



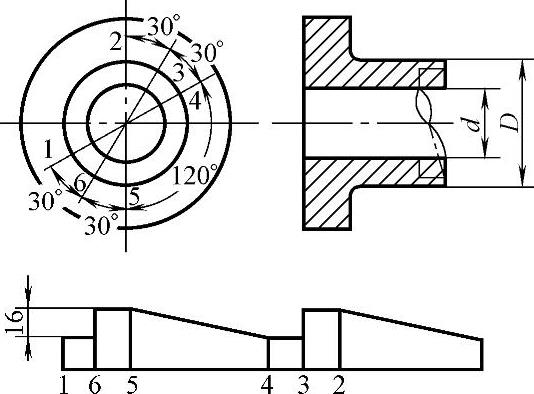
图3-12 螺旋齿离合器
螺旋齿离合器有双向作用和单向作用两种(表3-24),其齿形特点与梯形等高齿或单向梯形齿离合器基本相同,只是由螺旋面代替斜面而已。螺旋齿离合器一般在立式铣床上加工。
(1)划线
在工件端面上按图样要求划线。图3-12中线2—3和5—6为齿顶平面范围线;线3—4和6—1为直齿槽范围线;线1—2和4—5为螺旋面齿槽范围线。
(2)铣直齿槽
参照线3—4和6—1,在立铣床上可采用三面刃铣刀铣直齿槽,分度头主轴与工作台应处于水平位置(图3-13),具体加工方法与铣削矩形齿离合器(偶数齿)相似,只是在选择刀具宽度和工件偏转一个齿槽角时,
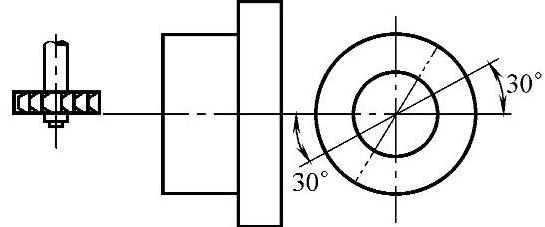
图3-13 铣直齿槽
需由图3-13中所注的齿槽角30°来代替。
 (https://www.xing528.com)
(https://www.xing528.com)
式中 B——铣刀宽度(mm);
d——离合器孔径(mm)。
(3)铣螺旋面
按工件导程计算挂轮,轮挂好后,松开固定分度盘的装置,摇动分度手柄,带动分度盘一起转动,检查螺旋方向是否正确(螺旋方向可用中间轮进行调整)。换上直径等于或小于三面刃铣刀宽度的立铣刀。
加工时将工件要铣的槽的侧面调整至垂直位置(图3-14),立铣刀应进入已铣出的齿槽处。调整好切削位置后,将分度手柄插入附近的孔圈中,这时摇动分度手柄就可以铣削螺旋面。
第一个螺旋面铣削完以后,降低立铣床升降工作台,分度手柄作反方向转动回到螺旋面的起铣点,拔出定位销。分度后,将立铣床升降台升至原来位置,再以相同的方法铣削第二个螺旋面。
螺旋齿离合器的两个螺旋面要求等高,因此铣削时要分粗、精铣。精铣时,要求立铣刀的相对位置不再变动,即铣削位置与深度相同,这样可保持两个螺旋面对称。
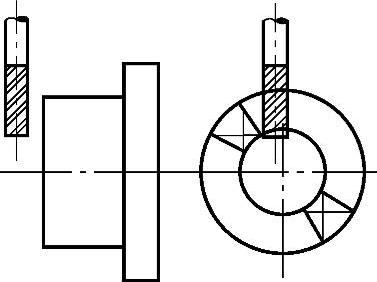
图3-14 铣螺旋面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。