



(1)丝锥
1)丝锥结构及应用。机用和手用丝锥是切削普通螺纹的常用标准丝锥。在国家标准中,将高速钢磨牙丝锥定名为机用丝锥,将碳素工具钢或合金工具钢(少量高速钢)滚牙(或切牙)丝锥定名为手用丝锥。实质上它们的工作原理和结构特点完全相同。
①丝锥结构和几何参数见图2-15。
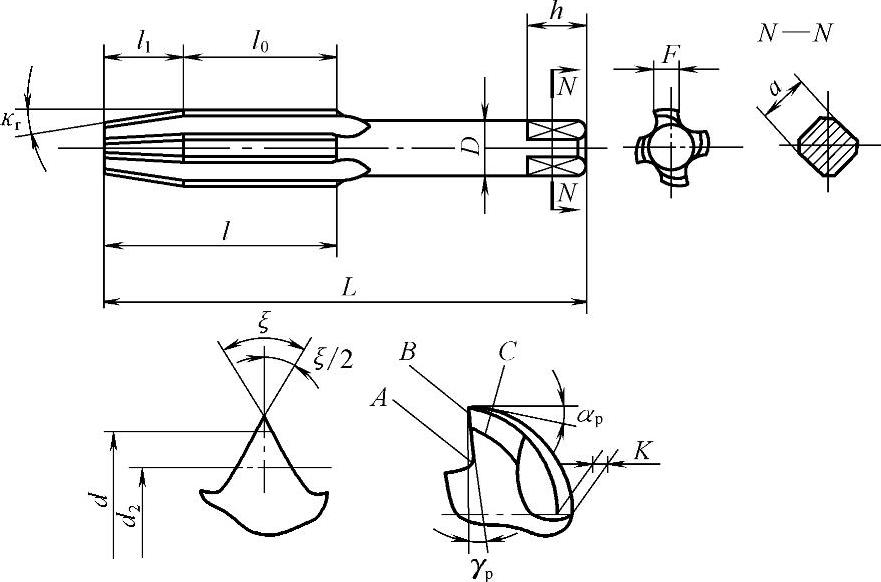
图2-15 丝锥各部分名称代号
L—丝锥总长 l—螺纹部分长度 l1—切削锥长度 l0—校准部分长度 d—大径 d2—中径 D—柄部直径 h—方头长度 a—方头厚度 F—刃背宽度 κr—主偏角 γp—前角 αp—后角 K—后面铲背量
ξ—牙型角 A—沟槽 B—前面 C—后面
②不同公差带丝锥加工内螺纹的相应公差带等级见表2-12。
表2-12 不同公差带丝锥加工内螺纹的相应公差带等级
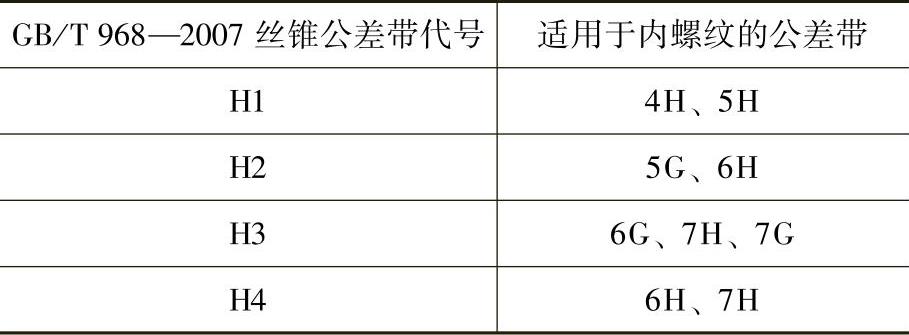
注:由于影响攻螺纹尺寸的因素很多,如材料性质、机床刚性、丝锥装夹方法、切削速度以及冷却润滑条件等,因此此表只能作为选择丝锥时的参考。
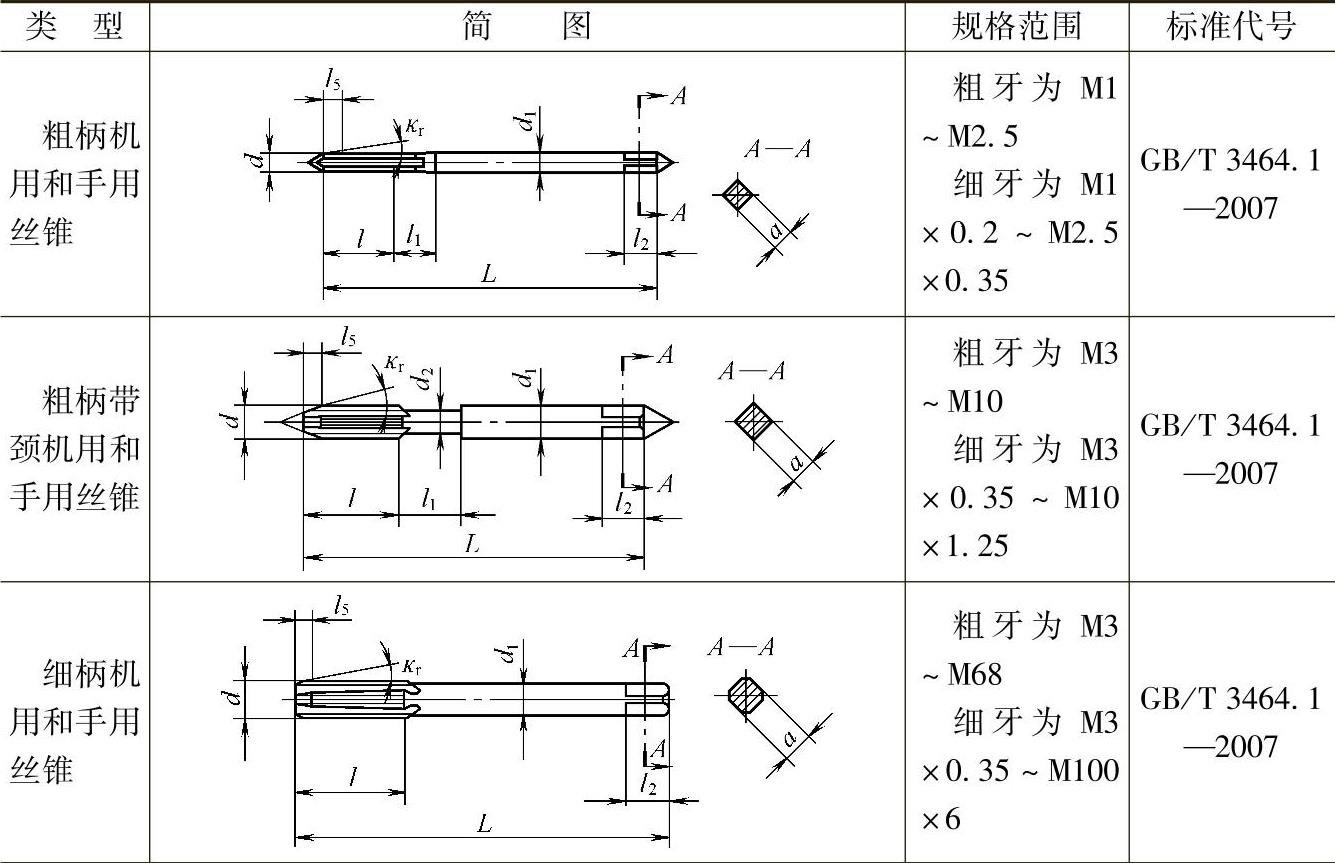
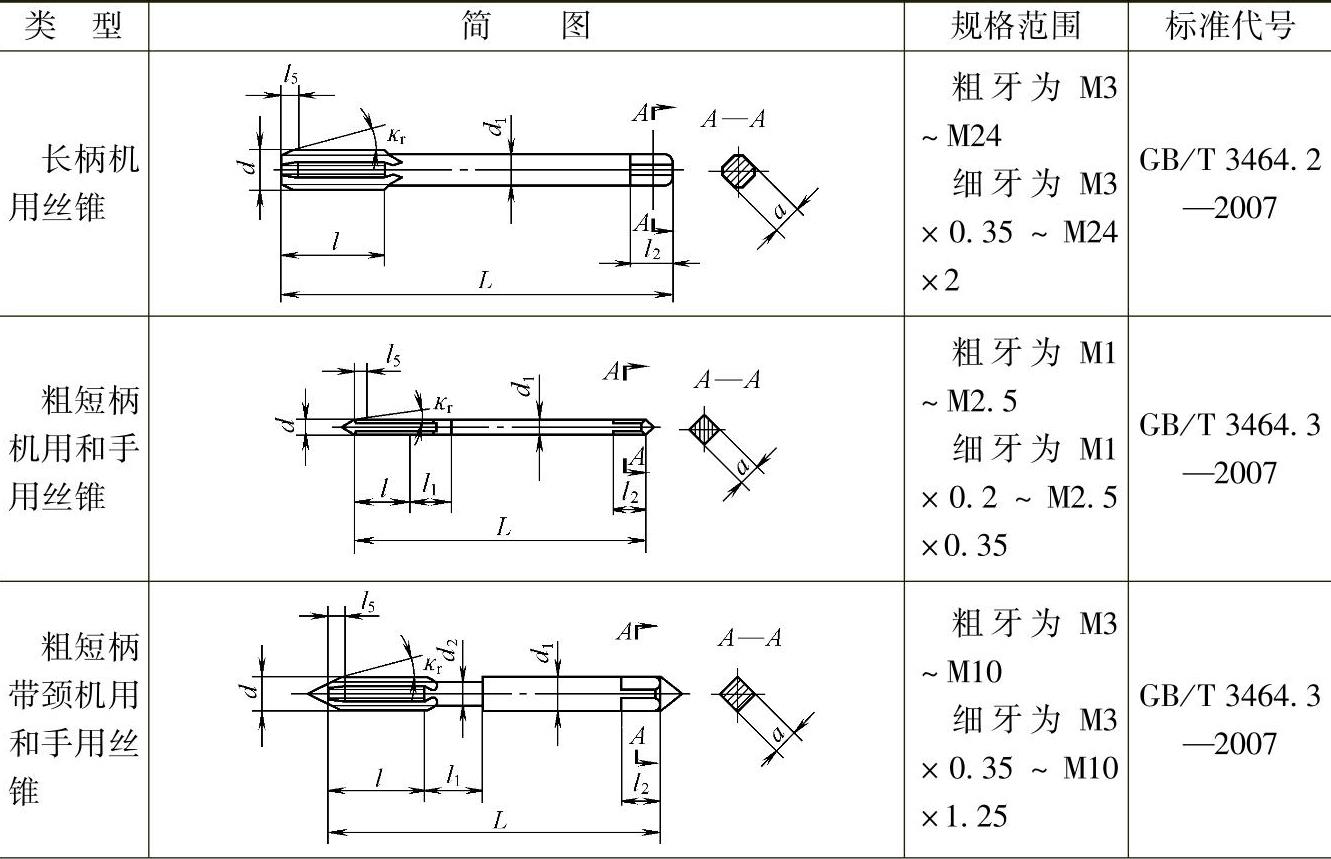
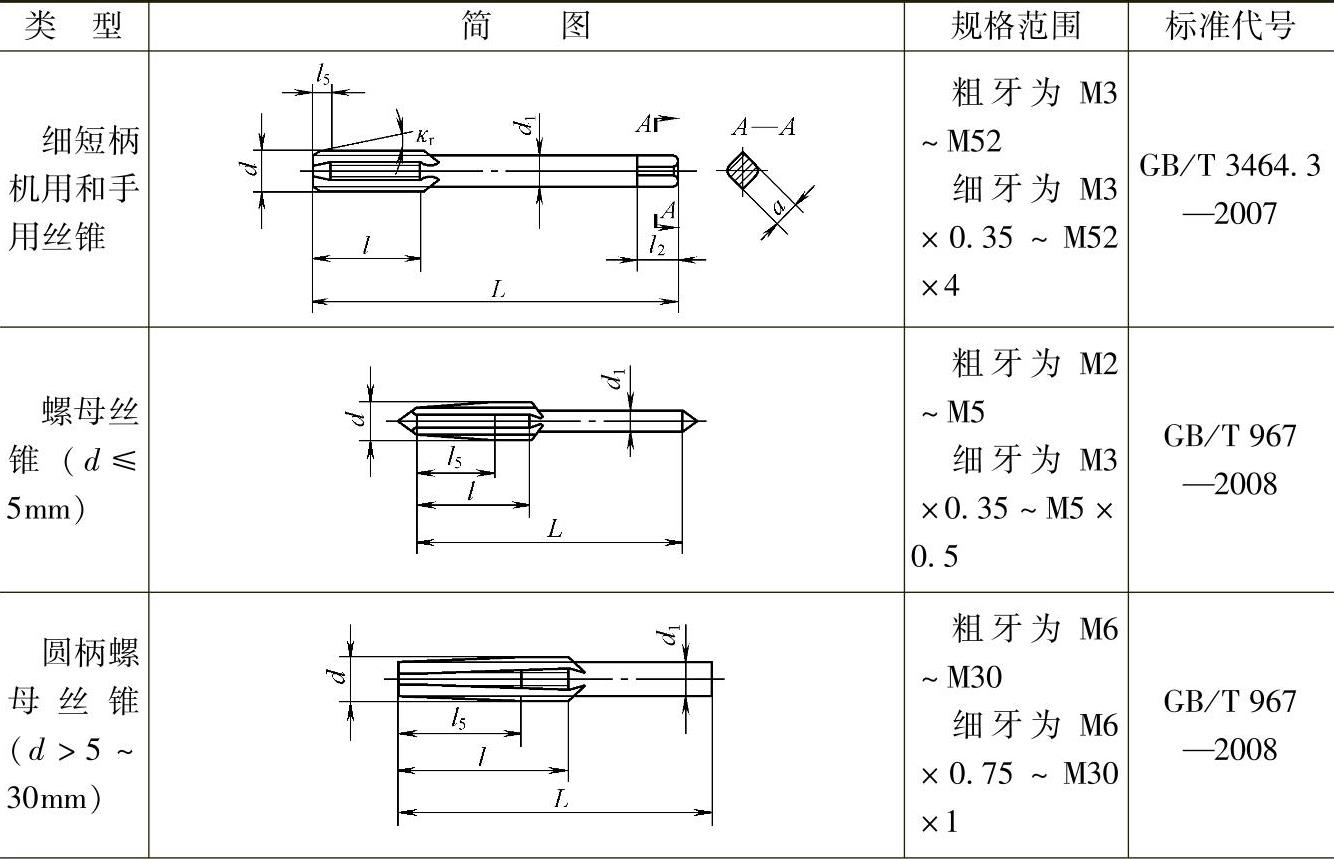
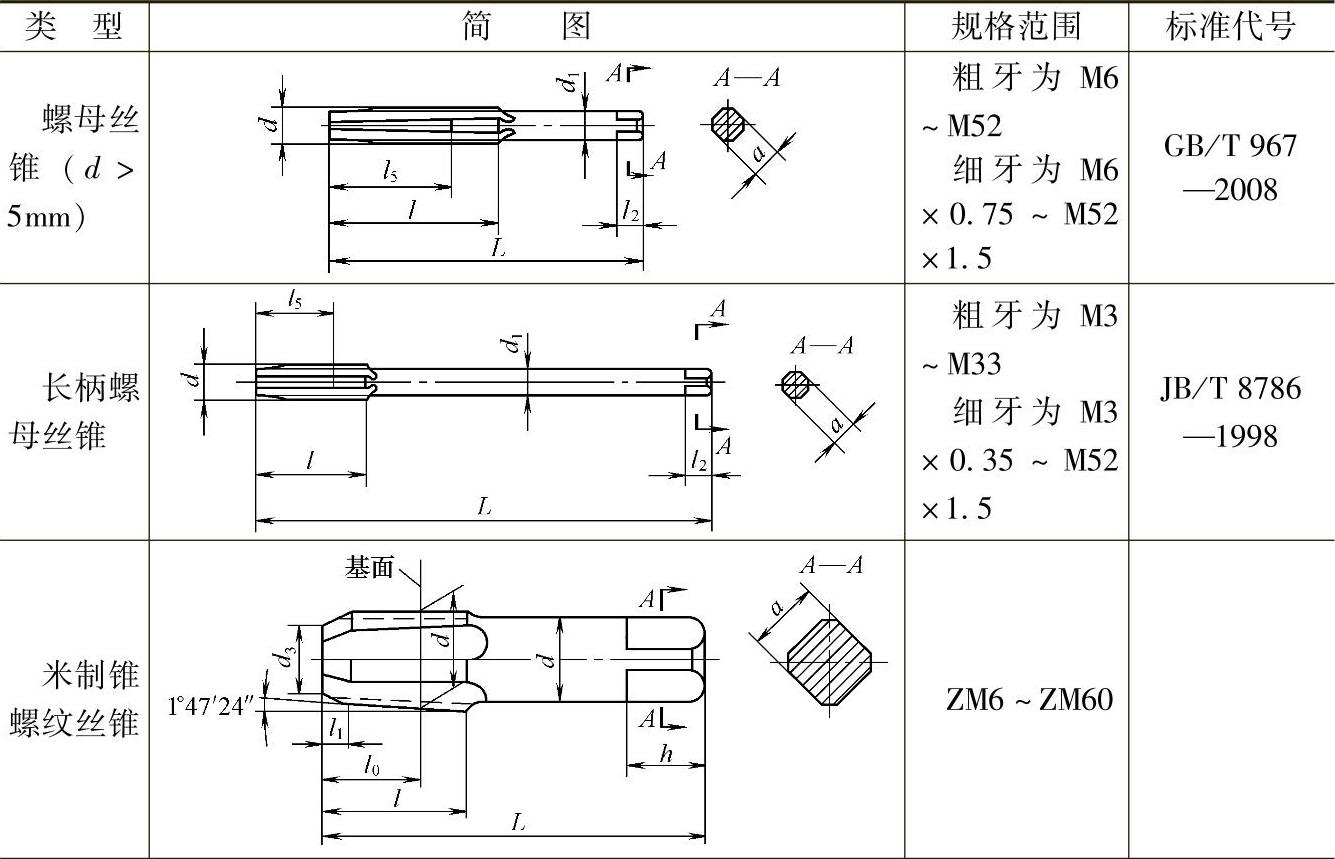
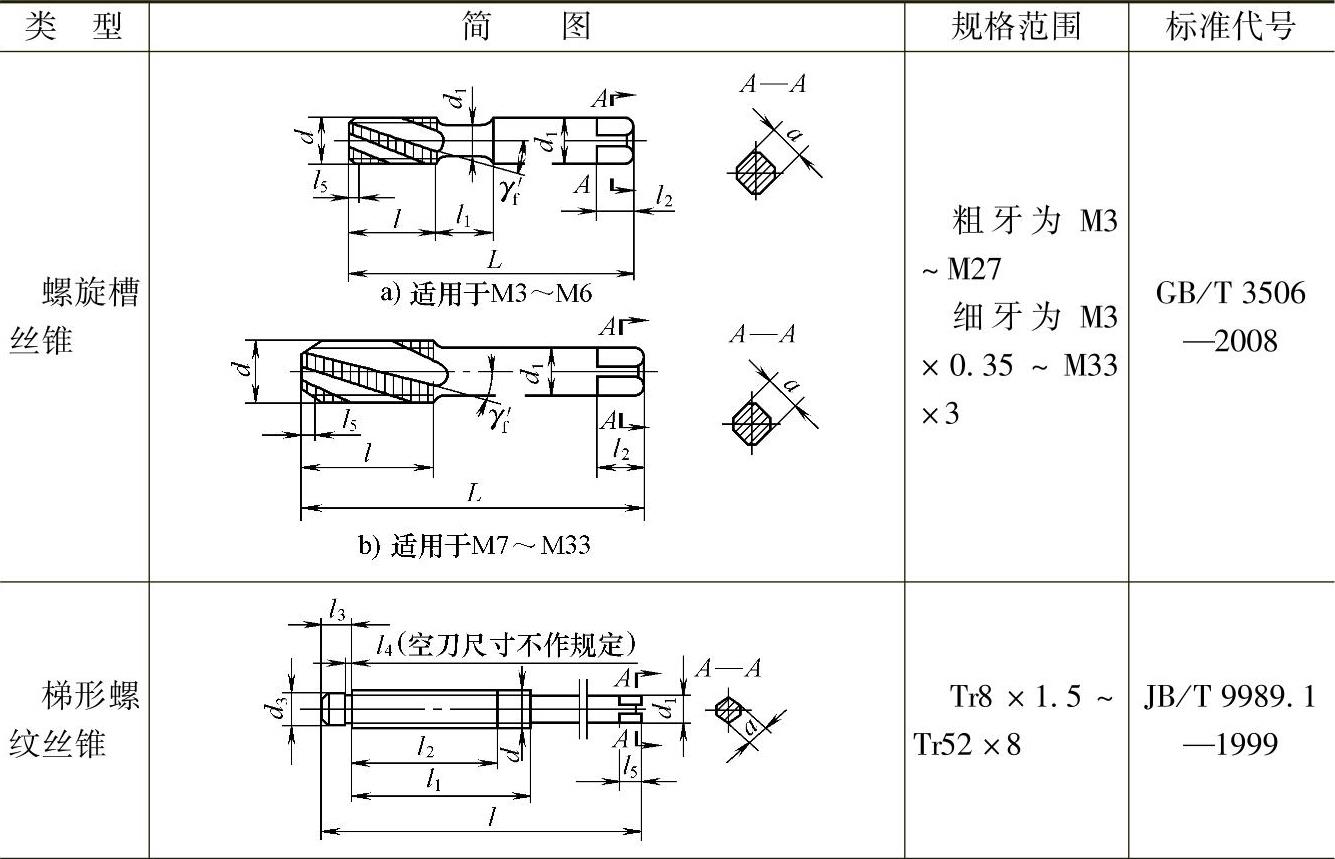
2)常用丝锥规格范围及标准代号(表2-13)。
(2)板牙
1)圆板牙的结构和几何参数。圆板牙的结构和几何参数见图2-16。其螺纹部分由切削锥部分和校准部分组成。圆板牙两端面处都有切削锥部分。板牙螺纹中间一段是校准部分,具有完整的齿形,用来校准已切出的螺纹,也是套螺纹时的导向部分。
常用的切削锥角2κr和切削锥长度l1如下:
M1~M6的板牙,2κr=50°,l1=(1.3~1.5)P(P为螺距)。
M6以上的板牙,2κr=40°,l1=(1.7~1.9)P(P为螺距)。
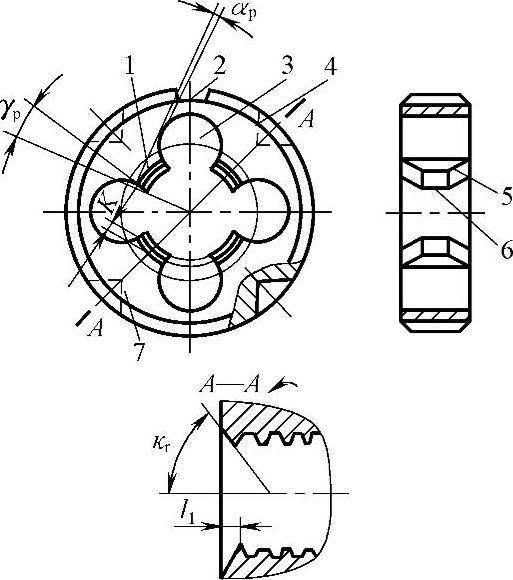
图2-16 圆板牙结构和几何参数
1—刃瓣 2—调节槽 3—排屑槽 4—调节孔 5—切削锥 6—校准部 7—紧固孔
加工非金属的板牙,2κr=75°。
板牙切削锥部分经铲磨以形成后角,在端截面上后角αp=5°~7°。(https://www.xing528.com)
圆板牙的前面是容屑孔的一部分。为简化容屑孔加工和刃磨,板牙的前面一般均制成圆弧形(曲面),因此前角的大小沿着切削刃变化(图2-17),在螺纹小径处前角γp1最大,大径处前角γp最小。一般选取γp=8°~12°;粗牙板牙γp1=30°~35°;细牙板牙γp1=25°~30°。
表2-13 常用丝锥规格范围及标准代号
(续)
(续)
(续)
(续)
(续)
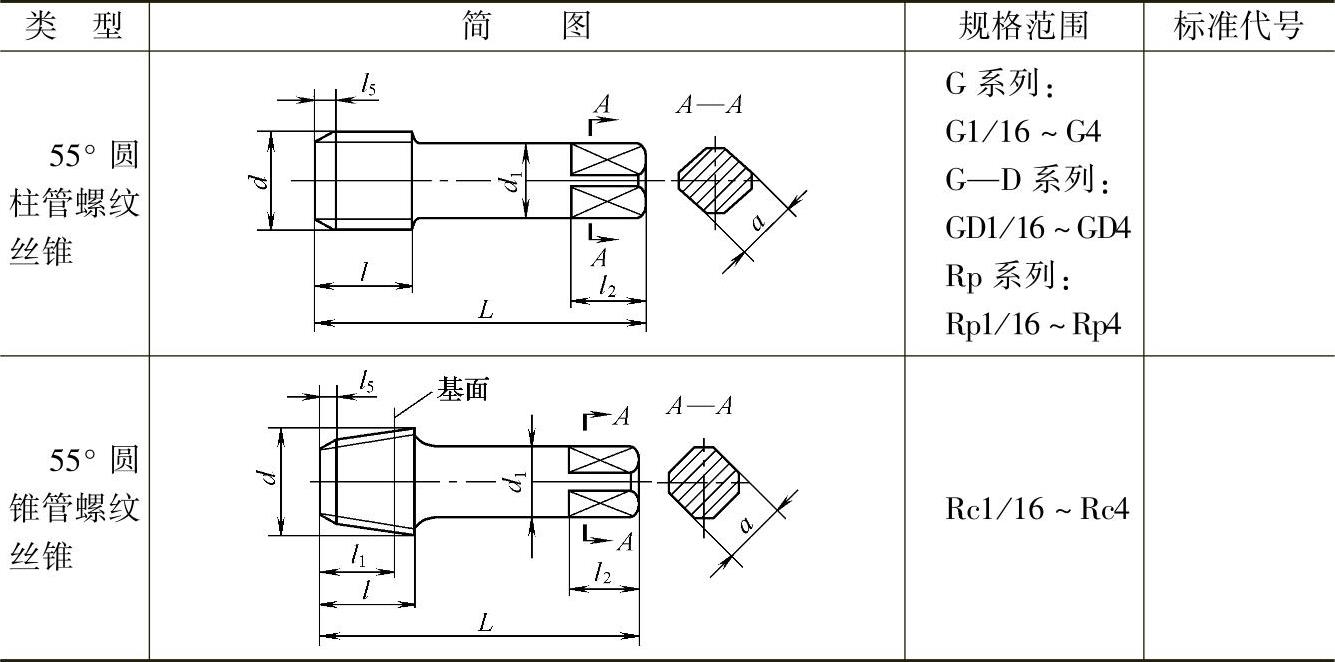
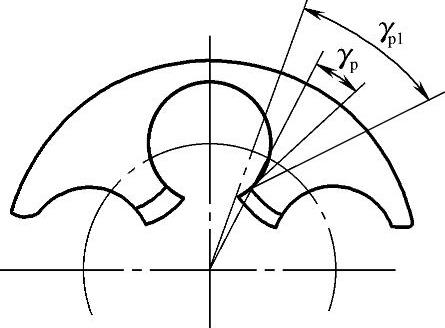
图2-17 圆板牙前角的变化
注:1.米制锥螺纹丝锥,适用于加工用螺纹密封的米制锥螺纹(GB/T 14152008)。
2.55°圆柱管螺纹丝锥有G、GD、Rp三个系列。G和GD系列适用于加T非螺纹密封的管螺纹丝锥,Rp系列适用于加工用螺纹密封的管螺纹丝锥。
3.55°圆锥管螺纹丝锥,适用于加工用螺纹密封的锥管内螺纹。
M3.5以上的圆板牙,其外圆上有4个紧定螺钉坑和一条V形槽。其中两个螺钉坑的轴线通过板牙中心,板牙绞杠上的两个紧定螺钉旋入后传递扭矩。新的圆板牙V形槽与容屑孔是不通的,校准部分磨损后,套出的螺纹直径变大,以致超出公差范围,可用锯片砂轮沿V形槽中心割出一条通槽,此时V形槽就成了调整槽。调节板牙绞杠上另两个紧定螺钉,顶入圆板牙上两个偏心锥坑内,使圆板牙的螺纹孔径缩小。调节时,可使用试切来确定调整是否合格(但这种方法很少采用,即使采用也只适用于没有精度要求的螺纹)。
2)常用板牙规格范围及标准代号(表2-14)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。