



(1)对三角形螺纹车刀几何形状的要求
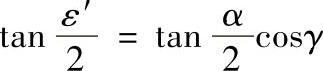
1)当车刀的径向前角γ=0°时,车刀的刀尖角ε应等于牙型角α,若γ≠0°应进行修正(图2-1)。
1—轴 2—垫圈 3—挡圈
式中 ε′——有径向前角的刀尖角;
α——牙型角;
γ——螺纹车刀的径向前角。
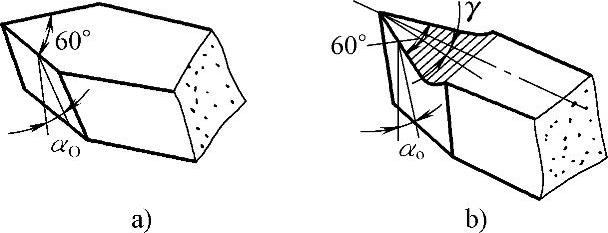
图2-1 螺纹车刀前角与车刀几何形状关系
a)径向前角等于0° b)径向前角大于0°
2)车刀后角因螺旋角的影响应该磨得较大。
3)车刀的左右切削刃必须是直线。
4)刀尖角对于刀具轴线必须对称。
(2)对螺纹车刀安装的要求
车螺纹时,为了保证齿形正确,对螺纹车刀的安装要求是很严格的。对于三角形螺纹,它的齿形要求对称和垂直于工件轴线,即两半角必须相等。
车刀伸出刀座的长度不应超过刀杆截面高度的1.5倍。
螺纹车刀的对刀方式及安装方法如下:
1)用中心规(螺纹角度卡板)安装外螺纹车刀,对刀精度低,适用于一般螺纹车削(图2-2)。
2)用中心规(螺纹角度卡板)安装内螺纹车刀,对刀精度低,适用于一般螺纹车削(图2-3)。(https://www.xing528.com)
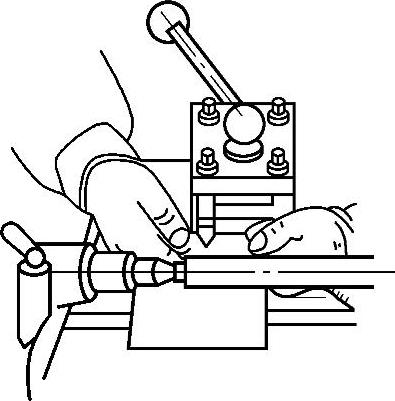
图2-2 车外螺纹时的对刀方法
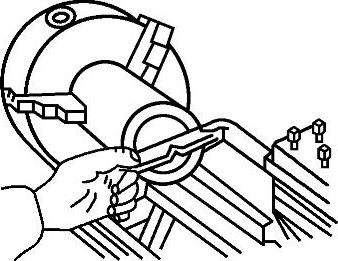
图2-3 车内螺纹时的对刀方法
3)用带有V形块的特制螺纹角度卡板,卡板后面做一V形角尺面,装刀时放在螺纹外圆上,作为基准,以保证螺纹车刀的刀尖角对分线与螺纹工件的轴线垂直(图2-4)。这种方法对刀精度较高,适用于车削精度较高的螺纹工件。
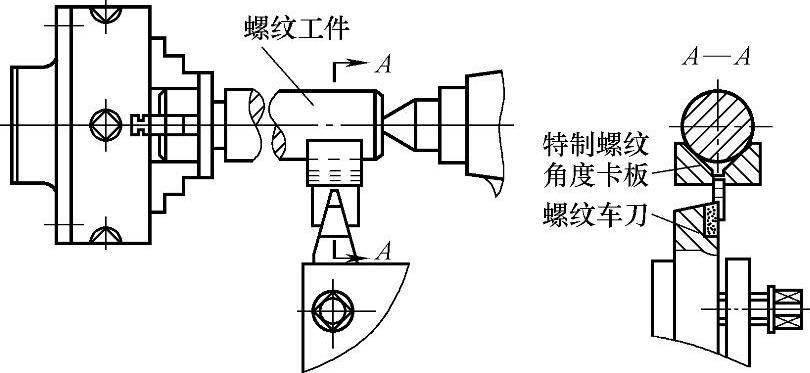
图2-4 用带有V形块的特制螺纹角度卡板的对刀方法
4)选用刀杆上的一个侧面作为刃磨和装刀的同一基准。在工具磨床上刃磨车刀刀尖时和装刀时,同用指示表校正这个基准面的直线度(图2-5)。这样可以保证装刀的偏差。这种方法对刀精度最高,适用于车削精密螺纹。
5)如图2-6所示为法向安装螺纹车刀,使车刀两侧刃的工作前、后角相等,切削条件一致,切削顺利,但会使牙型产生误差。法向安装车刀主要适用于粗车导程角大于3°的螺纹及车削法向直廓蜗杆。
6)如图2-7所示为轴向安装螺纹车刀,车刀两侧刃的工作前、后角不等,一侧刃的工作前角变小,后角增大,而另一侧刃则相反。
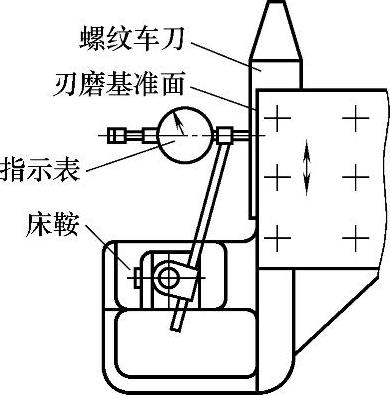
图2-5 用同一基准面的对刀方法
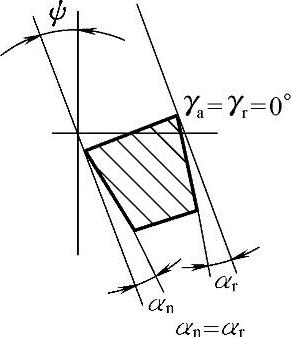
图2-6 法向安装螺纹车刀
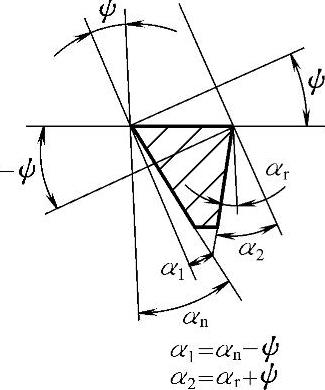
图2-7 轴向安装螺纹车刀
轴向安装车刀主要适用于各种螺纹的精车以及车削轴向直廓蜗杆。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。