



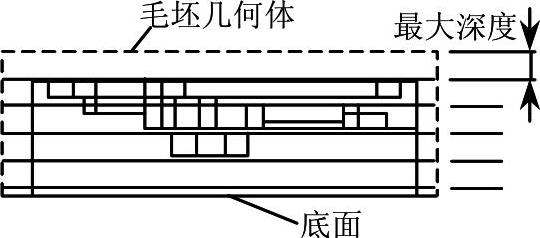
图2-44 固定深度示意图
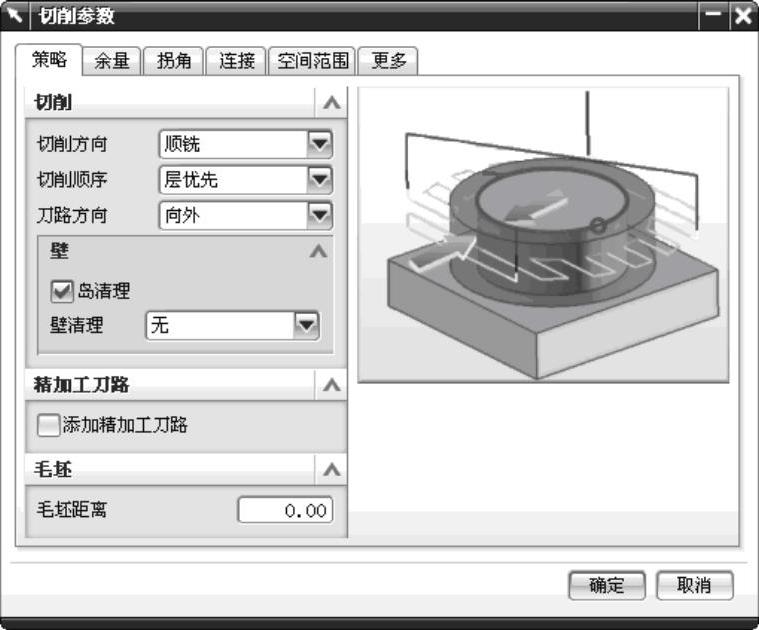
图2-45 “策略”选项卡
针对不同的加工方法,“切削参数”对话框中的选项设置不同。单击“刀轨设置”组框中的“切削参数”按钮 ,弹出“切削参数”对话框,用户可以确定操作中的各种切削参数,下面介绍常用的一些参数设置。
,弹出“切削参数”对话框,用户可以确定操作中的各种切削参数,下面介绍常用的一些参数设置。
1.“策略”选项卡
单击“切削参数”对话框中的“策略”选项卡,如图2-45所示。
1)【切削方向】:用于决定刀具切削时的进给方向,包括“顺铣切削”、“逆铣切削”、“跟随边界”和“边界反向”四个选项。
①〖顺铣和逆铣〗:顺铣切削是指刀具进给方向与工件运动方向相同,而逆铣切削是指刀具进给方向与工件运动方向相反,如图2-46所示。
②〖跟随边界〗:刀具顺着边界的方向进给。
③〖边界反向〗:刀具逆着边界的方向进给。
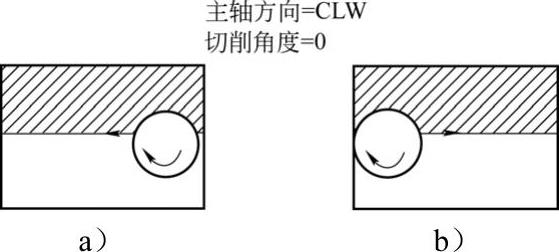
图2-46 顺铣和逆铣示意图
a)顺铣 b)逆铣
提示
顺铣的功率消耗要比逆铣的小,在同等切削条件下,顺铣功率消耗要低5%~15%,同时顺铣也更加有利于排屑。一般应采用顺铣法加工,以提高被加工零件的表面质量,保证尺寸精度。一般高速数控加工多用顺铣。
2)【切削顺序】:用于处理多切削区域的加工顺序,包括“层优先”和“深度优先”两个选项。
①〖层优先〗:刀具先在一个深度上铣削所有外形边界,再进行下一深度的铣削。在切削的过程中,刀具在各个切削区域间不断转换,如图2-47所示。
②〖深度优先〗:刀具先在一个外形边界铣削到设定深度后,再进行下一个外形边界的铣削。这种方式的提刀次数和转换次数较少,如图2-47所示。
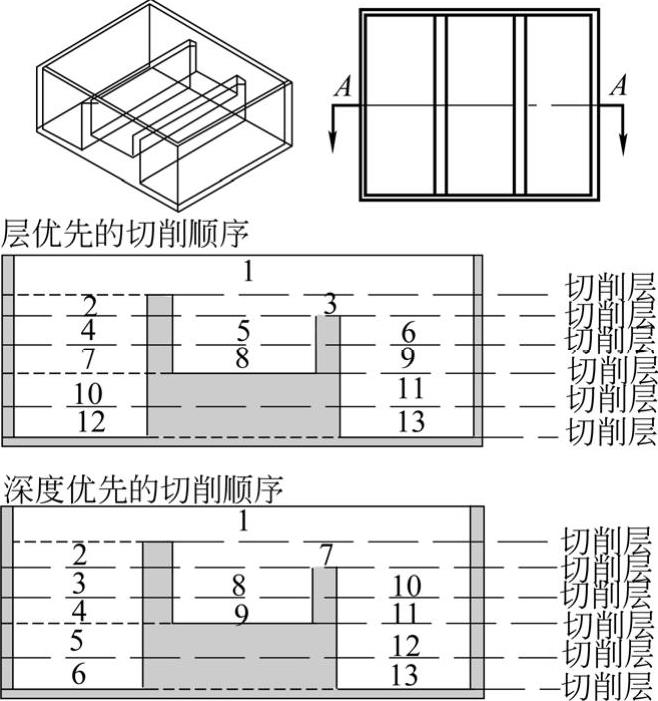
图2-47 “切削顺序”选项
提示
对于高速加工薄壁腔体零件,采用“层优先”方式以减小切削力,提高加工质量。
3)【图样方式】:该选项仅用于“跟随周边”走刀方式。铣削过程中,铣削开始的位置是从毛坯的中心开始还是从毛坯的边界开始,包括“向内”和“向外”两个选项,系统默认为“向外”,如图2-48所示。
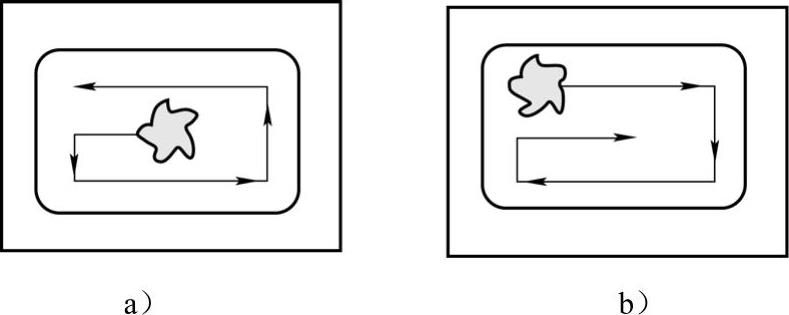
图2-48 “向内”与“向外”选项示意图
a)向外 b)向内
4)【岛清理】:用于“跟随周边”和“轮廓铣”走刀方式。环绕岛的周围增加一次走刀,以清除岛侧面周围残留下来的材料,如图2-49所示。
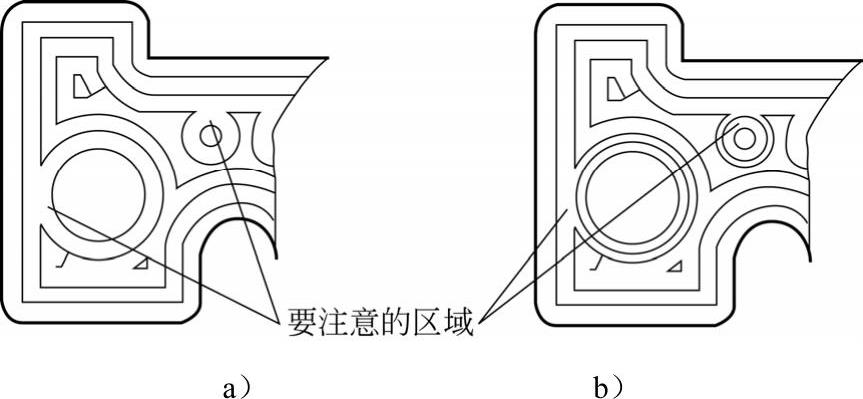
图2-49 “岛清理”示意图
a)无岛清理 b)有岛清理
提示
“岛清理”主要用于粗加工切削,应指定部件余量,以防止刀具尚在切削不均等的材料时便将岛切削到位。使用跟随周边切削模式时,应打开“岛清理”。
5)【壁清理】:当应用单向切削、往复切削以及跟随周边切削方法时,用“壁清理”可以清理零件壁后或者岛屿壁上的残留材料。它是在切削完每一个切削层后插入一个轮廓铣轨迹来进行的。使用壁清理,就可以使用大直径刀具做粗加工,而不用担心侧面太粗糙,因此壁清理一般还是用来解决粗加工任务的。“壁清理”包括以下四个选项:
①〖无〗:不进行零件的侧壁清理。
②〖在起点〗:表示在每个切削层开始的第一刀作清理,即刀具在切削时,首先沿零件的侧壁产生一条刀具路径进行侧壁清理,再进行层的切削。
③〖在终点〗:表示在每个切削层开始的最后一刀作清理,即刀具在切削时,首先进行层的切削,再沿零件的侧壁产生一条刀具路径进行侧壁清理。
④〖自动〗:在切削过程中,系统根据实际情况,自动判断零件的清壁是在层切前还是层切后。
6)【精加工刀路】:用于刀具完成主要切削刀路后所作的最后切削的刀路。勾选“添加精加工刀路”复选框,并输入精加工步距值,以便在边界和所有岛的周围创建单个或多个轮廓铣削。
提示
系统只有在“底面”的切削层上生成此刀路,而且“精加工步距”指定精加工刀路的步距值,此值必须大于零。
7)【毛坯距离】:毛坯距离使平面铣的零件边界朝边界的材料侧的反侧或型腔铣的所有零件几何体的表面朝外“偏置”一个毛坯距离值,从而“生成”毛坯(其实并没有看得见的毛坯边界或毛坯几何体),因此就不需要专门指定毛坯边界或毛坯几何体。
2.“余量”选项卡
单击“切削参数”对话框中的“余量”选项卡,如图2-50所示。

图2-50 “余量”选项卡
“余量”选项卡各选项用于控制材料加工后的保留量,或者是各种边界的偏移量,各参数的含义如下:
1)【部件余量】:即切削余量。部件余量是零件加工后没有切除的材料量,这些材料在后续加工操作中将被切除,通常用于需要粗、精加工的场合。
2)【毛坯余量】:定义刀具离开毛坯几何体的距离。
3)【最终底面余量】:在底面和所有的岛屿顶面上,为后续加工保留的加工余量。
4)【检查余量】:定义刀具离开检查几何体的距离。如果检查几何体是工件本身不许刀具切削的部分,那么检查余量相当于这一部分的零件余量;如果检查几何体是夹具零件,检查余量是为了防止刀具干涉夹具零件的安全距离。
5)【修剪余量】:定义刀具离开修剪几何体的距离。
6)【内公差和外公差】:内公差限制刀具在切削过程中越过零件表面的最大距离;外公差限制刀具在切削过程中没有切至零件表面的最大距离指定的值越小,则加工的精度越高,如图2-51所示。
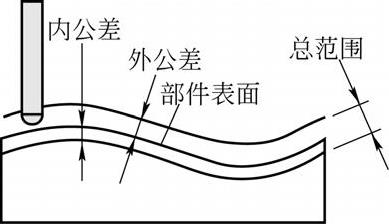
图2-51 内公差和外公差
提示
高速加工刀具行进的速度更快,而且精度更高,就能切削出许多更佳完美的表面,故内外公差应设置更小。
3.“拐角”选项卡
单击“切削参数”对话框中的“拐角”选项卡,如图2-52所示。
“拐角”选项卡用于防止在刀具围绕腔体拐角移动时产生偏离或过切,是“平面铣”、“型腔铣”、“固定轴曲面轮廓铣”、“可变轴曲面轮廓铣”、“顺序铣”中的共同参数。对于凹角,通过自动生成稍大于刀具半径的拐角几何体(圆角),可以让刀具在工件内壁之间光滑过渡;对于凸角,刀具可以通过延伸相邻段或绕拐角滚动添加圆弧的方式来过渡工件。各参数的含义如下:
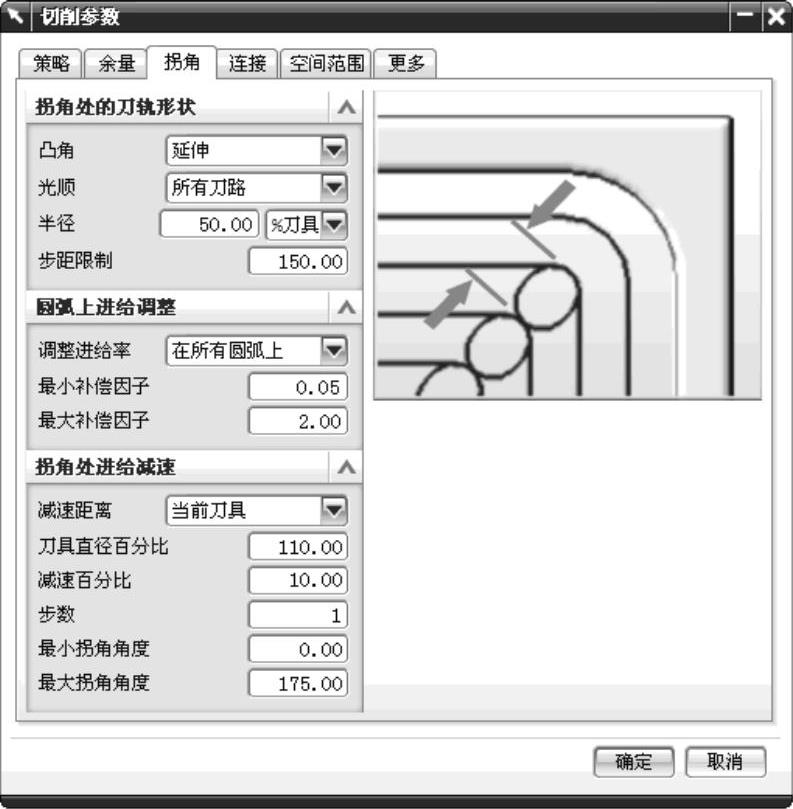
图2-52 “拐角”选项卡
1)【凸角】:设置刀具在凸角处的走刀方式,包括以下选项:
①〖绕以下对象滚动〗:刀具在切削到拐角处时,插入一段圆弧用于过渡,该圆弧半径等于刀具半径,圆心位于拐角顶点。这能防止刀具进入那些可能过切部件的受限区域,如图2-53a所示。
②〖延伸并修剪〗:刀具在切削到拐角处时插入,沿拐角的切线方向延伸刀具路径,然后如有可能并对刀轨进行修剪以提高效率,如图2-53b所示。
③〖延伸〗:刀具超出边界形成尖锐的刀轨,这种方法有利于在工件上加工出尖锐凸角,但是不适合高速加工,如图2-53c所示。
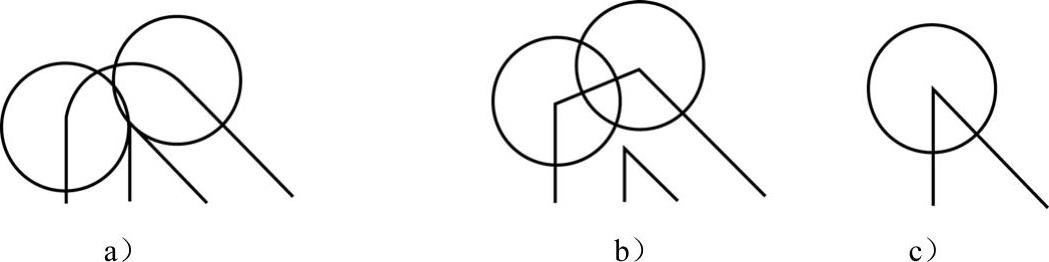
图2-53 “凸角”示意图
a)绕以下对象滚动 b)延伸并修剪 c)延伸
提示
在高速加工中,将所有拐角加上一个圆角,以便去除尖角和瞬间移动,故采用“绕以下对象滚动”方式。
2)【光顺】:指定在刀轨的拐角部位添加一个圆角,使零件获得光滑的拐角表面。当切削方式为“跟随周边”、“跟随工件”时,可以将圆角半径添加到外部切削刀轨和内部切削刀轨;切削方式为“轮廓铣”、“标准驱动走刀”时,可将圆角添加到外部切削刀轨;在“单向”、“往复”切削时,不使用圆角。包括以下选项(如图2-54所示):
①〖无〗:在所有的切削刀路中,刀轨拐角和步距不会应用光顺半径。
②〖所有刀路〗:用于将圆角添加到外部切削刀轨的拐角、内部切削刀轨的拐角以及在切削刀轨和步距之间形成的拐角。
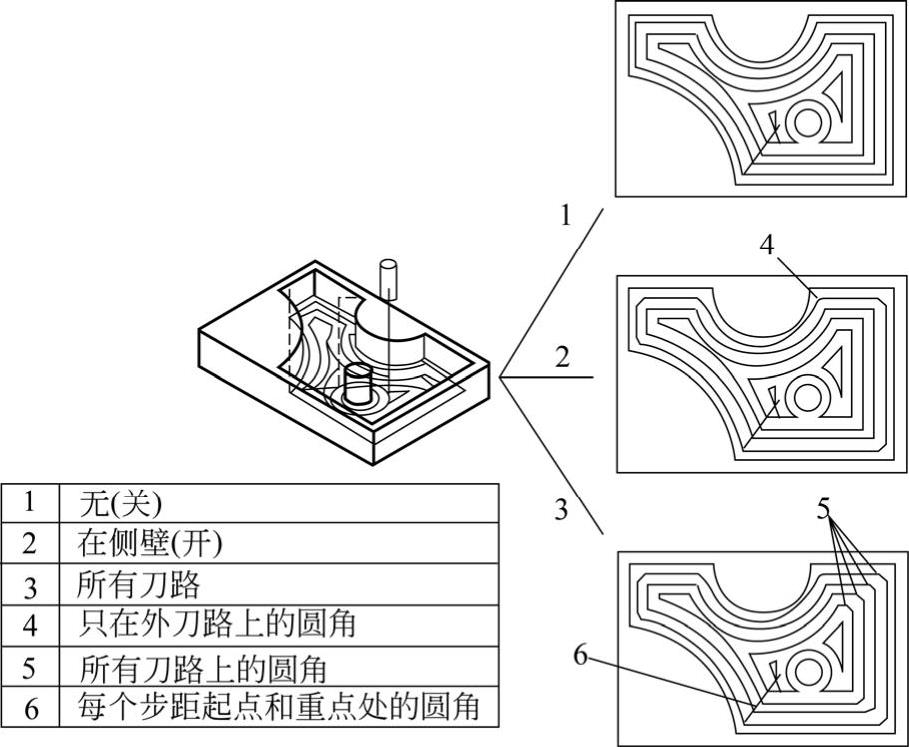
图2-54 “光顺”选项示意图(https://www.xing528.com)
③〖半径〗:用于输入光顺圆弧尺寸,建议半径值不要超过步距值的50%。
提示
高速加工时,为所有拐角添加圆角尤其有用,可以防止方向突然变化,对机床和刀具造成过大的压力。为所有拐角添加圆角,还有助于为Nurbs输出生成刀轨,原因是光顺过渡比尖角更容易形成Nurbs。
3)【圆弧上进给调整】:通常,进给率是指刀具中心的进给速度。在切削凹拐角形成的圆弧刀轨上,刀具圆周上接触材料的切削刃进给率大于中心进给率,导致切削负荷比直线切削时增加,可能引起扎刀导致过切,表面质量变粗糙;如果切削凸拐角,情况相反。使用“圆弧上进给调整”自动实现对凸拐角和凹拐角处进给速度的调整,以解决上述问题。
①〖无〗:不设置进给率补偿。
②〖在所有圆弧上〗:在所有圆弧上补偿。“最小补偿因子”提供缩小进给率的最小减速因子,“最大补偿因子”提供缩小进给率的最大减速因子。
4)【拐角处进给减速】:用于降低刀具在切削拐角时的进给率,以减少刀具在切削拐角时出现啃刀现象。包括以下选项:
①〖无〗:不进行减速控制。
②〖当前刀具〗:使用本操作的刀具直径决定减速距离,如图2-55a所示。
③〖上一个刀具〗:使用本操作的刀具直径决定减速距离,如图2-55b所示。
5)刀具在减速时,需要设置的相关参数有:
①刀具直径百分比:使用刀具直径百分比作为减速距离,默认设置为110%。
②减速百分比:设置原有进给率的减速百分比。例如正常切削进给速度为80mm/min,输入10%表示减到最低的速度为8mm/min。
③步数:设置应用到进给率的减速步数,默认设置为1步。因为在NC程序中,通过生成几个进给机能代码来实现减速的。
下面以图2-56为例,说明刀具的减速过程。从当前操作的刀具直径50%的位置开始减速,由正常进给速度30分5步减到3步,也就是切削工件拐角的速度是正常速度的10%。拐角材料切削完毕后,逐步增速到正常进给速度。
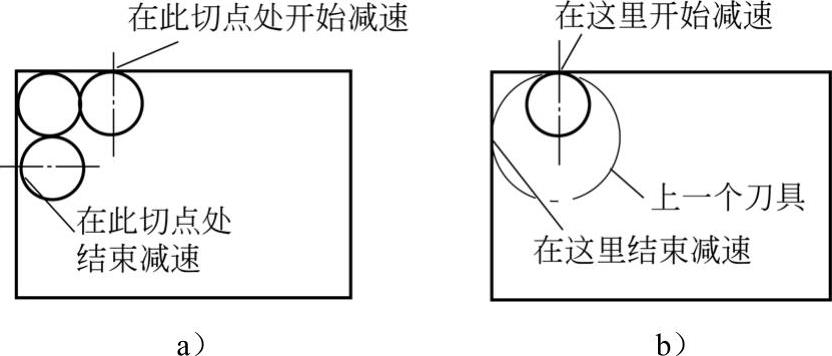
图2-55 当前刀具和上一个刀具
a)当前刀具 b)上一个刀具
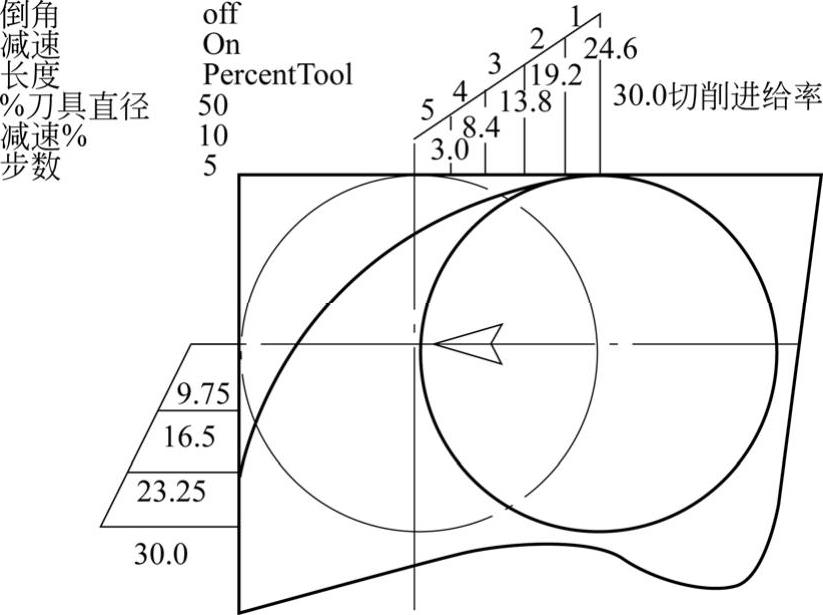
图2-56 “拐角处进给减速”参数示意图
6)【拐角角度】:拐角控制只作用于角度在下列范围内的拐角,超出此范围的拐角,认为不必拐角控制。
①〖最小拐角角度〗:设置识别为拐角的最小角度,默认值为0°。
②〖最大拐角角度〗:设置识别为拐角的最大角度,默认值为175°。
提示
高速加工中一般要在转弯处开始减速,转过弯后再加速,从而保持切削的平稳。
4.“连接”选项卡
单击“切削参数”对话框中的“连接”选项卡,如图2-57所示。
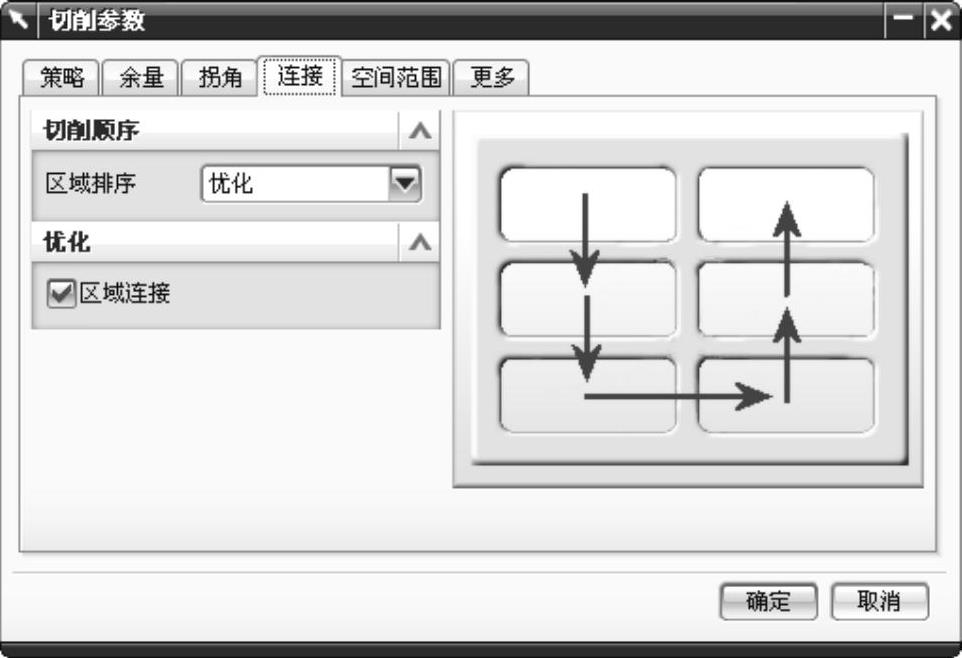
图2-57 “连接”选项卡
“连接”选项卡上相关参数用于设置在多个切削区的情况下,在切削区之间的切削连接顺序。各参数的含义如下:
1)【区域排序】:合理的切削顺序可以减少横越运动的总长度,提供加工效率,包括以下选项:
①〖标准〗:按照切削区边界的创建顺序决定区域加工次序。如果几何和边界被编辑,这种顺序信息丢失,系统随意决定顺序,如图2-58所示。通常,该方法效果不好。
图2-58 标准方式
②〖优化〗:按照横越运动的总长度最短的原则决定区域加工次序,系统以减少空切和缩短走刀距离为依据进行优化,如图2-59所示。当使用“层优先”作为切削顺序来加工多个切削层时,优化功能将确定第一个切削层中的区域的加工顺序,第二个切削层中的区域将以相反的顺序进行加工,以此减少刀具在区域间的移动时间。这种交替反向将一直继续,直至所有切削层加工完毕。
③〖跟随起点和跟随预钻点〗:按照设置切削区的起始点和预钻点的顺序决定区域的加工次序,如图2-60所示。
图2-59 优化的排序
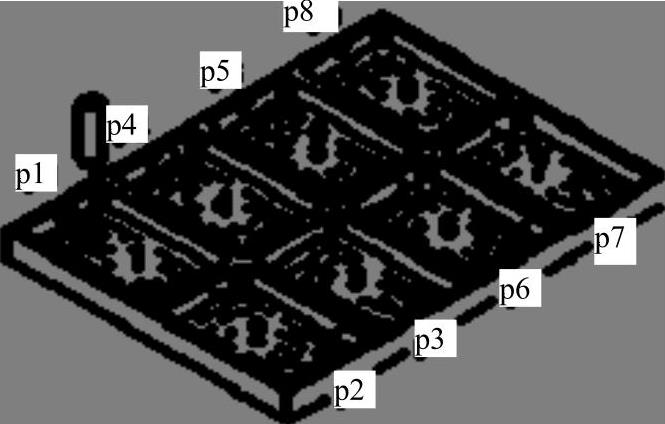
图2-60 跟随起点
2)【区域连接】:在同一切削层的可加工区域内,可能因岛屿、窄通道的存在等因素导致形成多个子切削区域。勾选该选项,只在必要的情况下,刀具从前一个子区退刀,到下一个子区进刀;否则,在子区之间跨越时,刀具一定会退刀,以保证不会过切工件,如图2-61所示。
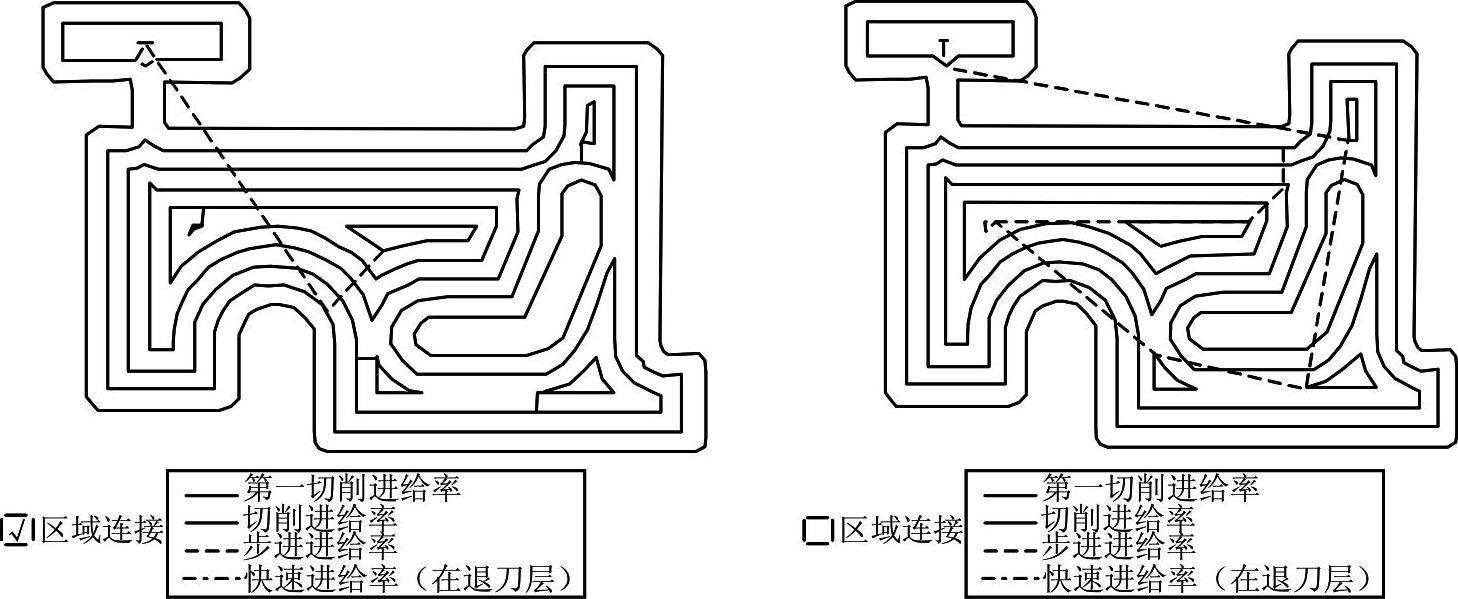
图2-61 “区域连接”示意图
5.“空间范围”选项卡
单击“切削参数”对话框中的“空间范围”选项卡,如图2-62所示。

图2-62 “空间范围”选项卡
1)【处理中的工件】:处理中的工件IPW就是In Process Workpiece,该组框用于设置在切削加工中,当前平面铣操作是否使用上一个操作加工后形成的IPW作为毛坯。
①〖无〗:使用现有的毛坯几何体(如果有),或切削整个型腔。
②〖使用2D IPW〗:在同一几何体组中使用先前操作的2D IPW几何体,如图2-63所示。图2-63a为第一次刀具加工加工结果,图2-63b为第二次只加工前次未切削的区域。
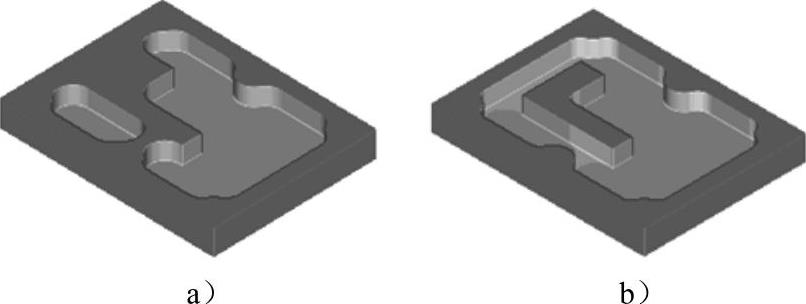
图2-63 使用2DIPW示意图
a)第一次刀具加工结果 b)第二次只加工前次未切削的区域
③〖使用参考刀具〗:在同一几何体组中使用上一个刀具未加工到的拐角中剩余的材料作为毛坯,刀具直径可在下方的“参考刀具”组框中指定。
2)【参考刀具】:要加工上一个刀具未加工到的拐角中剩余的材料时,可使用“参考刀具”。如果是刀具拐角半径的原因,则剩余材料会在壁和底部面之间;如果是刀具直径的原因,则剩余材料会在壁之间。在选择了参考刀具的情况下,操作的刀轨与其他型腔铣或深度加工操作相似,但是会仅限制在拐角区域。
3)【重叠距离】:用于设置未切区域的偏置值,使未切区域创建的永久边界和曲线相对于未切区域的边缘往外偏置。也就是说,使这些永久边界和曲线比实际的未切区域大一些,如图2-64所示。
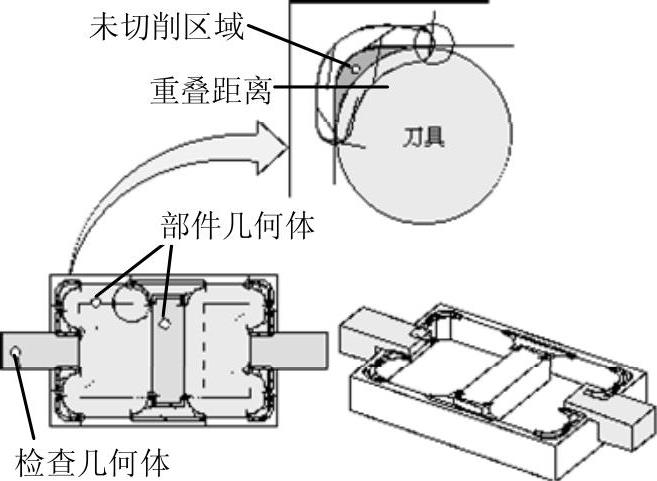
图2-64 重叠距离示意图
提示
如果指定了重叠距离,就意味着创建的未切削区边界与零件边界有重叠的部分。在利用未切削区边界创建清理未切削区材料操作时,系统只要用户指定了零件边界,刀具不会侵犯未切削区边界与零件边界的重叠部分。
6.“更多”选项卡
单击“切削参数”对话框中的“更多”选项卡,如图2-65所示。

图2-65 “更多”选项卡
1)【部件安全距离】:部件安全距离定义了刀具所使用的自动进刀/退刀距离。它为部件定义刀具夹持器不能触碰的扩展安全区域,如图2-66所示。
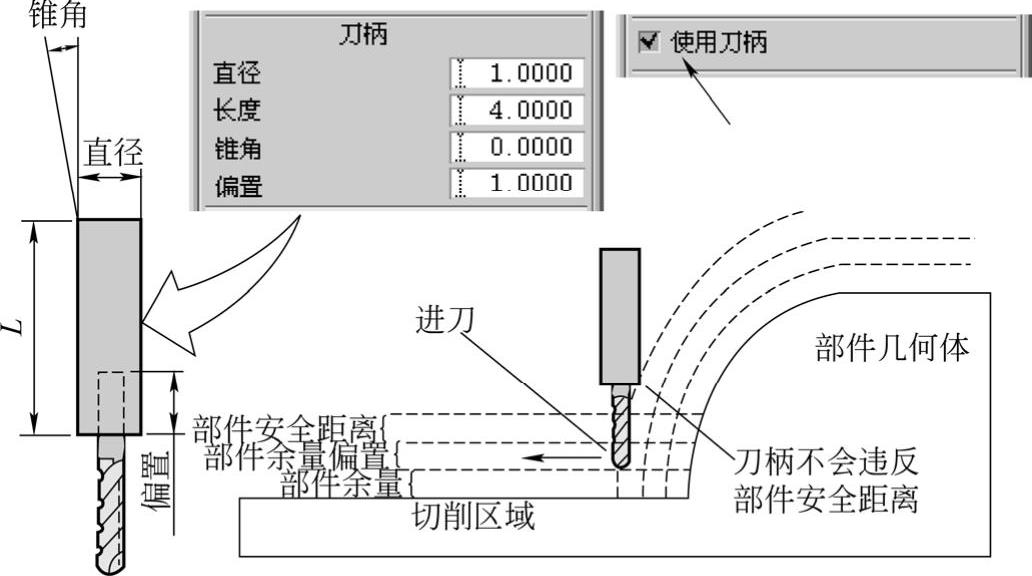
图2-66 安全距离示意图
2)【边界逼近】:当粗加工时,仿形零件曲线边界的曲线刀轨没有必要精确对应边界的形状,可以用多边形刀轨替代,以减少处理时间和数据。勾选“边界逼近”复选框,从靠近边界的第二刀开始,曲线刀轨变粗糙,如图2-67所示。
3)下限选项:用于指定刀具最低达到的范围,包括以下三个选项:
①〖使用继承的〗:选择该选项,系统将使用已经存在的下限平面作为当前操作的下限平面。
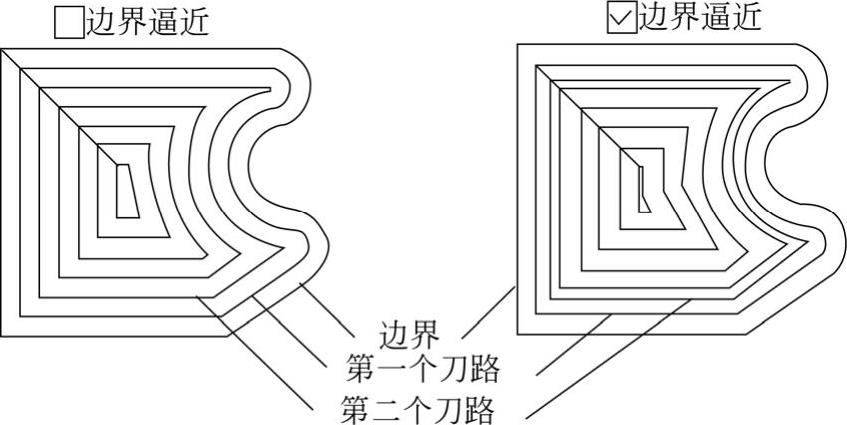
图2-67 边界逼近示意图
②〖无〗:选择该选项,不定义下限平面。
③〖平面〗:选择该选项,单击“指定下限平面”按钮 ,弹出“平面构造器”对话框。利用该对话框可选择或创建一个平面作为下限平面,系统以虚线三角形在图形区显示。
,弹出“平面构造器”对话框。利用该对话框可选择或创建一个平面作为下限平面,系统以虚线三角形在图形区显示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。