



“刀轨设置”组框中的“切削模式”选项用于决定加工切削区域刀具路径的走刀方式。下面介绍型腔铣中常用的切削方式。
1.往复式走刀(Zig-Zag)
往复式走刀用于产生一系列平行连续的线性往复刀轨,是最经济省时的切削方法。但该方式会产生一系列的交替“顺铣”和“逆铣”,特别适于粗铣加工。
如果没有指定切削区域起点,那么第一个单向刀路将尽可能地从周边边界的起点处开始切削。系统将保持线性往复切削,但允许刀具在限定的步距内跟随切削区域轮廓,以保持连续的切削运动,如图3-8所示。最后一条往复刀路偏离了直线方向,而跟随切削区域的形状,以保持连续的切削刀轨。只要刀路不相交,系统便可允许刀轨沿往复刀路跟随切削区域轮廓。
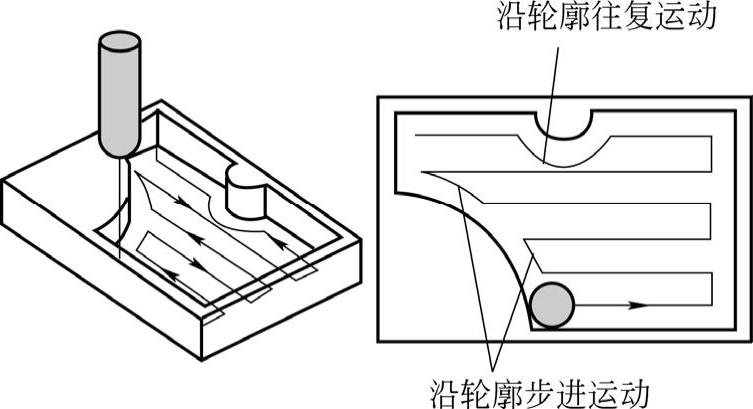
图3-8 往复走刀沿轮廓往复运动
往复刀路只能从直线刀轨中偏离小于步距值的距离,如果刀路不相交,往复刀路便无法跟随切削区域轮廓,那么系统将生成一系列较短的刀路,并在子区域间移刀进行切削,如图3-9所示。
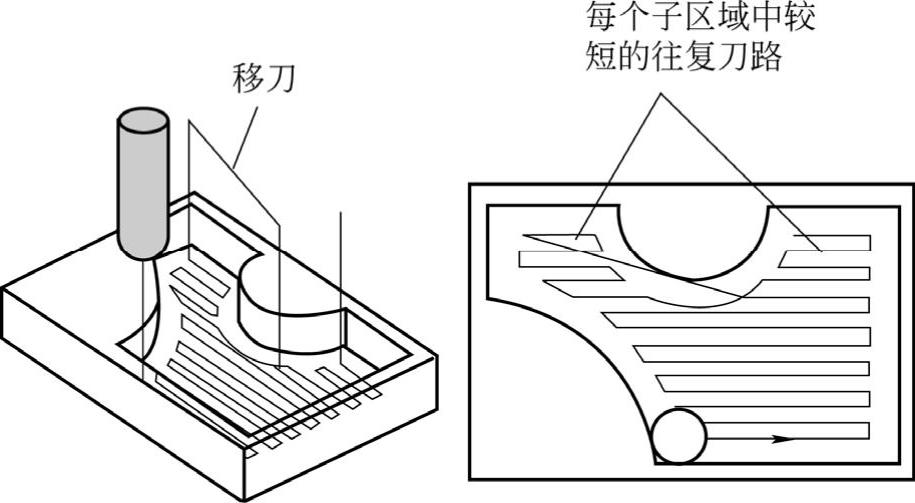
图3-9 往复走刀子区域往复刀路
2.单向走刀(Zig)
单向走刀用于产生一系列单向的平行线性刀轨,相邻两个刀具路径之间都是顺铣或逆铣,如图3-10所示。
与往复走刀类似,单向生成的刀路将跟随切削区域的轮廓,但前提是刀路不相交。如果单向刀路不相交,便无法跟随切削区域,那么系统将生成一系列较短的刀路,并在子区域间移刀进行切削。
3.单向轮廓铣
单向轮廓铣用于产生一系列单向的平行线性刀轨。在横向进给时,刀具直接沿切削区域轮廓切削。单向轮廓能够始终严格保持单纯的顺铣或逆铣,如图3-11所示的顺铣加工。
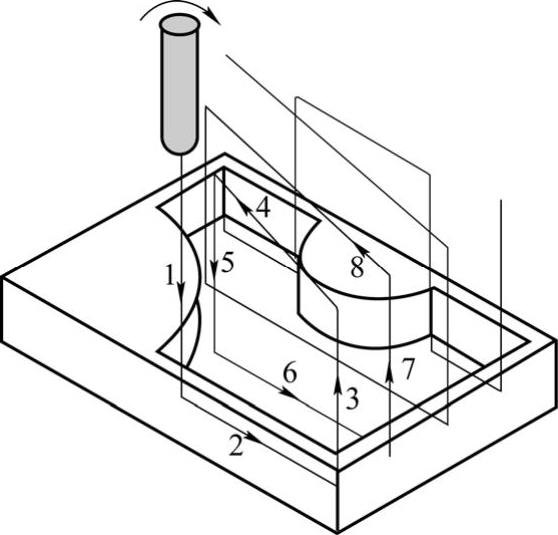
图3-10 “单向走刀”示意图
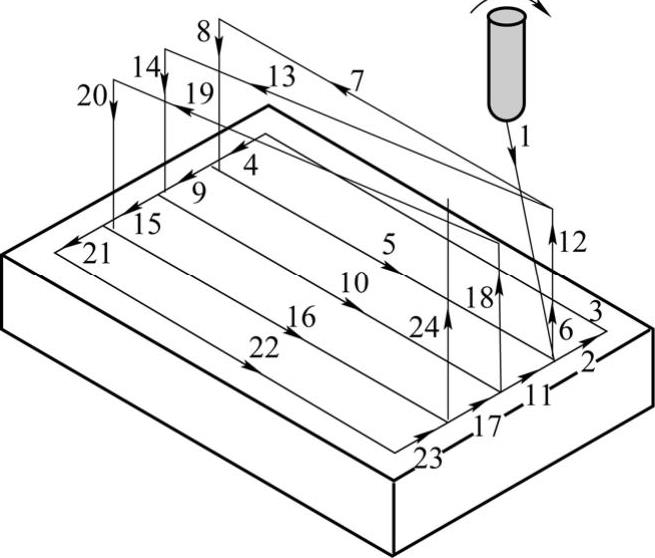
图3-11 “单向轮廓铣”示意图
单向刀路也跟随切削区域的轮廓,前提是轮廓不会导致刀路相交。如果存在相交刀路,使得单向刀路无法跟随切削区域的轮廓,那么系统将生成一系列较短的刀路,并在子区域间移刀进行切削,如图3-12所示。
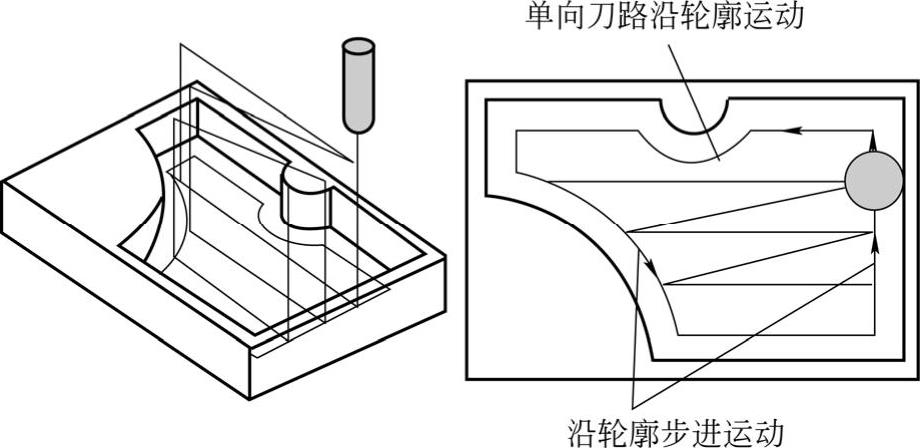
图3-12 单向刀路沿轮廓运动
4.跟随周边
跟随周边用于产生一系列同心封闭的环形刀轨,这些刀轨的形状是通过偏移切削区的外轮廓获得的,可加工区域内的所有刀路都封闭,如图3-13所示。
跟随周边刀轨不会互相交叉,在某个区域比另一个区域需要更多的腔体加工刀路的情况下,刀具会在子区域之间移刀,以完成较大的区域,如图3-14所示。如果需要多次移刀,则可以使用区域连接来优化刀具运动。
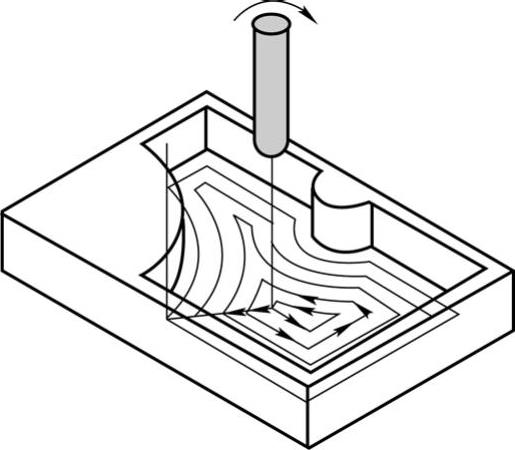
图3-13 “跟随周边”示意图
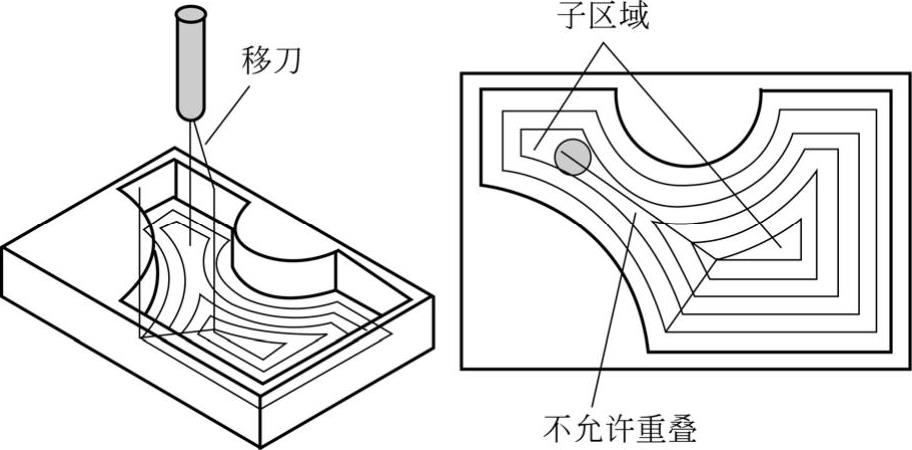
图3-14 子区域之间移刀
使用“图样方向”可指定由外朝内,还是由内朝外。使用“向内”腔体方向时,离切削模式中心最近的刀具一侧将确定“顺铣”或“逆铣”如图3-15a所示;使用“向外”腔体方向时,离切削区域边缘最近的刀具一侧将确定“顺铣”或“逆铣”,如图3-15b所示。
提示
由于跟随周边的刀轨不能仿形岛屿,为了保证岛屿侧面的加工质量,可以附加绕岛屿的刀轨,因此需要选择切削参数中的“岛清理”选项,用于在岛屿部增加附加绕岛屿的刀轨。(https://www.xing528.com)
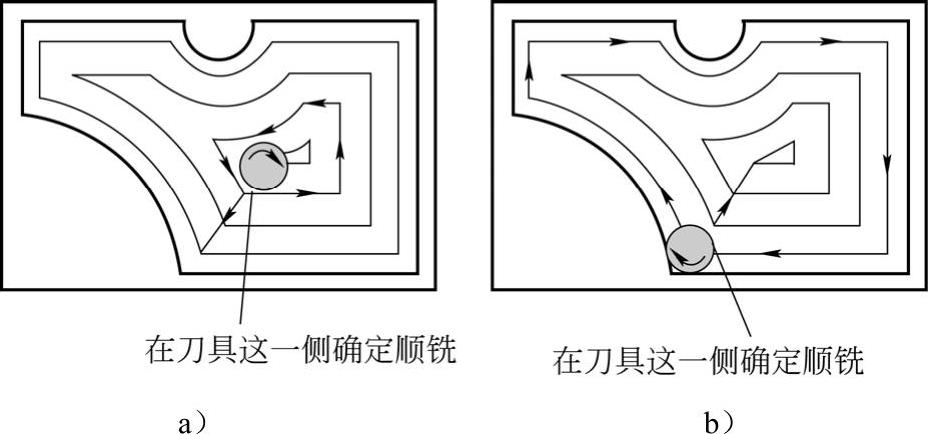
图3-15 “跟随周边”的顺铣和逆铣
a)使用“向内”腔体方向 b)使用“向外”腔体方向
5.跟随部件
跟随部件用于根据所指定的零件几何产生一系列同心线来创建切削刀具路径,可加工区域内的所有刀路都将是封闭形状,如图3-16所示。
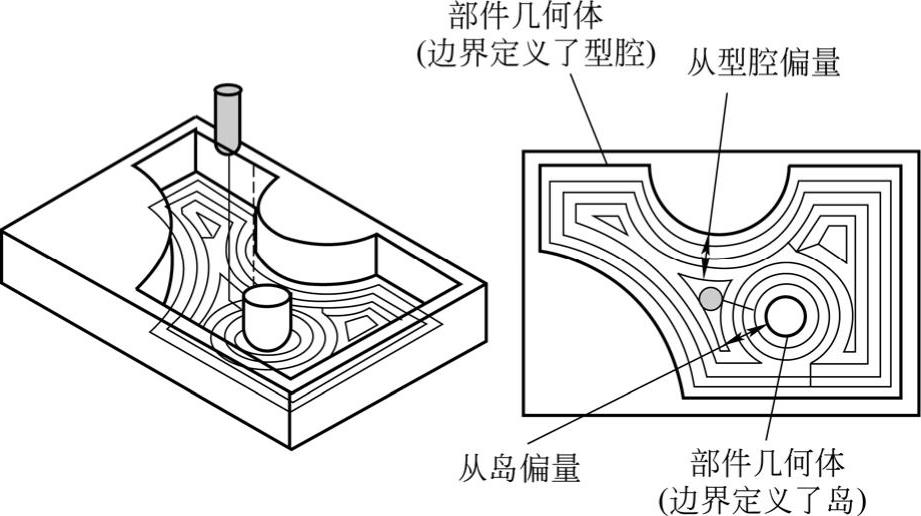
图3-16 “跟随部件”示意图
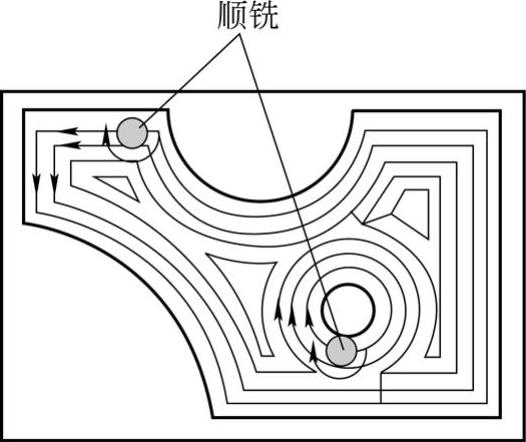
图3-17 “保持顺铣”示意图
在带有岛的型腔区域中使用“跟随部件”,从而不需要使用带有“岛清理”的“跟随周边”方式。“跟随部件”将保证在不设置任何切换的情况下完整切削整个部件几何体,如图3-17所示。
6.摆线
摆线用于将刀具沿着摆线轨迹运动,如图3-18所示。当需要限制刀具因过大的横向进给而产生破坏,且需要避免过量切削材料时,可采用“摆线”方式。在进刀过程中的岛和部件之间、形成锐角的内拐角以及窄区域中,几乎总是会得到内嵌区域。摆线切削可消除这些区域。刀具以小的回环切削模式来加工材料,也就是说,刀在以回环切削模式移动的同时也在旋转。
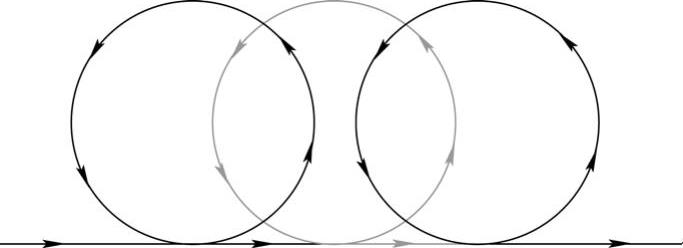
图3-18 “摆线”示意图
向外摆线切削通常从远离部件壁处开始,向部件壁方向行进,常用的选项参数含义如下:
1)【摆线宽度】:在刀轨中心线处测量的摆线圆的直径。该值最好不超过刀具直径,系统默认为刀具直径的60%。
2)【最小摆线宽度】:用于指定摆线圆的最小直径。最大值小于摆线宽度,系统默认为刀具直径的20%。
3)【步距限制%】:用于输入实际步距可超过指定的步距的最大数量。最小值为100%,最大值为200%,系统默认为150%。
4)【摆线向前步长】:摆线圆沿刀轨相互间隔的距离值。最大值要小于步距,默认为刀具直径的40%。
对于硬铣削,步距大约为10%。推荐的摆线设置为:步距限制=指定步距的150%;摆线向前步长=刀轨步距的80%~100%;摆线宽度=步距的1.5倍。
对于简单槽,推荐值为:步距限制=指定步距的150%;摆线向前步长=刀轨步距;摆线宽度=槽加工区域的宽度、刀轨步距。
7.轮廓
轮廓切削产生单一或指定数量的绕切削区轮廓的刀轨,目的是实现侧面的精加工,如图3-19所示。
可以通过在“附加刀路”选项指定一个值来创建附加刀路,以允许刀具向部件几何体移动,并以连续的同心切削方式移除壁面上的材料,如图3-20所示。
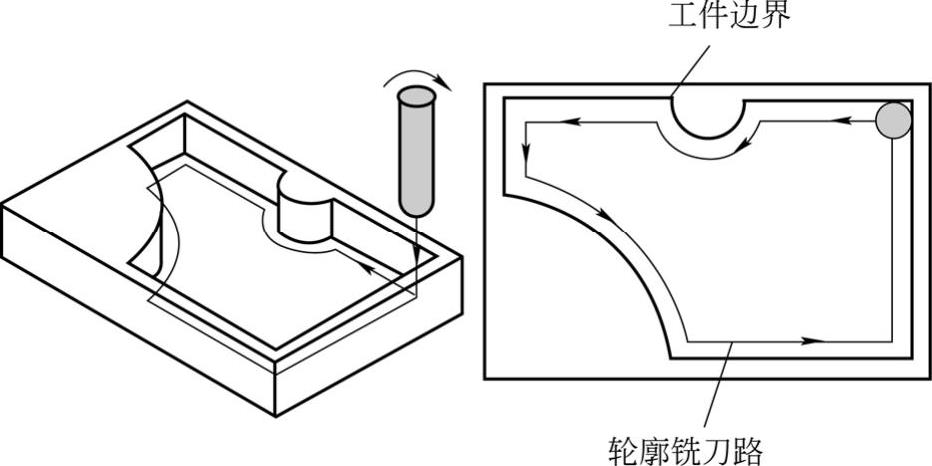
图3-19 “轮廓”示意图
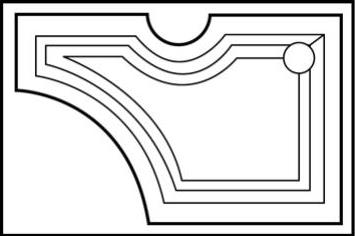
图3-20 “附加刀路”选项
提示
高速加工优先使用环绕进给方式,可以保持顺铣切削,并且产生全刀切削的距离最短,因而属于优先选择的进给方式,如“跟随部件”。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。