



这种方法是将切削刀具刃磨成工件特形面的形状,从径向或轴向进给,将特形面加工成形的方法。也可将工件的特形面划分成几段,将几把车刀按各分段面的形状刃磨,分别将整个特形面分段加工成形。
(1)普通成形刀(图1-38)
这种成形刀的切削刃廓形根据工件的成形表面刃磨,刀体结构和装夹与普通车刀相同。这种刀具制作方便,可用手工刃磨,但精度较低,若精度要求较高时,可在工具磨床上刃磨。这种成形车刀常用于加工简单的成形面。
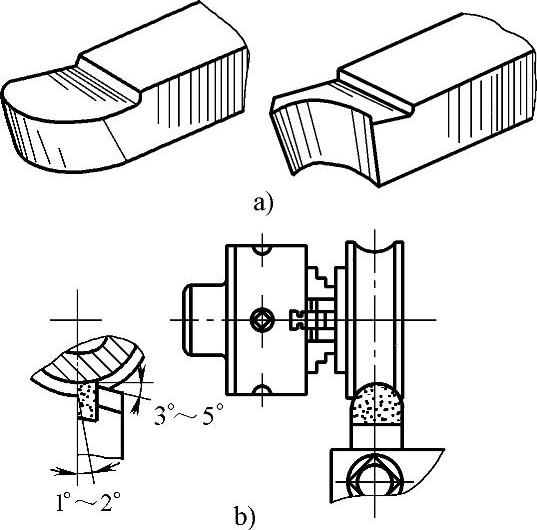
图1-38 普通成形刀和使用方法
a)整体成形车刀 b)整体成形车刀的使用方法
(2)棱形成形刀(图1-39)
这种成形刀由刀头和刀杆两部分组成。刀头的切削刃按工件的形状在工具磨床上用成形砂轮磨削成形。后部有燕尾块,用来安装在弹性刀杆的燕尾槽中,用螺钉紧固。刀杆上的燕尾槽做成倾斜,这样成形刀就产生了后角,刀刃磨损时,只要刃磨刀头的前面。刀刃磨低后,可以把刀头向上拉起,直至刀头无法夹住为止。这种成形刀精度高,刀具寿命长,但制造比较复杂。
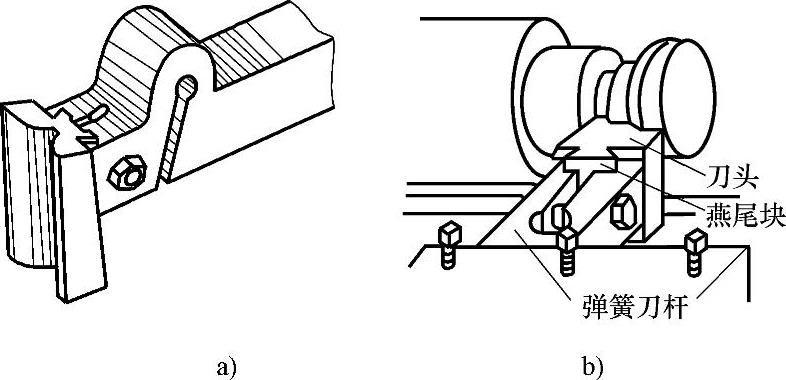
图1-39 棱形成形刀和使用方法
a)棱形成形刀 b)棱形成形刀的使用方法
(3)圆形成形刀(图1-40)
这种成形刀做成圆轮形,在圆轮上开有缺口,使它形成前面和主切削刃。使用时,将它装夹在弹性刀杆上。为了防止圆轮转动,在侧面做出端面齿,使之与刀杆侧面上的端面齿相啮合。圆形成形刀的主切削刃必须比圆轮中心低一些,否则后角为零度(图1-41a)。主切削刃低于圆轮中心的距离(图1-41b)可用下式计算:
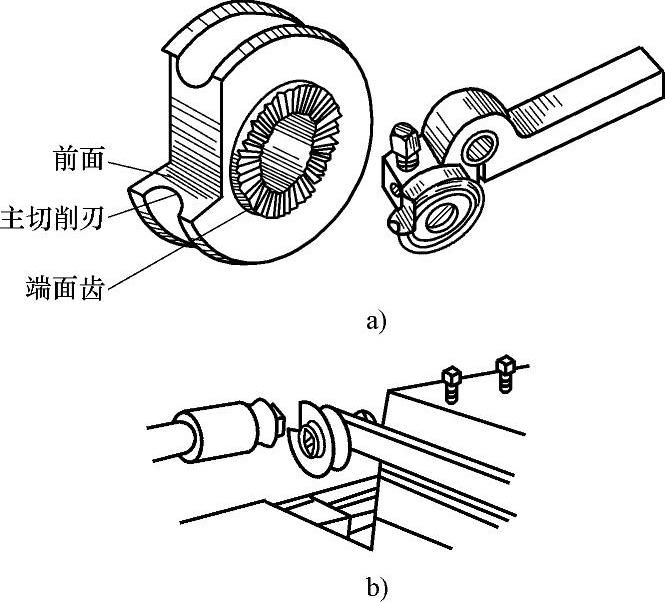
图1-40 圆形成形刀和使用方法
a)圆形成形刀 b)圆形成形刀的使用方法(https://www.xing528.com)
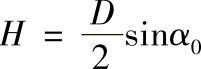
式中 H——刃口低于中心的距离(mm);
D——圆形成形刀直径(mm);
α0——成形刀的后角(一般为6°~10°)。
(4)分段切削成形刀
这种成形刀是按加工零件的特殊形面分段制成的。如图1-42所示为一冲模的冲头,由于特形面母线较长,若用一把成形刀车削,加工切削抗力太大,所以将特形面分成AB、BC、CD和DE 4段,采用4把对应各段形状的成形刀进行切削(图1-43)。
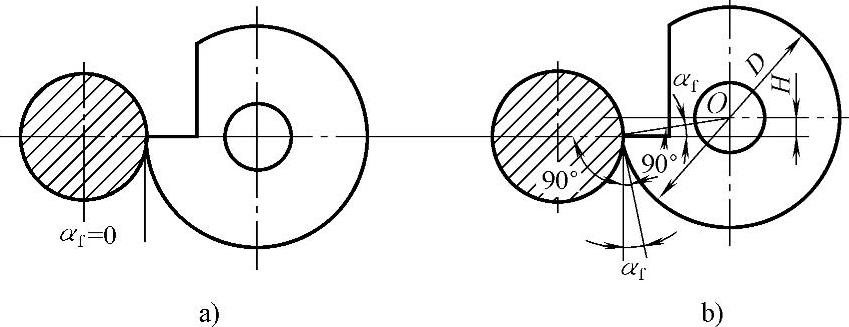
图1-41 圆形成形刀的后角
加工时必须先粗车,然后再用成形刀精车连接,精车时一般采用手动进给,机床转速取低速,进刀速度也不宜太快。
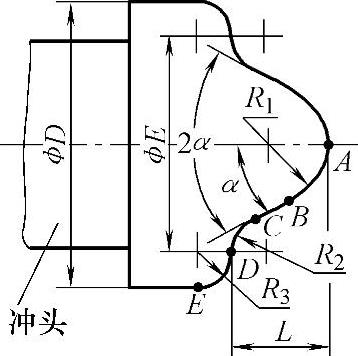
图1-42 冲头
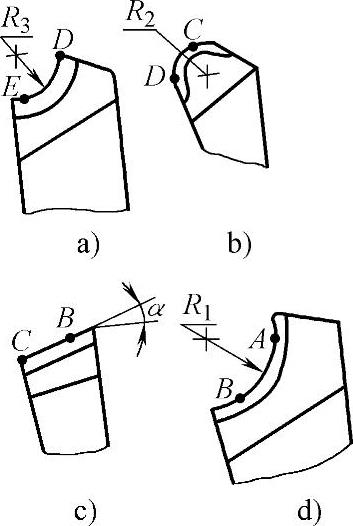
图1-43 分段切削的成形刀
a)车削DE段 b)车削CD段 c)车削BC段 d)车削AB段
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。