



单击“导航器”工具栏上的“几何视图”按钮 ,将“操作导航器”切换到几何视图显示。
,将“操作导航器”切换到几何视图显示。
1.创建加工几何组
1)设置安全平面,具体操作步骤如下:
①双击“操作导航器”窗口中的“MCS_MILL”图标 ,弹出“Mill Orient”对话框,如图5-4所示。在“Mill Orient”对话框中,在“安全设置”组框中的“安全设置选项”下拉列表中选择“平面”选项,然后单击“选择安全平面”按钮
,弹出“Mill Orient”对话框,如图5-4所示。在“Mill Orient”对话框中,在“安全设置”组框中的“安全设置选项”下拉列表中选择“平面”选项,然后单击“选择安全平面”按钮 ,弹出“平面构造器”对话框。
,弹出“平面构造器”对话框。
②在如图5-5所示的“平面构造器”对话框中选择“XC-YC”图标,在“偏置”文本框中输入“30.00”,将安全平面设置相对于XC-YC平面的距离为30.00mm。单击“确定”按钮,在图形区会显示安全平面所在的位置,如图5-6所示。

图5-4 “Mill Orient”对话框
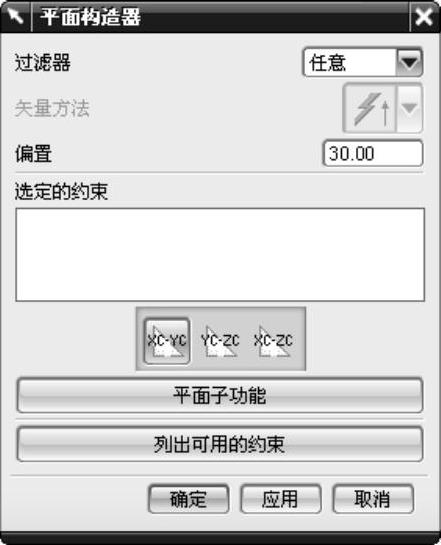
图5-5 “平面构造器”对话框
2)创建部件几何,具体步骤如下:
①在“操作导航器”中双击“WORKPIECE”图标,弹出“铣削几何体”对话框,如图5-7所示。
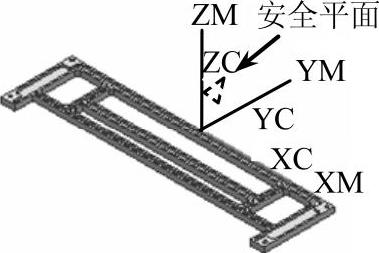
图5-6 显示安全平面的位置

图5-7 “铣削几何体”对话框
②单击“几何体”组框中“指定部件”选项后的“选择或编辑部件几何体”按钮 ,弹出“部件几何体”对话框。单击“全选”按钮,选择所有的实体,如图5-8所示。单击“确定”按钮,返回“铣削几何体”对话框。
,弹出“部件几何体”对话框。单击“全选”按钮,选择所有的实体,如图5-8所示。单击“确定”按钮,返回“铣削几何体”对话框。
③单击“几何体”组框中“指定毛坯”选项后的“选择或编辑毛坯几何体”按钮 ,弹出“毛坯几何体”对话框。选择在图层10上的毛坯作为实体,如图5-9所示。连续单击“确定”按钮,完成毛坯设置。
,弹出“毛坯几何体”对话框。选择在图层10上的毛坯作为实体,如图5-9所示。连续单击“确定”按钮,完成毛坯设置。
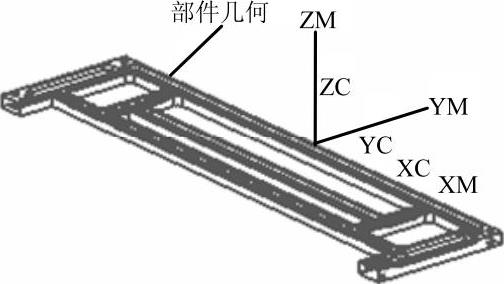
图5-8 选择部件几何
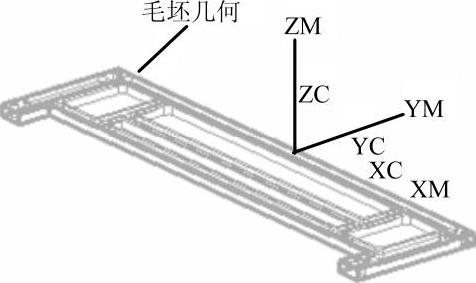
图5-9 选择毛坯几何
2.创建刀具组
单击“导航器”工具栏上的“机床视图”按钮 ,操作导航器切换到机床刀具视图。
,操作导航器切换到机床刀具视图。
1)创建直径为5的圆角刀,具体操作步骤如下:
①单击“加工创建”工具栏上的“创建刀具”按钮 ,弹出“创建刀具”对话框。在“类型”下拉列表中选择“mill_planar”,“刀具子类型”选择“MILL”图标
,弹出“创建刀具”对话框。在“类型”下拉列表中选择“mill_planar”,“刀具子类型”选择“MILL”图标 ,在“名称”文本框中输入“D5R1”,如图5-10所示。单击“创建刀具”对话框中的“确定”按钮,弹出“铣刀5-参数”对话框。(https://www.xing528.com)
,在“名称”文本框中输入“D5R1”,如图5-10所示。单击“创建刀具”对话框中的“确定”按钮,弹出“铣刀5-参数”对话框。(https://www.xing528.com)
②在“铣刀5-参数”对话框中设定“直径”为5.00,“底圆角半径”为1.00,其他参数设置如图5-11所示。单击“确定”按钮,完成刀具创建。

图5-10 “创建刀具”对话框
2)创建直径为D1.5R0.1的圆角刀,具体操作步骤如下:
①单击“加工创建”工具栏上的“创建刀具”按钮 ,弹出“创建刀具”对话框。在“类型”下拉列表中选择“mill_planar”,“刀具子类型”选择“MILL”图标
,弹出“创建刀具”对话框。在“类型”下拉列表中选择“mill_planar”,“刀具子类型”选择“MILL”图标 ,在“名称”文本框中输入“D1.5R0.1”,如图5-12所示。单击“创建刀具”对话框中的“确定”按钮,弹出“铣刀5-参数”对话框。
,在“名称”文本框中输入“D1.5R0.1”,如图5-12所示。单击“创建刀具”对话框中的“确定”按钮,弹出“铣刀5-参数”对话框。
②在“铣刀5-参数”对话框中设定“直径”为1.50,“底圆角半径”为0.10,其他参数设置如图5-13所示。单击“确定”按钮,完成刀具创建。
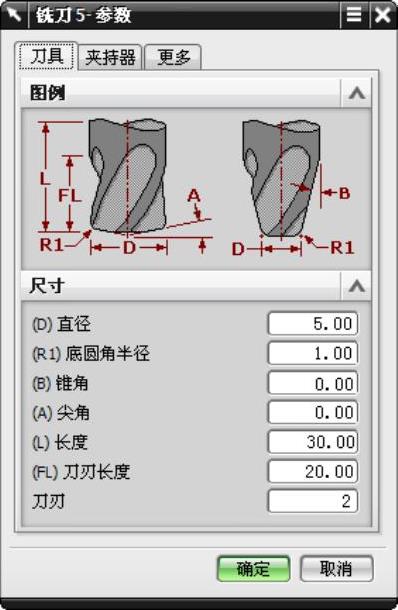
图5-11 “铣刀5-参数”对话框

图5-12 “创建刀具”对话框
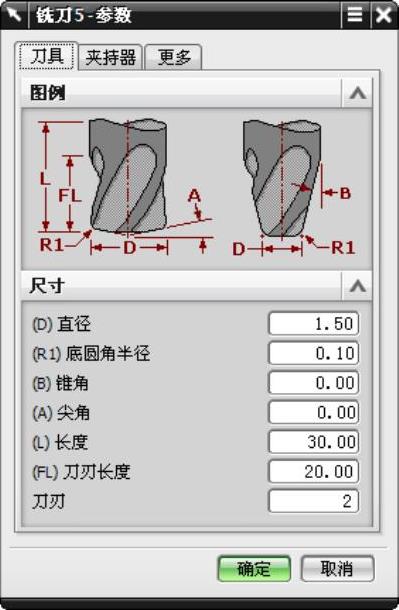
图5-13 “铣刀5-参数”对话框
提示
在高速粗加工中,最好选择圆角刀。由于平底立铣刀在切削时,刀尖部位产生流屑干涉,切屑变形大,同时有效切削刃长度最短、刀尖受力大、切削温度高,导致快速磨损。
3.设置加工方法组
单击“操作导航器”工具栏上的“加工方法视图”按钮 ,操作导航器切换到加工方法视图。
,操作导航器切换到加工方法视图。
1)双击“操作导航器”中的“MILL_ROUGH”图标,弹出“铣削方法”对话框。在“部件余量”文本框中输入“0.03”,“内公差”和“外公差”中输入“0.005”,如图5-14所示。单击“确定”按钮,完成粗加工方法设定。
2)双击“操作导航器”中的“MILL_FINISH”图标,弹出“铣削方法”对话框。在“部件余量”文本框中输入“0.00”,“内公差”和“外公差”中输入“0.0005”,如图5-15所示。单击“确定”按钮,完成精加工方法设定。
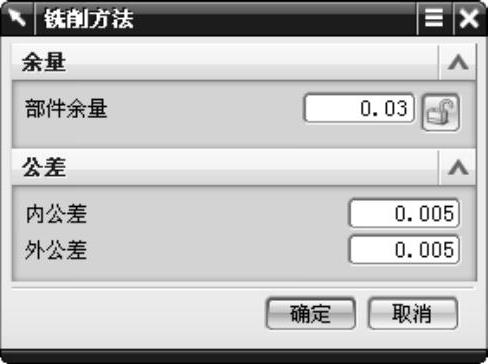
图5-14 粗加工方法设定
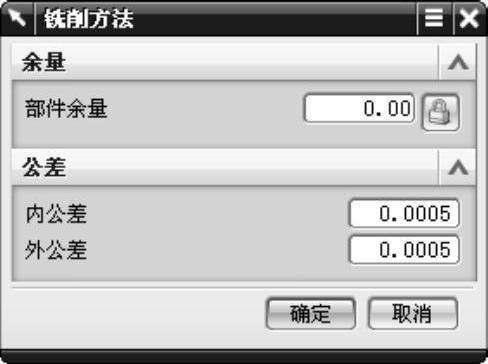
图5-15 精加工方法设定
提示
高速精加工中,刀具切削留下的尖峰高度必须是最小的,应该设置很小的内外公差。虽然这样处理增加加工程序的代码数量,但是将极大地减少精加工后手工打磨的工作量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。