



1.控制要求
3条运输带顺序相连(见图5-17),按下起动按钮I0.2,1号运输带开始运行,5s后2号运输带自动起动,再过5s后3号运输带自动起动。停机的顺序与起动的顺序刚好相反,即按了停止按钮I0.3以后,先停3号运输带,5s后停2号运输带,再过5s停1号运输带。Q4.2~Q4.4分别控制1~3号运输带。
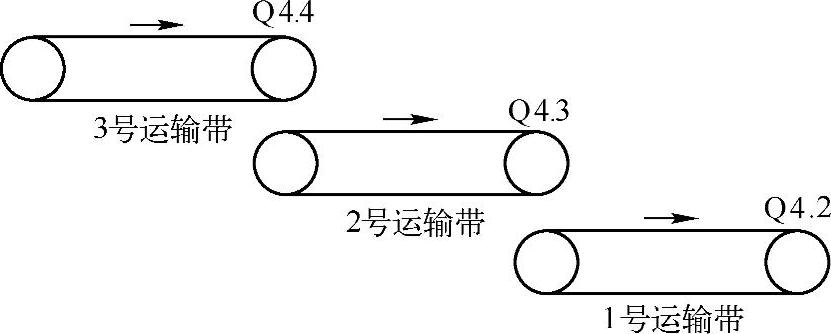
图5-17 运输带控制系统示意图
在顺序起动3条运输带的过程中,操作人员如果发现异常情况,可以由起动改为停车。按下停止按钮I0.3后,将已经起动的运输带停车,仍采用后起动的运输带先停车的原则。图5-18是满足上述要求的顺序功能图。图中步M0.1之后有一个选择序列的分支。当步M0.1为活动步,并且停止按钮I0.3的常开触点闭合,转换条件满足,将返回到初始步S0.0。如果步M0.1为活动步,T0的定时时间到,其常开触点闭合,将从步M0.1转换到步M0.2。
步M0.5之前有一个选择序列的合并,当步M0.4为活动步(M0.4为ON),并且转换条件T2满足,或者步M0.2为活动步,并且转换条件I0.3满足,步M0.5都应变为活动步。
此外在步S0.1之后有一个选择序列的分支,在步S0.0之前有一个选择序列的合并。图5-19是根据顺序功能图和5.3.1节介绍的设计方法设计出的梯形图程序。
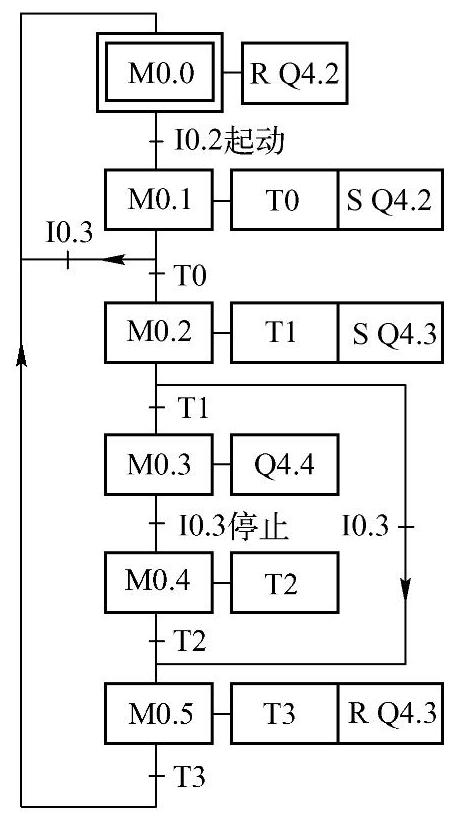
图5-18 顺序功能图(https://www.xing528.com)
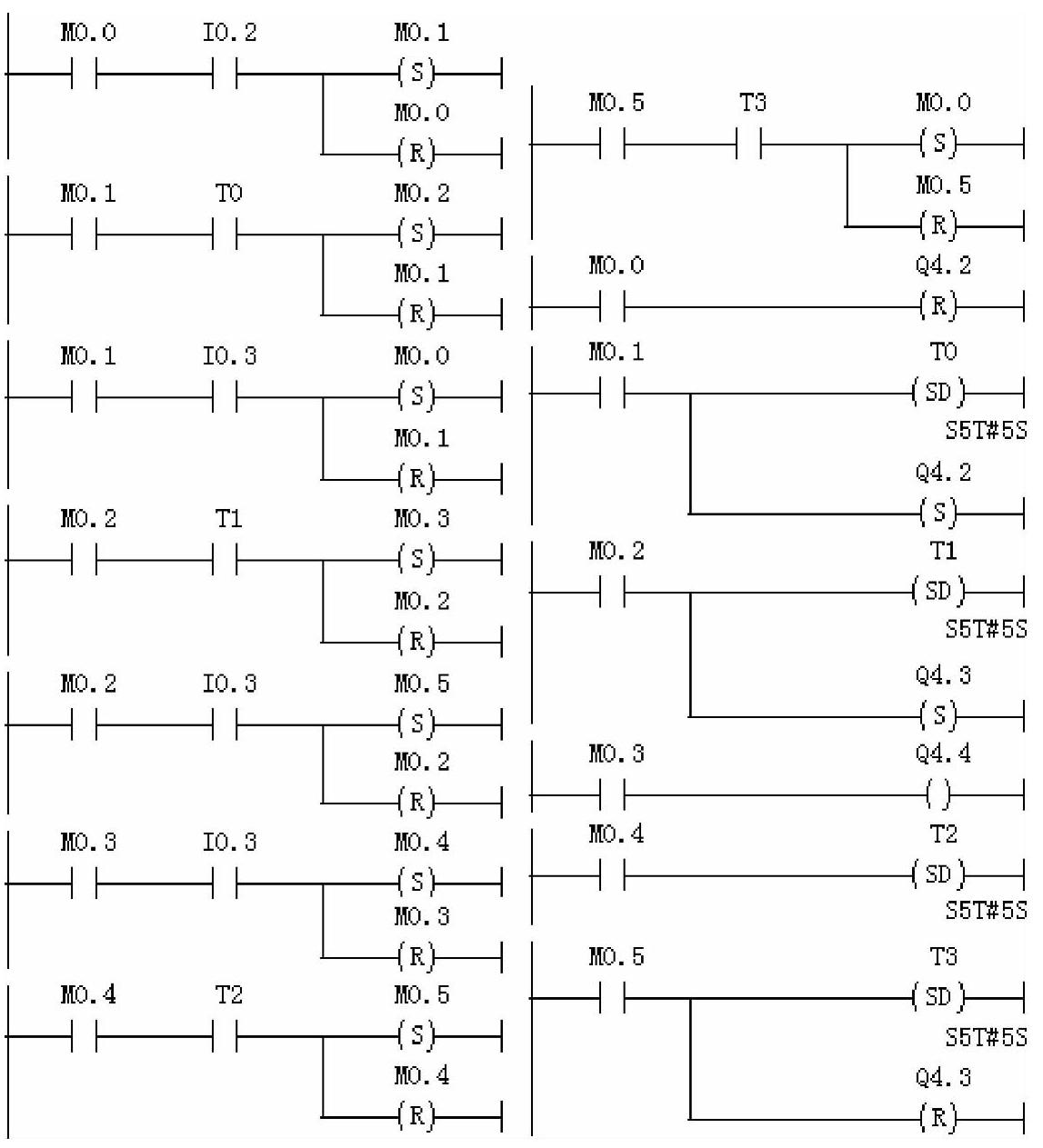
图5-19 OB1中的梯形图
2.程序的调试
打开PLCSIM,将随书光盘中的例程“3运输带顺控”下载到仿真PLC,将CPU切换到RUN-P模式后调试程序。调试时用PLCSIM监控MB0、QB4和IB0。
从初始步开始,按正常起动和停车的顺序调试程序。即在初始步M0.0为活动步时按下起动按钮I0.2,观察是否能转换到步M0.1,延时后是否能依次转换到步M0.2和步M0.3。在步M0.3为活动步时按下停止按钮I0.3,观察是否能转换到步M0.4,延时后是否能依次转换到步M0.5和返回到初始步M0.0。
从初始步开始,模拟调试在起动了一条运输带时停机的过程。即在第2步M0.1为活动步时按下停止按钮I0.3,观察是否能返回初始步。
从初始步开始,模拟调试在起动了两条运输带时停机的过程。即在步M0.2为活动步时按下停止按钮I0.3,观察是否能跳过步M0.3和步M0.4,进入步M0.5,经过T3的延时后,是否能返回初始步。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。