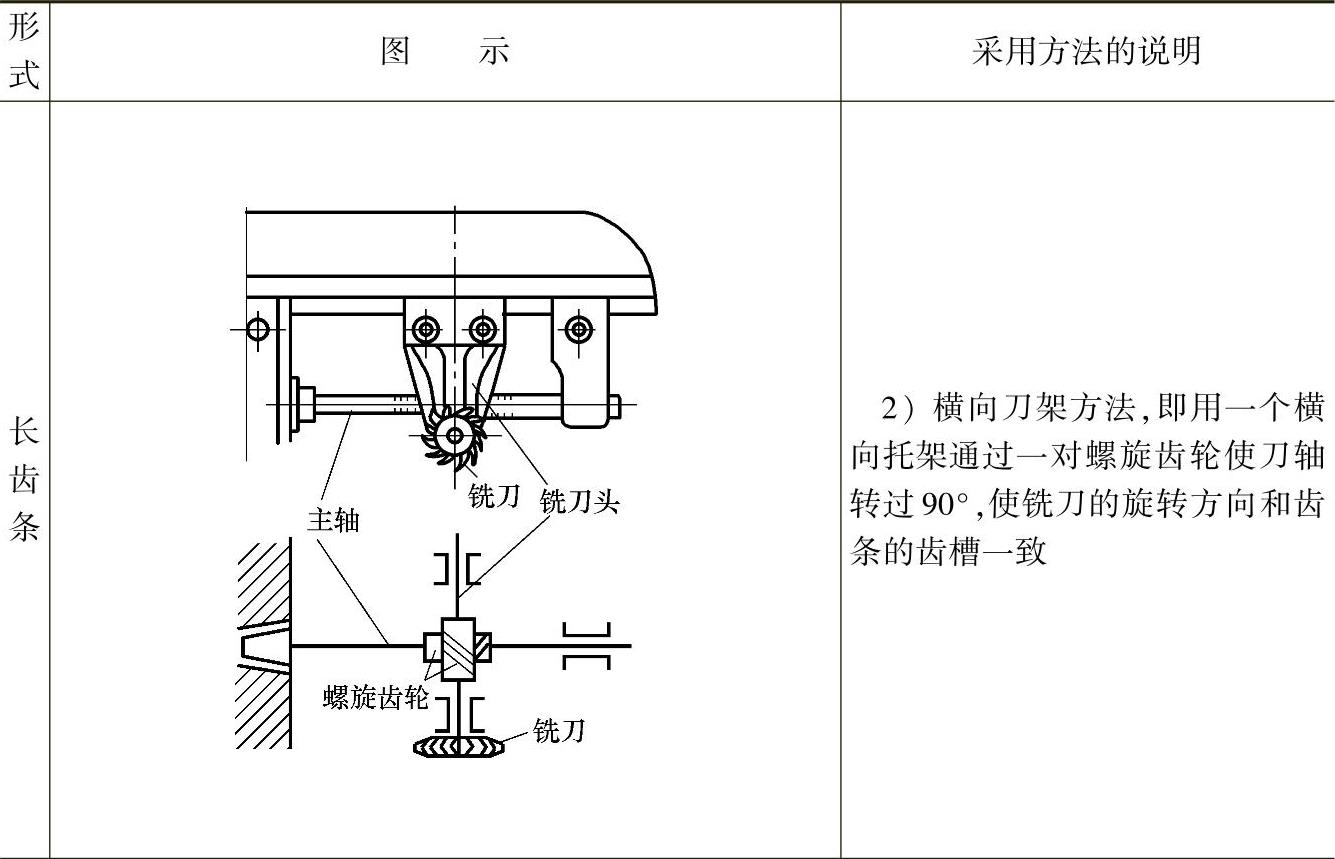
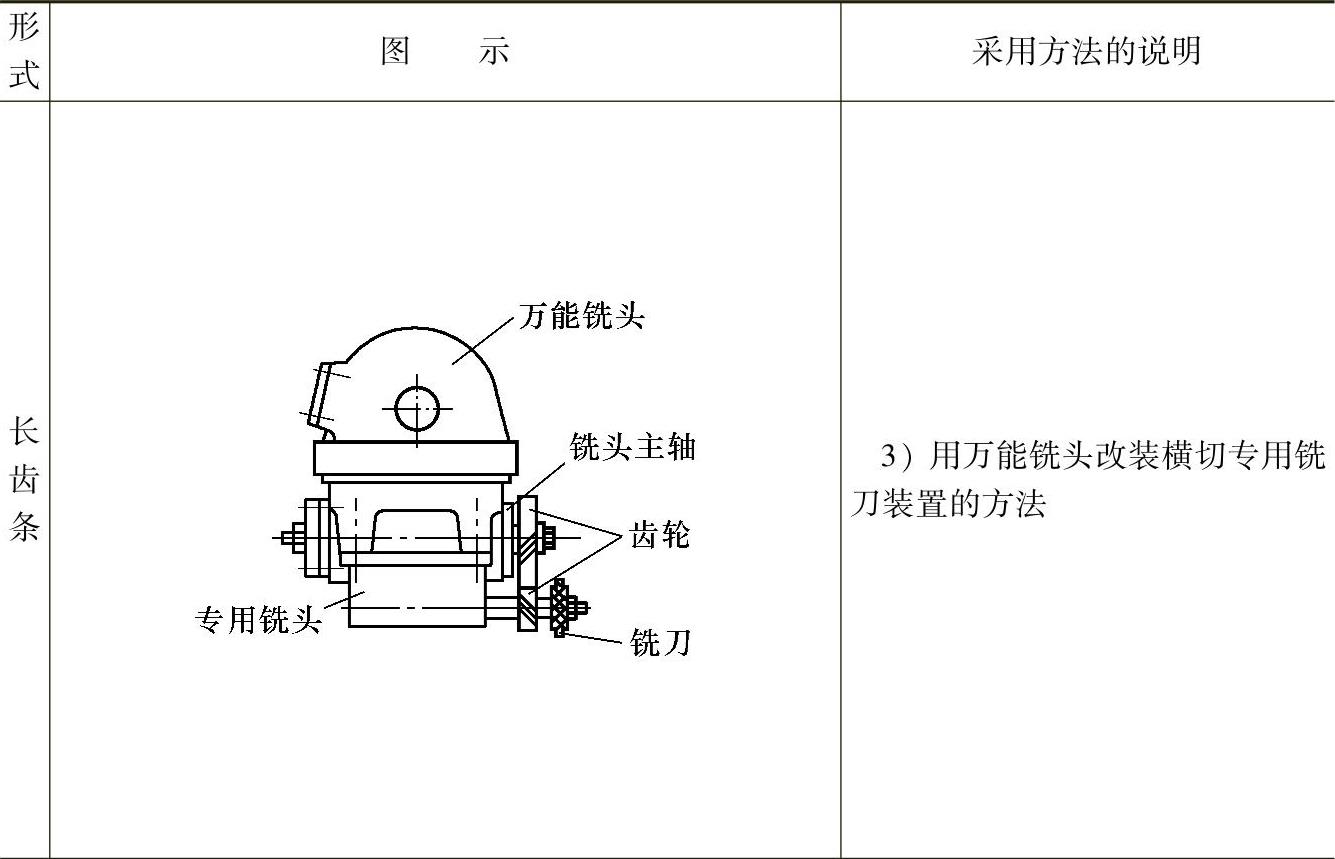
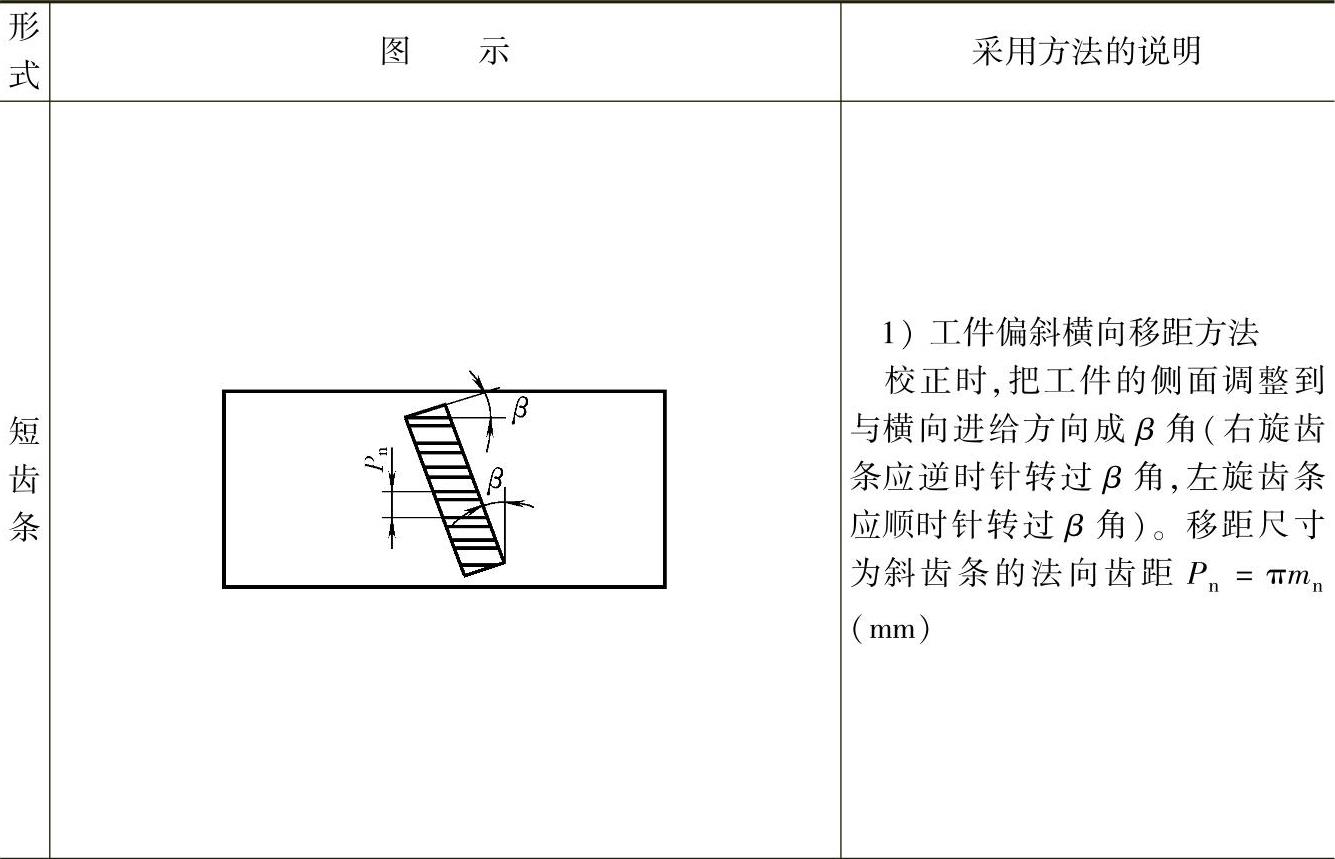
表4-5 铣削直齿条的方法
(续)
(续)
(续)
(续)
(续)
(续)
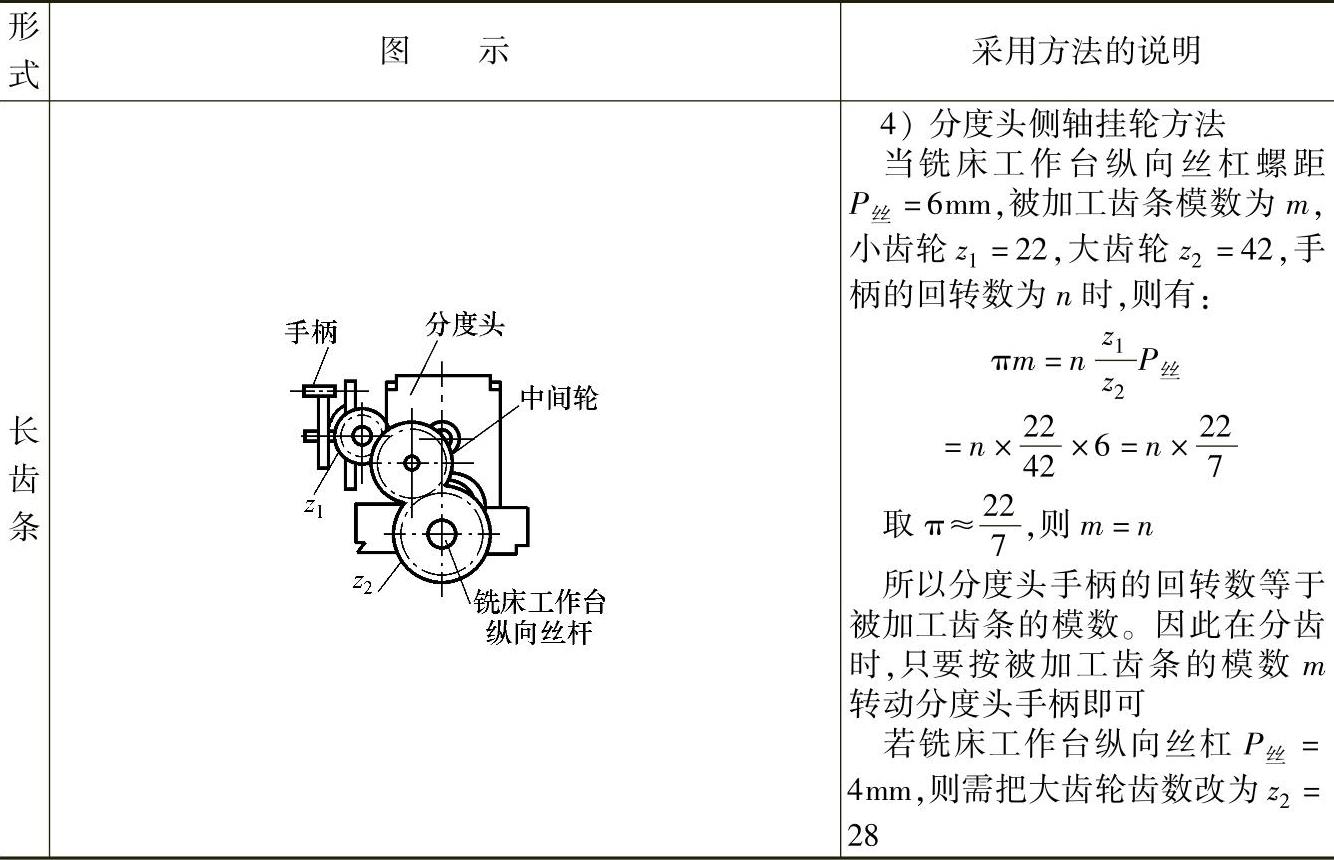
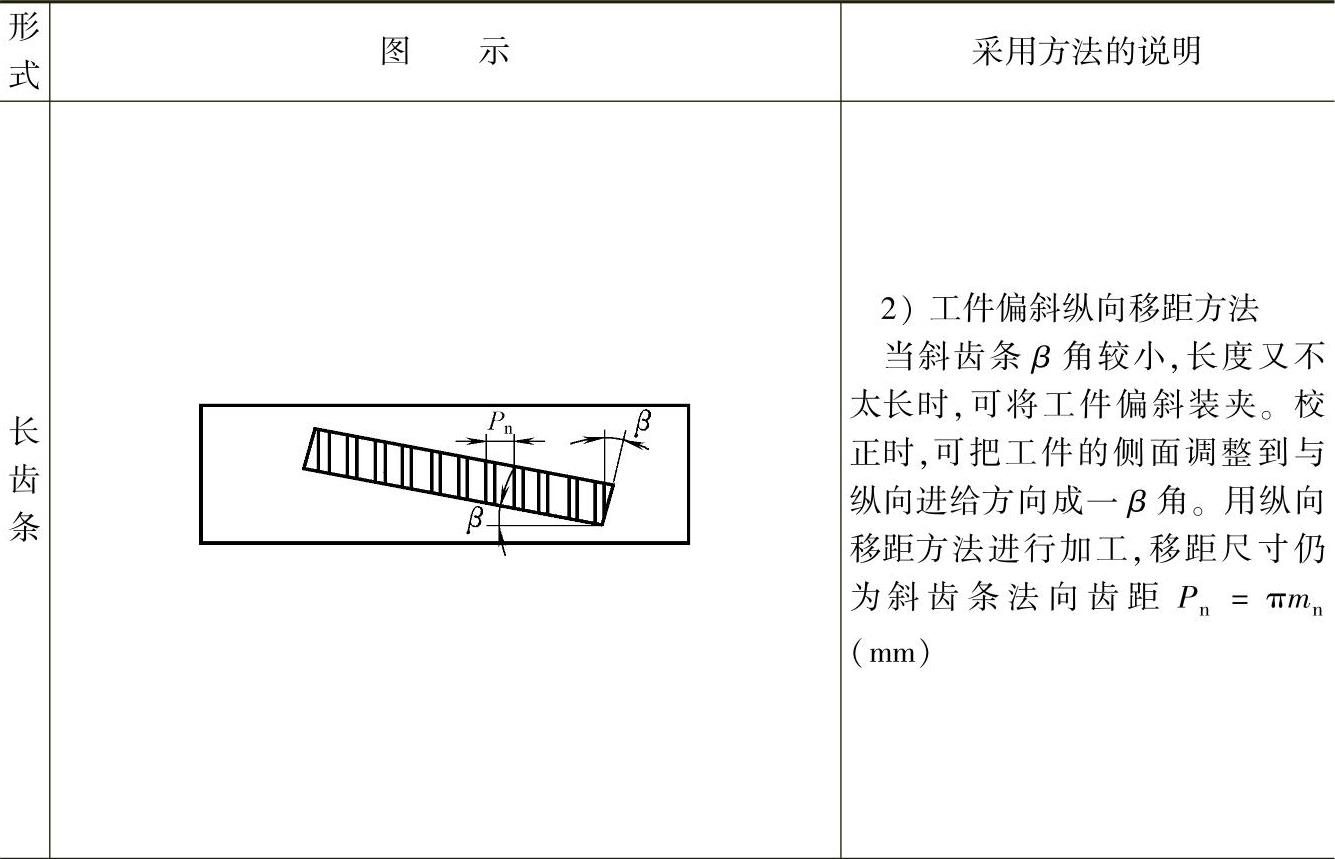
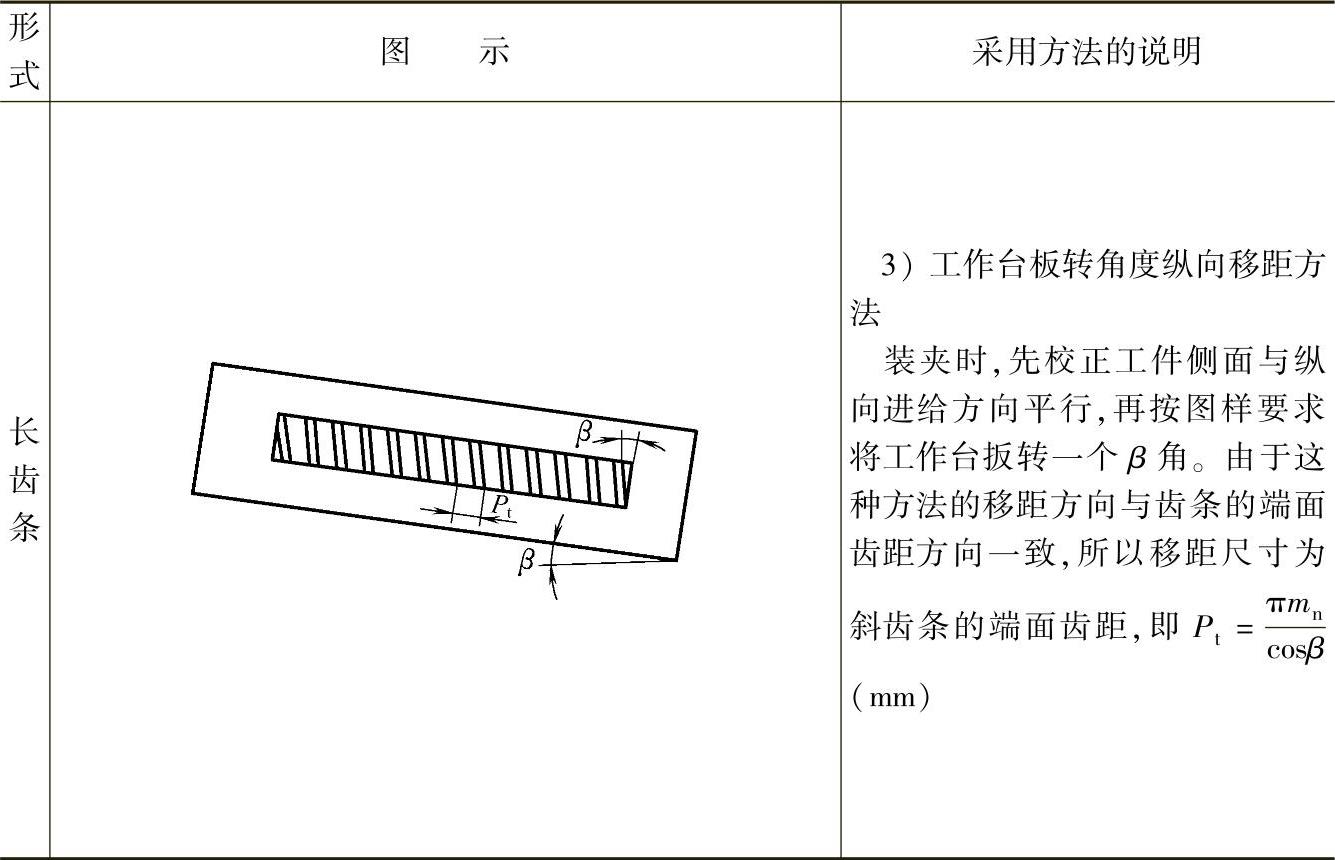
表4-6 铣削斜齿条的方法
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(2)铣斜齿圆柱齿轮交换齿轮的计算
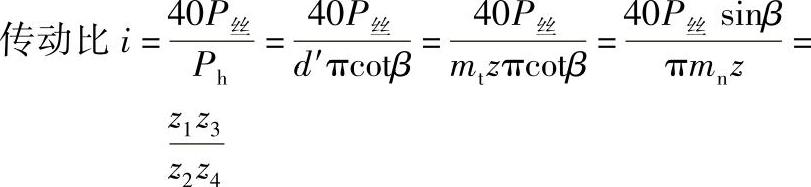
式中 40——分度头定数;
P丝——工作台丝杠螺距(mm);
Ph——工作导程(mm);
d′——齿轮节圆直径(mm);
β——齿轮螺旋角(°);
mt——端面模数;
mn——法向模数;
z——齿数。
(3)工作台扳转角度[1]
用盘形铣刀在万能铣床上铣削螺旋槽时,为了使螺旋槽方向和刀具旋转平面相一致,必须将万能铣床纵向工作台在水平面内旋转一个角度。工作台旋转角度的大小和方向与工件的螺旋角有关,即铣右旋斜齿圆柱齿轮时,工作台逆时针转动一个螺旋角β;铣左旋斜齿圆柱齿轮时,工作台顺时针转动一个螺旋角β。
(4)工件旋转方向和工作台转动方向及中间轮装置(表4-7)
(5)铣削时应注意的几点
1)铣削斜齿圆柱齿轮时,分度头手柄定位销要插
表4-7 工件旋转方向和工作台转动方向及中间轮装置
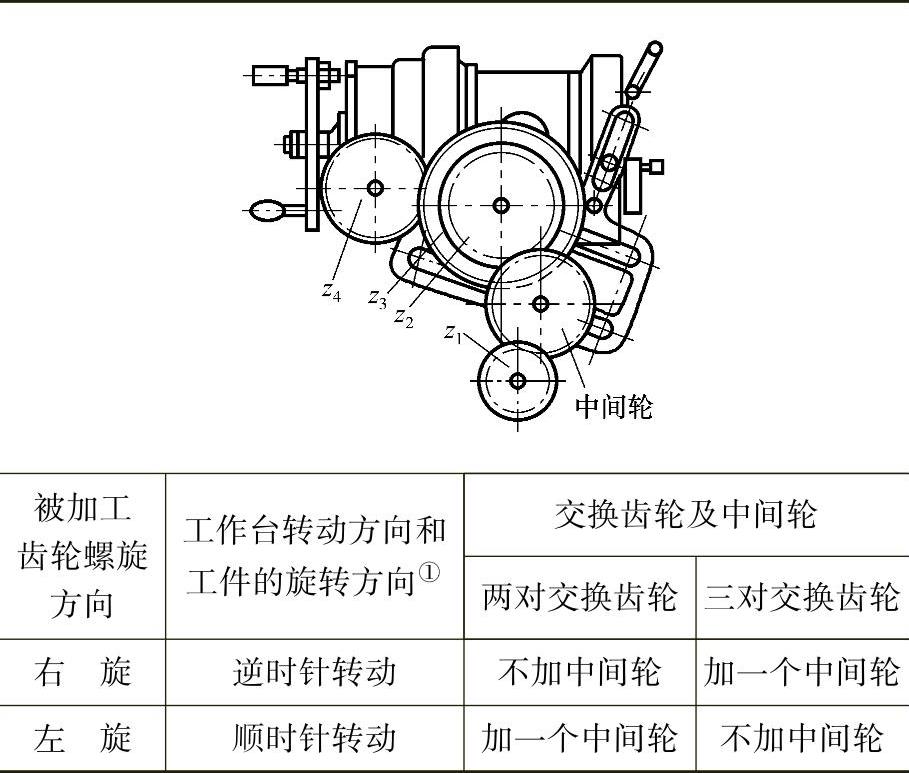
①对着分度头主轴方向看。入孔盘中,使工件随着纵向工作台的进给而连续转动,这时应松开分度头主轴紧固手柄和孔盘紧固螺钉。
2)当铣完一个齿槽后,停车将工作台下降一点后才能退刀,否则铣刀会擦伤已加工好的表面。铣下一个齿槽时再将工作台升到原来位置。切记退刀要用手动。
3)当铣完一个齿槽后,将分度头手柄定位销从分度盘孔中拔出进行分度,然后再将定位销插好,加工下一个齿槽。切记当分度头手柄定位销从分度盘孔中拔出后,就切断了工件旋转和工作台进给运动的联系,这时绝对禁止移动工作台。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。