



区域铣削驱动方法是固定轴曲面轮廓铣特定的驱动方法。区域铣削驱动方法是通过指定切削区域来生成刀具路径,并且在需要的情况下添加“陡峭包含”和“修剪边界”约束,如图4-36所示。
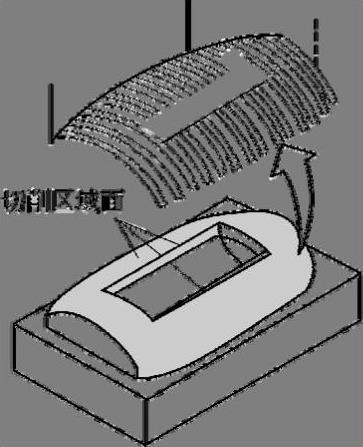
图4-36 区域铣削驱动方法
1.区域铣削驱动方法简介
区域铣削驱动方法类似于边界驱动方法,但是它不需要驱动几何体,而是利用零件几何自动计算出不冲突的容纳环。因此,用户应该尽可能使用区域铣削驱动方法来代替边界驱动方法。
用户可通过选择“曲面区域”、“片体”或“面”来定义“切削区域”。与“曲面区域”驱动方法不同,切削区域几何体不需要按一定的行序或列序进行选择。如果不指定“切削区域”,系统将使用完整定义的“工件几何体”(刀具无法接近的区域除外)作为切削区域。换言之,系统将使用工件轮廓线作为切削区域。如果使用整个“工件几何体”而没有定义“切削区域”,则不能移除“边缘跟踪”。
2.区域铣削驱动方法参数
在“固定轴曲面轮廓”对话框的“驱动方法”组框中的“方法”下拉列表中选择“区域铣削”选项,弹出“区域铣削驱动方法”对话框,如图4-37所示。该对话框的驱动方法参数说明如下。
(1)陡峭空间范围“陡峭空间范围”根据刀轨的陡峭度限制切削区域,用于控制残余高度和避免将刀具插入到陡峭曲面上的材料中。如果刀轨的某些部分与刀轴的垂直平面所成的角大于指定的陡角,那么这部分的刀轨被定义为“陡峭”,而其余的刀轨部分被视为“非陡峭”,如图4-38所示。
“陡峭空间范围”组框中“方法”下拉列表中可指定陡峭空间的范围方式,包括以下选项:

图4-37 “区域铣削驱动方法”对话框
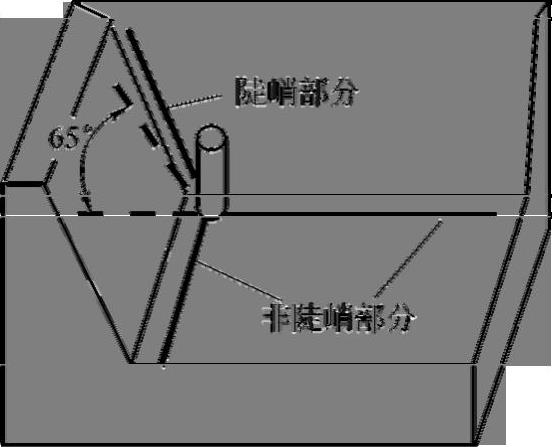
图4-38 陡峭部分和非陡峭部分
1)【无】:不在刀轨上施加陡峭度限制,而是加工整个切削区域。
2)【非陡峭】:只在部件表面角度小于“陡角”值的切削区域内加工,“陡角”值允许的范围是0~90°,如图4-39所示。
3)【定向陡峭】:只在部件表面角度大于“陡角”值的切削区域内加工,“陡角”值允许的范围是0~90°,如图4-40所示。
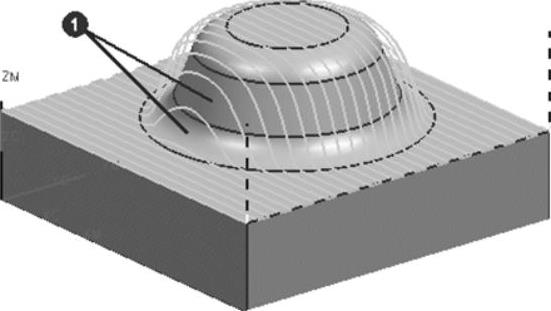
图4-39 非陡峭
 (https://www.xing528.com)
(https://www.xing528.com)
图4-40 定向陡峭
(2)切削模式 与“边界驱动”中的“切削模式”基本相同,读者请参考相关内容学习。
(3)切削方向 顺铣和逆铣允许根据主轴旋转定义“驱动轨迹”切削的方向。这些选项仅可用于“单向”、“单向轮廓”和“单向步进”切削类型。
(4)步距 步距用于指定连续切削刀路之间的距离。如图4-41所示,1代表残余高度,2代表步距。
可用的“步距”选项由指定的切削模式(“跟随周边”、“轮廓铣”、“平行”、“径向”和“同心”)和与“平行”、“径向”和“同心”相关联的切削模式(Zig、Zig-Zag、“单向提升”等)决定。包括以下选项:
1)【恒定】:指定连续的切削刀路间的固定步距。步距在“驱动路径”的切削刀路之间测量。用于“径向线”切削类型时,“恒定的”距离从距离圆心最远的边界点处沿着弧长进行测量。此选项类似于“平面铣”中的“恒定的”选项。
2)【残余高度】:根据输入的残余高度决定步距。步距计算在垂直于刀轴的平面上进行。系统将步距的大小限制为略小于三分之二的刀具直径,而不管将残余高度指定为多少。
3)【刀具直径】:根据有效刀具直径的百分比定义步距。有效刀具直径是指实际上接触到腔体底部的刀具的直径。对于球头立铣刀,系统将其整个直径用作有效刀具直径。此选项类似于“平面铣”中的“刀具直径”选项。
4)【可变的】:使用介于指定的最小值和最大值之间的不同步距。所需的输入值根据所选择的“切削”类型的不同而有所不同。此选项类似于“平面铣”中的“可变的”选项。
(5)步距已应用 在“区域铣削驱动方式”对话框中,以通过切换“在平面上”和“在工件上”来定义步距的测量方式。
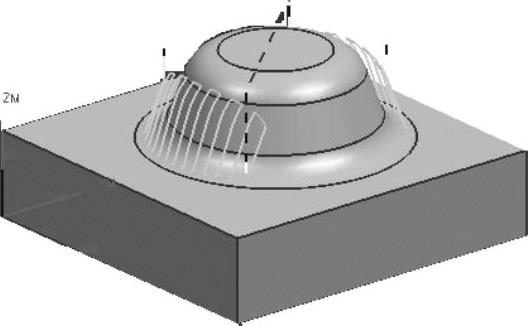
1)【在平面上】:选择“在平面上”方式,当系统生成用于操作的刀轨时,步距是在垂直于刀轴的平面上测量的,如图4-42所示。如果将此刀轨应用在具有陡峭壁的工件上,那么此工件上实际的步距不相等。因此,“在平面上”最适用于非陡峭区域。
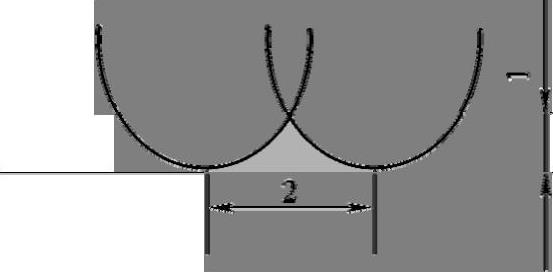
图4-41 步距示意图
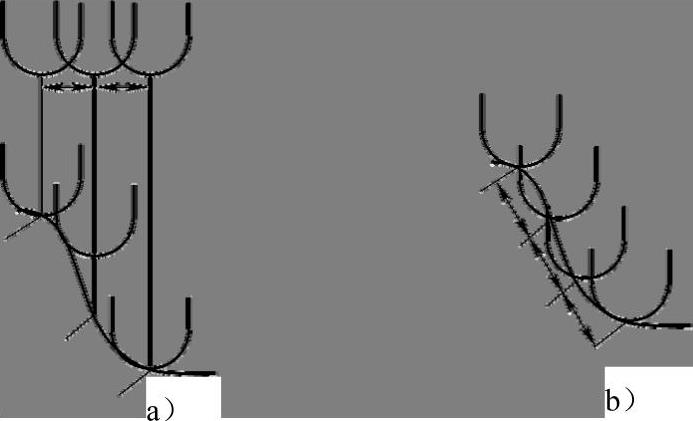
图4-42 步距已应用
a)在平面上 b)在部件上
2)【在工件上】:选中“在工件上”方式,当系统生成用于操作的刀轨时,沿着工件测量步距,如图4-42所示。因为“在工件上”沿着工件测量步距,所以它适用于具有陡峭壁的工件。因此,可以对工件几何体较陡峭的部分维持更紧密的步距,以实现对残余高度的附加控制。
(6)切削角 用于指定切削旋转角度,该角是刀轨相对于WCS的XC轴的方向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。