



【摘要】:1)普通螺纹攻螺纹前钻孔用麻花钻直径见表2-15。3)55°非密封管螺纹钻底孔用钻头直径见表2-17。表2-14 常用板牙规格范围及标准代号(续)注:1.圆板牙适于加工普通螺纹,精度为6g。
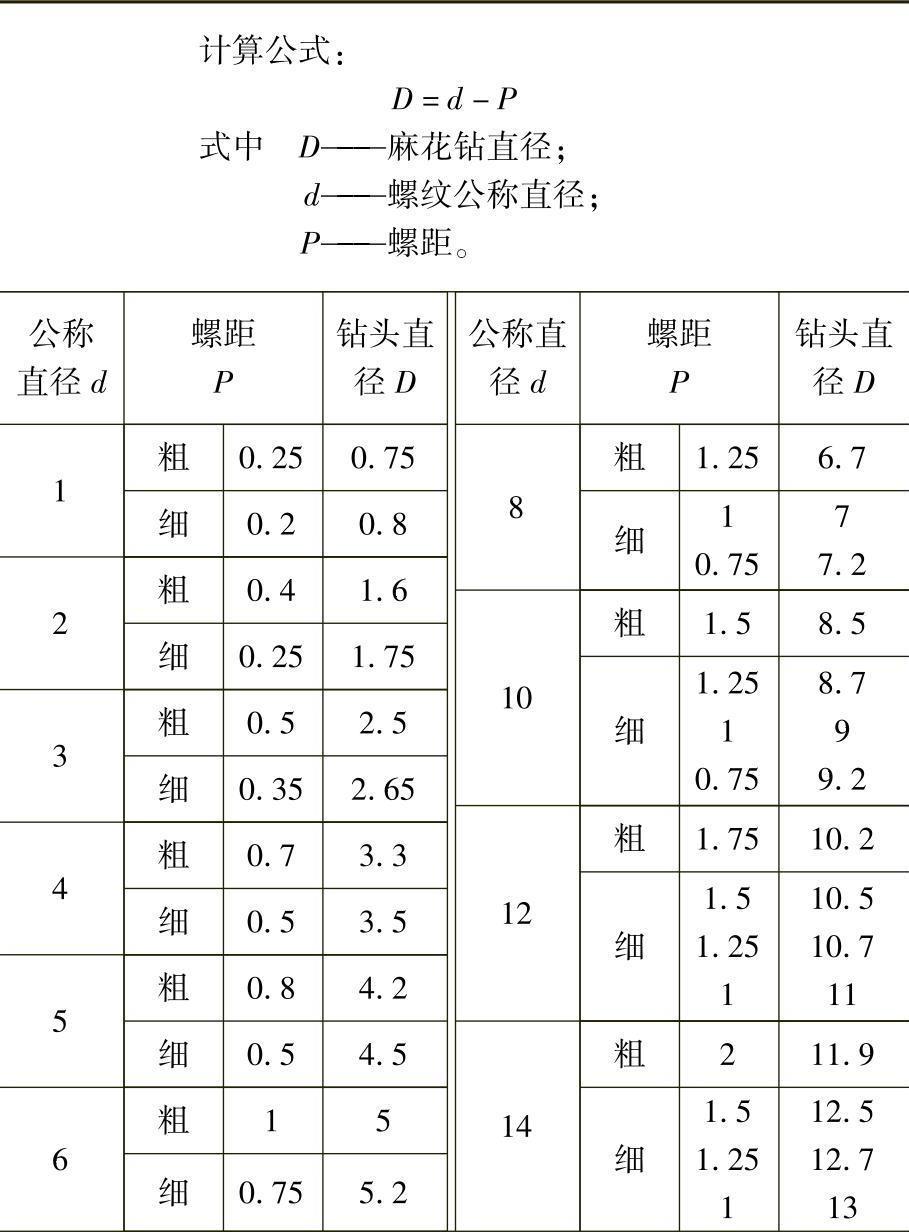
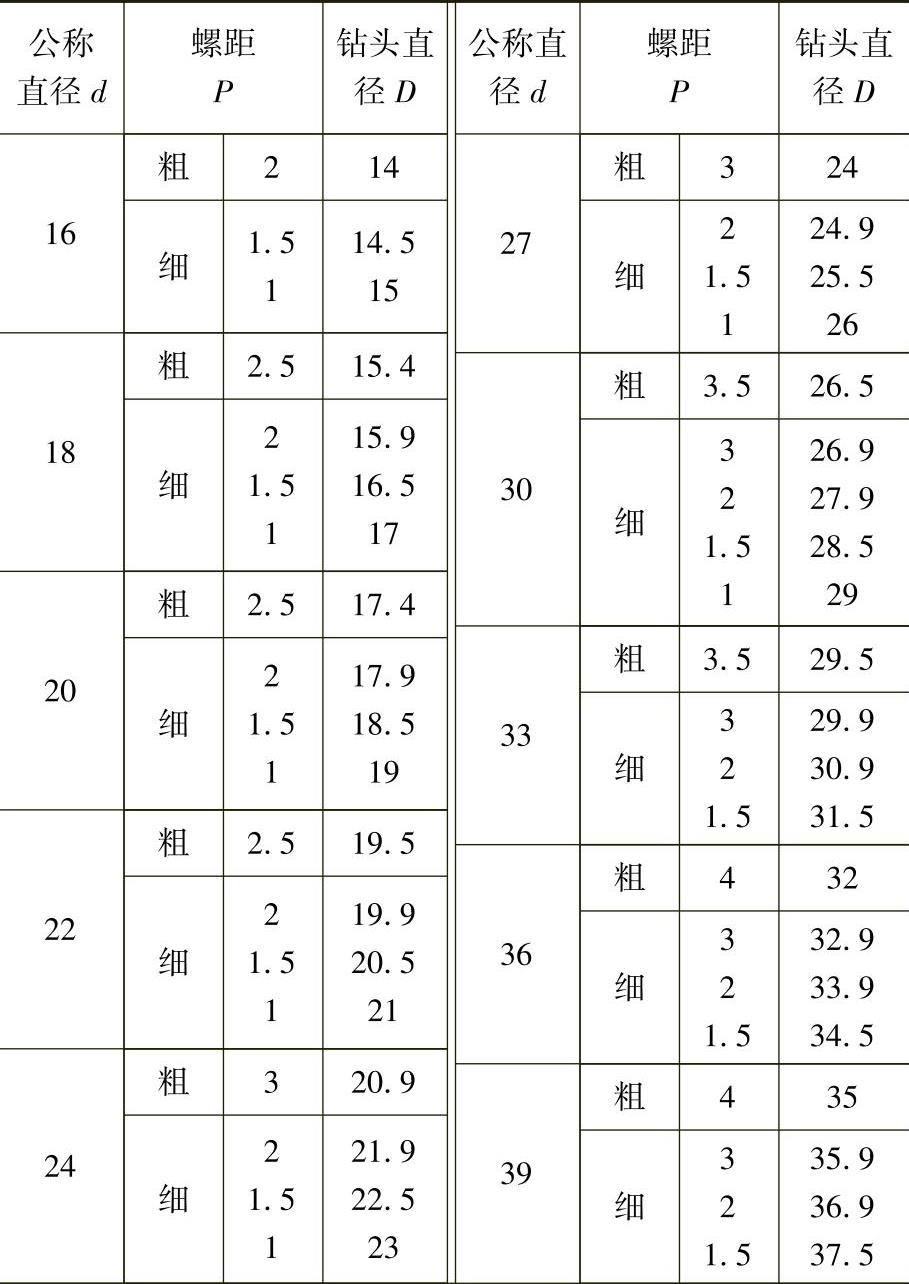
1)普通螺纹攻螺纹前钻孔用麻花钻直径见表2-15。
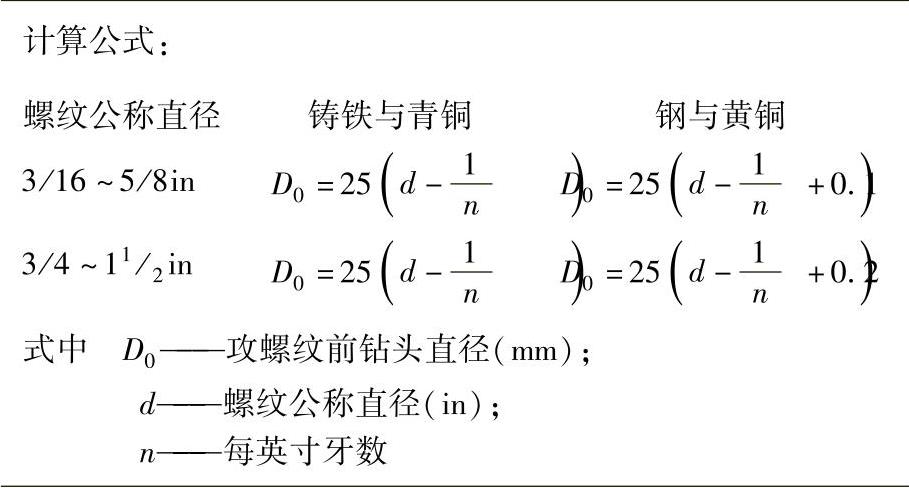
2)英制螺纹钻底孔用钻头直径见表2-16。
3)55°非密封管螺纹钻底孔用钻头直径见表2-17。
4)55°密封圆锥管螺纹与60°圆锥管螺纹钻底孔用钻头直径见表2-18。
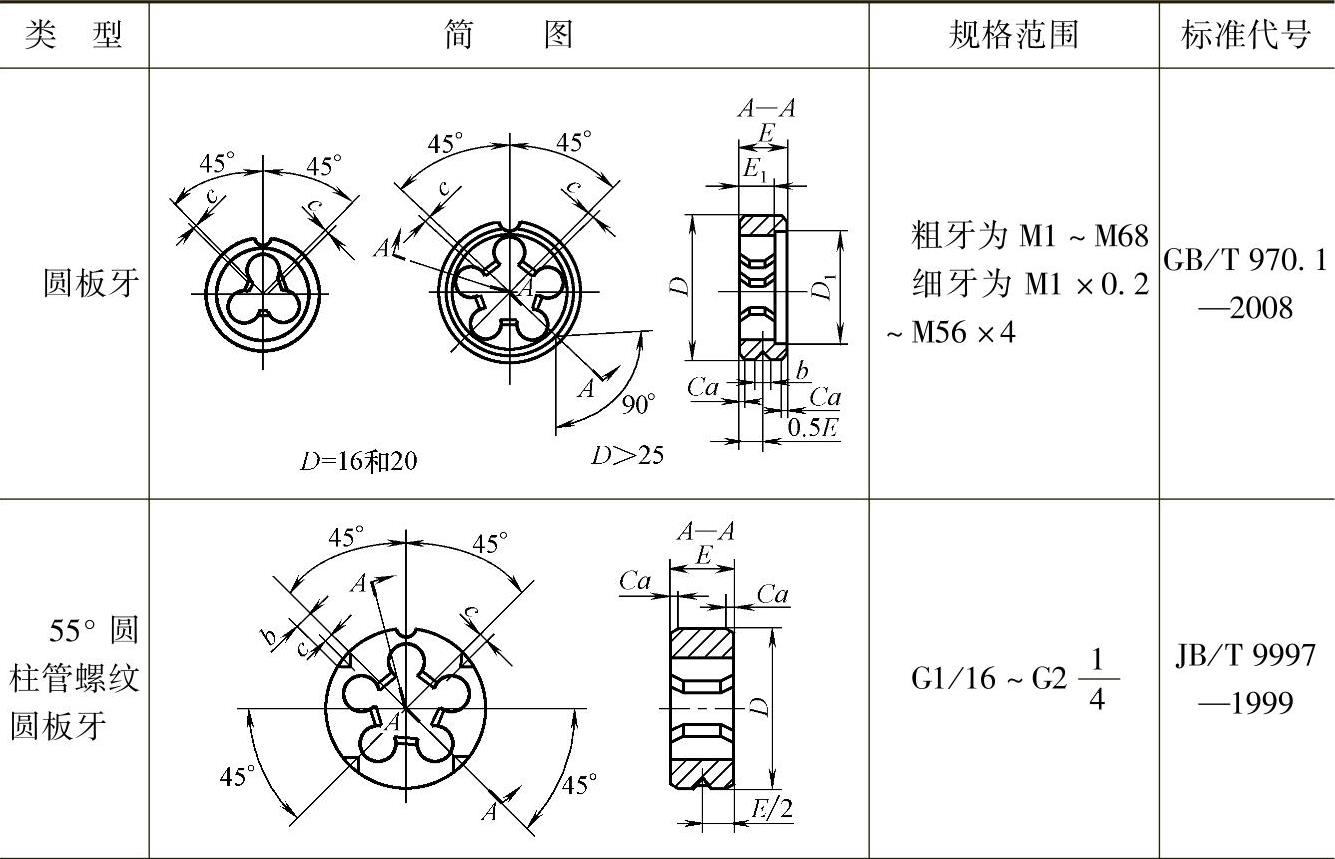
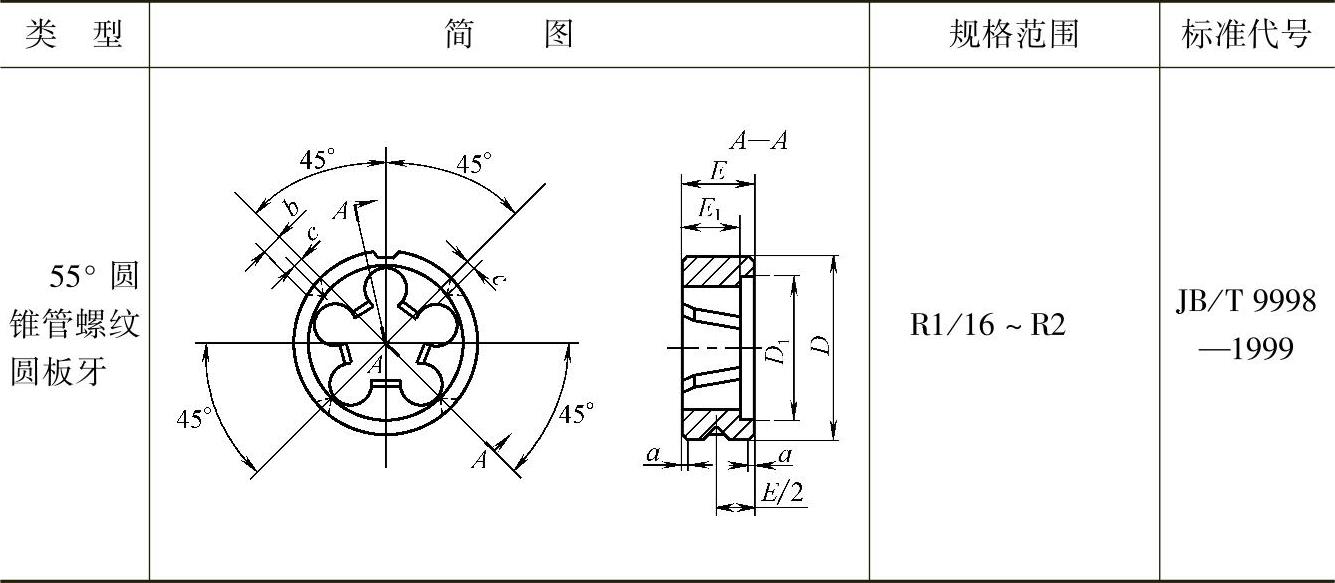
表2-14 常用板牙规格范围及标准代号
(续)
注:1.圆板牙适于加工普通螺纹(GB/T 192 - 193 2003、GB/T 196 - 1972003),精度为6g。
2.55°圆柱管螺纹圆板牙适用于加工“非螺纹密封的管螺纹”(GB/T7307-2001)中G系列A级和B级精度的螺纹。
3.55°圆锥管螺纹圆板牙适川于加工“川螺纹密封的管螺纹”( GB/T7306.1 2000、GB/'l' 7306. 2-2000)中R系列的螺纹。
表2-15 普通螺纹攻螺纹前钻孔用麻花钻直径 (单位:mm)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
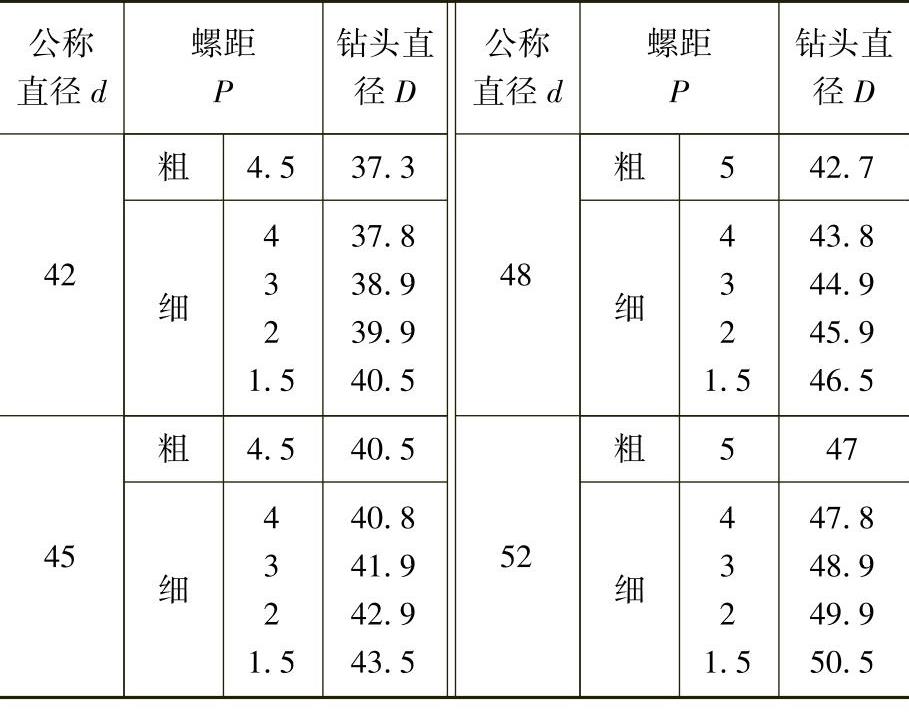
表2-16 英制螺纹钻底孔用钻头直径
(续)
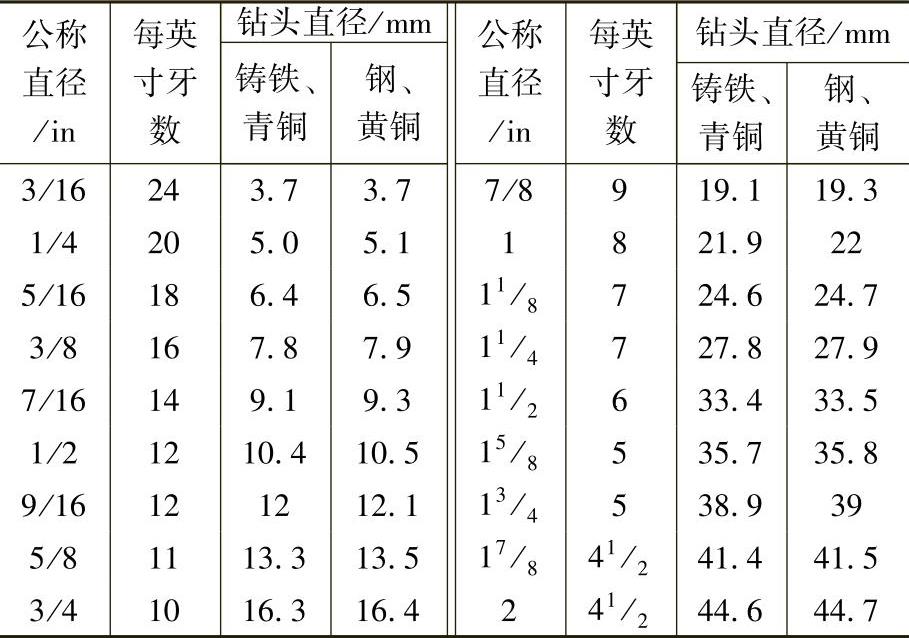
注:1in=25.4mm。
表2-17 55°非密封管螺纹钻底孔用钻头直径
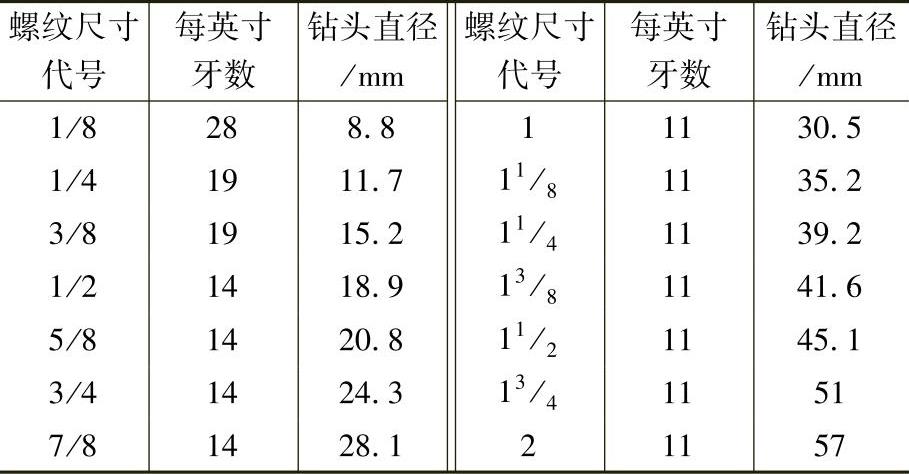
注:1in=25.4mm。
表2-18 55°密封圆锥管螺纹与60°圆锥管螺纹钻底孔用钻头直径
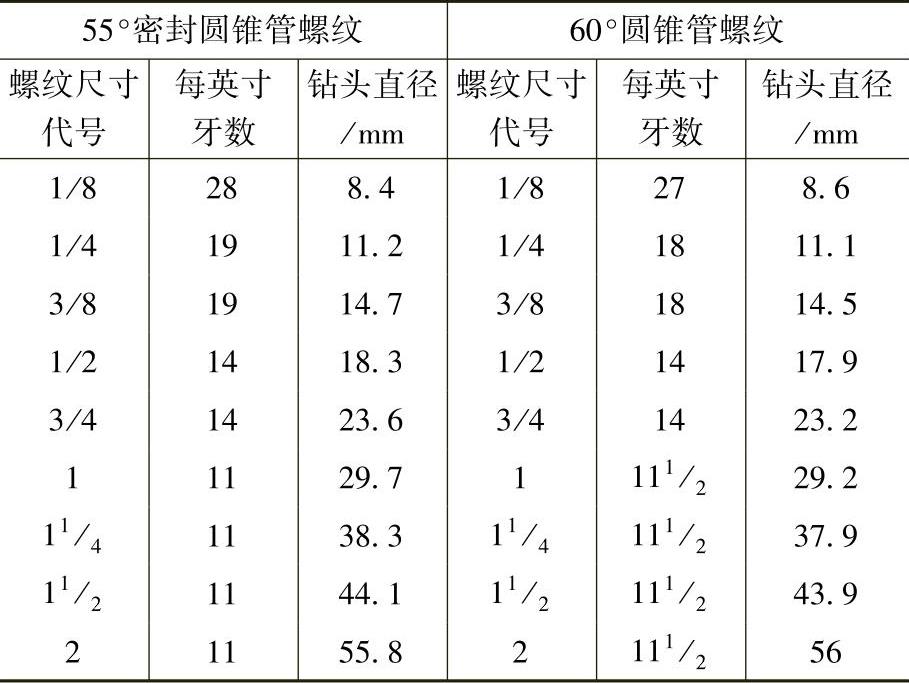
注:1in=25.4mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。