



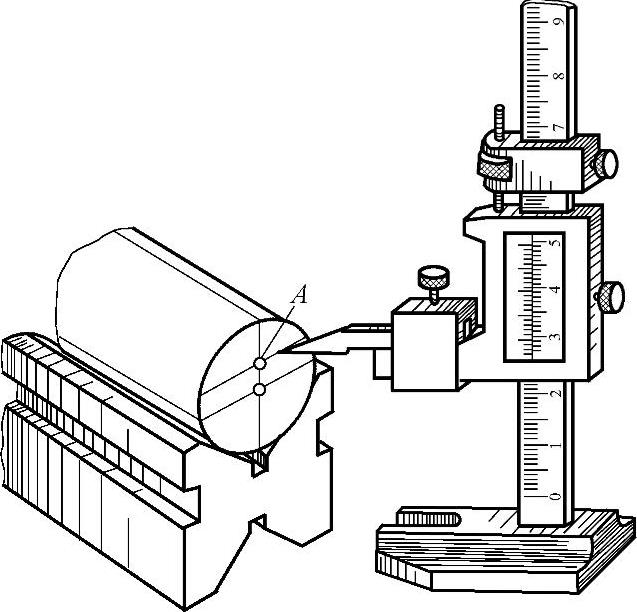
图1-23 划十字线和偏心圆线
(1)用四爪单动卡盘车削偏心工件
这种方法适于加工偏心距较小、精度要求不高、形状较短、数量较少的偏心工件。其加工步骤如下:
1)画线(图1-23)。先测定出已车好光轴的实际直径尺寸,再将光轴放在平台上的V形块上,用高度游标卡尺测到光轴的最高点。再减去光轴实际直径尺寸的一半(即半径)后锁紧高度尺的游标,在工件的端面和四周画出轴线。
把工件转过90°,用90°角尺对齐已画好的轴线,再用原调整好的高度画线尺在工件周围画出一圈十字轴线。
把高度画线尺的游标上移一个需要的偏心距,并在两端面画出偏心轴线。偏心距中心画出以后,用划规画出一个偏心圆。
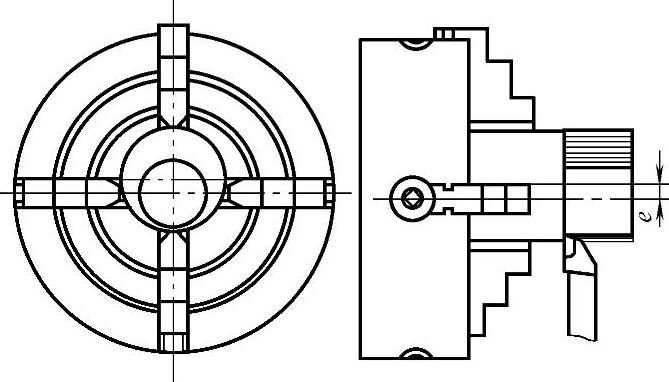
图1-24 在四爪单动卡盘上装夹偏心工件
2)装夹、校正。如图1-24及图1-25所示,在床面上放一块小平板,用划针盘进行校正。采用十字线校正法,先校正偏心圆,使其中心与旋转中心一致。然后自左向右校正外圆上的水平线。用同样的方法转90°校正另一条水平线,反复校正到符合要求为止。如果工件的偏心距换算成外圆跳动量在指示表的量程范围内,也可直接用指示表校正。其外圆的圆跳动量等于偏心距的两倍。
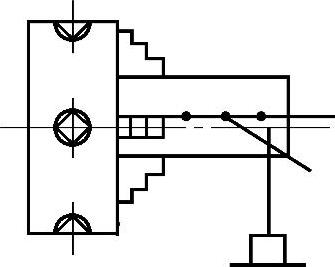
图1-25 校正工件在水平和垂直方向的位置
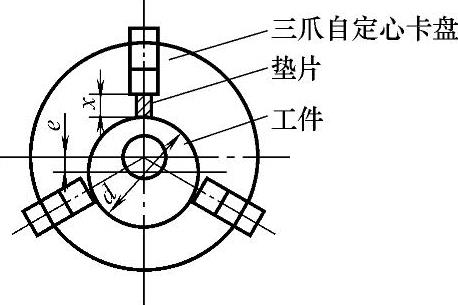
图1-26 用三爪卡盘装夹偏心工件
3)车削。校正后夹紧工件。由于工件的回转是不圆整的,车刀必须从最高处开始车削,否则会损坏车刀。
(2)用三爪自定心卡盘车削偏心工件(图1-26)
这种方法适于加工数量较大、长度较短、偏心距较小及精度要求不高的偏心工件。装夹工件时,应在三爪自定心卡盘中的一个爪上加上垫片。垫片厚度的计算公式如下:
式中 x——垫片厚度(mm);
e——偏心工件的偏心距(mm);
K——偏心距修正值,正负值按实测偏心距的大、
小结果确定;
Δe——试切后实测偏心误差。
例 用三爪自定心卡盘车削一偏心工件,d=50mm,e=4mm,求垫片厚度。
解x=1.5e=1.5×4=6mm
然后按计算选用6mm的垫块垫入三爪中某一夹爪与工件之间进行试车,接着就检查偏心距。
若试切后实测偏心距为:4.04mm
Δe=4.04-4=0.04mm(https://www.xing528.com)
K=1.5×0.04=0.06mm
则垫片实际尺寸为:
x=1.5e-K=6-0.06=5.94mm
(3)用双卡盘车削偏心工件(图1-27)
这种方法适于加工长度较短、偏心距较小及数量较大的偏心工件。
加工前应先调整偏心距,首先用一根加工好的心轴装夹在三爪自定心卡盘上,并校正。然后调整四爪单动卡盘,将心轴中心偏移一个工件的偏心距。卸下心轴,就可以装夹工件进行加工。这种方法的优点是一批工件中只需校正一次偏心距;缺点是两个卡盘重叠在一起,刚性较差。
(4)用花盘车削偏心工件(图1-28)
这种方法适用于加工长度较短、偏心距较大及精度要求不高的偏心工件。
在加工偏心孔前,先将工件外圆、两端面加工至要求后,在一端面上画好偏心孔的位置,然后用压板均匀地把工件装夹在花盘上,用划针盘进行校正后压紧,即可车削。
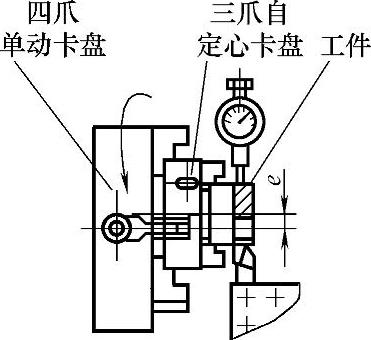
图1-27 用双卡盘装夹偏心工件
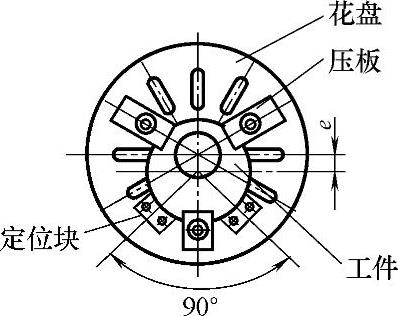
图1-28 用花盘装夹偏心工件
(5)用偏心卡盘车削偏心工件(图1-29)
这种方法适于加工短轴、盘、套类的较精密的偏心工件。偏心卡盘分两层,花盘2用螺钉固定在车床主轴的连接盘上,偏心体3与花盘的燕尾槽相互配合,其上装有三爪自定心卡盘5。用丝杠1调整卡盘的中心距,偏心距e的大小可在两个测量头6、7之间测量。当偏心距为零时,测量头6、7正好相碰。转动丝杠1时,测量头7逐渐离开测量头6,离开的尺寸即是偏心距。当偏心距调整好后,用4个螺钉4紧固,把工件装夹在三爪自定心卡盘上,即可进行车削。其优点是装夹方便,能保证加工质量,并能获得较高的精度,通用性强。
(6)用两顶尖车削偏心工件(图1-30)
这种方法适于加工较长的偏心工件。在加工前应按前面说的方法在工件两端先画出中心点的中心孔和偏心点的中心孔,并加工出中心孔,然后用前后顶尖顶住便可进行车削。
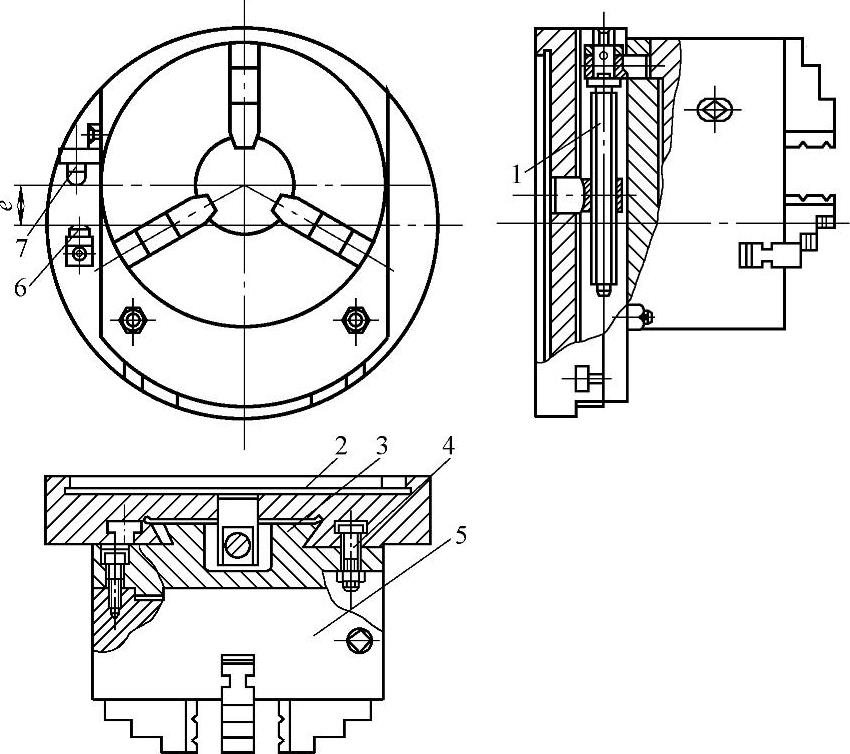
图1-29 偏心卡盘
1—丝杠 2—花盘 3—偏心体 4—螺钉 5—三爪自定心卡盘 6、7—测量头
若偏心轴的偏心距较小,在钻偏心中心孔时可能跟主轴中心孔相互干涉。这时可按图1-31增加工艺搭子,即把工件的长度放长两个中心孔的深度。加工时,可先把毛坯车成光轴,然后车去两端中心孔至工件长度,再划中心孔线,钻偏心中心孔,车偏心轴。
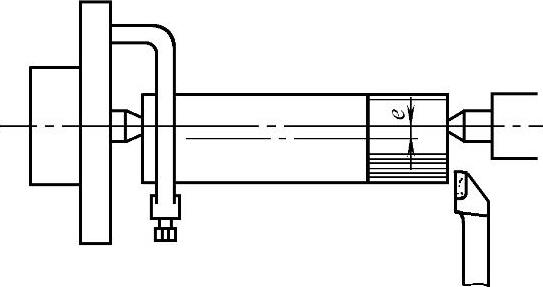
图1-30 用两顶尖装夹偏心工件
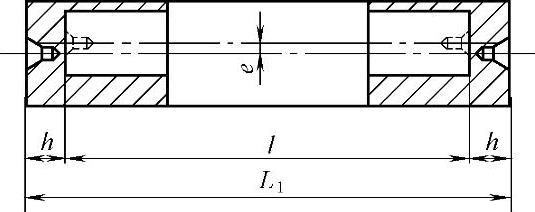
图1-31 增加工艺搭子
(7)用专用夹具车削偏心工件(图1-32)
这种方法适用于加工精度要求高而且批量较大的偏心工件。加工前应根据工件上的偏心距加工出相应的偏心轴或偏心套,然后将工件装夹在偏心套或偏心轴上进行车削。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。