



单击“刀轨设置”组框中的“进给和速度”按钮 ,弹出“进给和速度”对话框,如图3-43所示。通过该对话框,用户可确定主轴转速或每齿进给量。
,弹出“进给和速度”对话框,如图3-43所示。通过该对话框,用户可确定主轴转速或每齿进给量。
1)【表面速度(smm)】:刀刃的线速度,它在各个齿的切削边处测量,测量单位是smm(m/min)。
2)【每齿进给】:每齿进给,测量单位是mm(毫米)。
3)【主轴速度(rpm)】:主轴转速,单位是rpm(r/min)。
4)【切削】:设置正常切削状态的进给速度,即进给量。根据经验或铣削工艺手册提供的数值或由系统自动计算。
5)【快进】:设置快进速度,即从刀具的初始点(From Point)到下一个前进点(Goto Point)的移动速度。如果快进速度为0,则在刀具位置源文件中自动插入一个Rapid命令,后置处理器将产生G00快进指令。
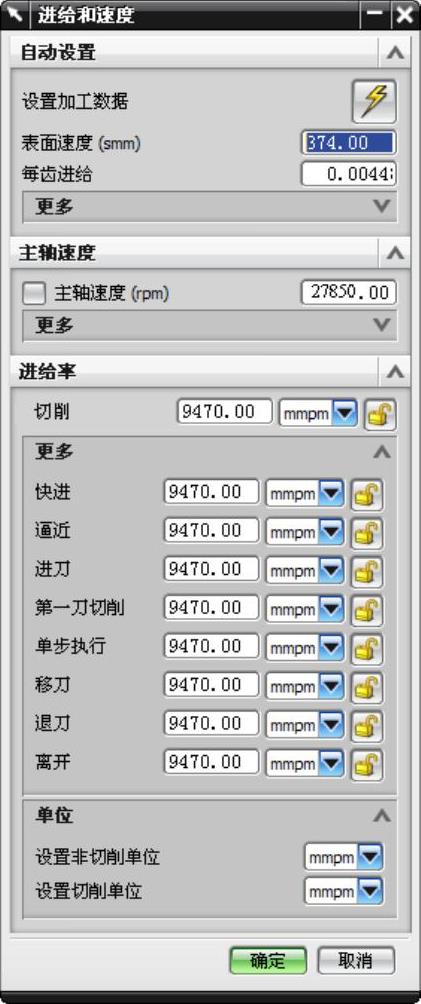
图3-43 “进给和速度”对话框
6)【逼近】:设置接近速度,即从刀具的起刀点(Start Point)到进刀点(Engage Point)的进给速度。在平面铣和型腔铣中进行多层切削时,接近速度控制刀具从一个切削层到下一个切削层的移动速度。在表面轮廓铣中,接近速度是刀具进入切削前的进给速度。一般接近速度可比快速速度小些,如果接近速度为0,系统将使用“快速”进给速度。(https://www.xing528.com)
7)【进刀】:设置进刀速度,即从刀具进刀点到初始切削位置刀具运动的进给速度。如果进刀速度为0,系统将使用“切削”进给速度。
8)【第一刀切削】:设置第一刀切削的进给速度。考虑到毛坯表面的硬皮,一般它要比进刀速度小一些,如果第一刀切削为0,系统将使用“切削”进给速度。
9)【单步执行】:设置刀具移向下一平行刀轨时的进给速度。如果提刀跨过,系统将使用“快速”进给速度;如果步进取为0,系统将使用“切削”进给速度,通常可设“步进”与“切削”进给速度相等。
10)【移刀】:设置刀具从一个切削区转移到另一个切削区作水平非切削运动时刀具的移动速度。刀具在跨越移动时,首先提升到安全平面,然后横向移动,主要是防止刀具在移动过程中与工件相碰。
11)【退刀】:设置刀具的退刀速度,即刀具从最终切削位置到退刀点之间的刀具移动速度。如果退刀为0,若是线性退刀,系统将使用“快进”进给速度;若是圆弧退刀,系统使用“切削”进给速度。
12)【离开】:设置离开速度,即刀具从加工部位退出时的移动速度。在钻孔和车槽时,分离速度影响表面粗糙度。
13)【设置非切削单位】:设置所有非切削运动速度的单位,包括“无(系统自动计算)”、“mmpm(mm/min)”和“mmpr(mm/r)”三种。
14)【设置切削单位】:设置所有切削运动速度的单位,包括“无(系统自动计算)”、“mmpm(mm/min)”和“mmpr(mm/r)”三种。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。