



电气传动的闭环控制系统可按照工作原理、输出的调节参数或完成的功能来进行分类。按照电气传动自动控制的原理,可把闭环控制系统分类为连续控制系统、继电器控制系统、脉冲控制系统和数字控制系统。
连续控制系统中的每个变量都随时间连续变化。以前的模拟控制系统就是典型的连续控制系统。闭环的连续控制系统的框图如图11-5所示。扰动主要来自工作机构上面的转矩扰动。图中X为控制量的给定值,F为反馈值。M为电动机,ω为转速。
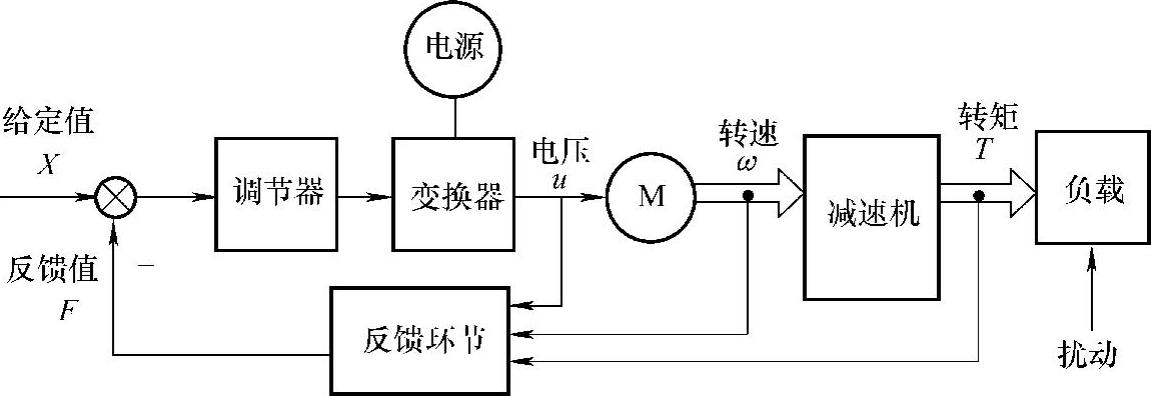
图11-5 闭环的连续控制系统的结构框图
继电器控制系统由继电器或接触器控制电动机的电压。继电器类元件可以输出两种稳定状态,即

式中 Un——电动机的额定电压。
继电器控制系统的控制特性如图11-6所示。闭环的继电器控制系统的结构框图如图11-7所示。
脉冲控制系统是正向通道中包含一个脉冲环节,这个脉冲环节把连续的控制信号变换成为具有一定规律脉冲列。应用最广泛的脉冲控制系统就是脉宽调制(PWM)的变频器。这种脉冲列的幅值恒定,宽度是可变的。
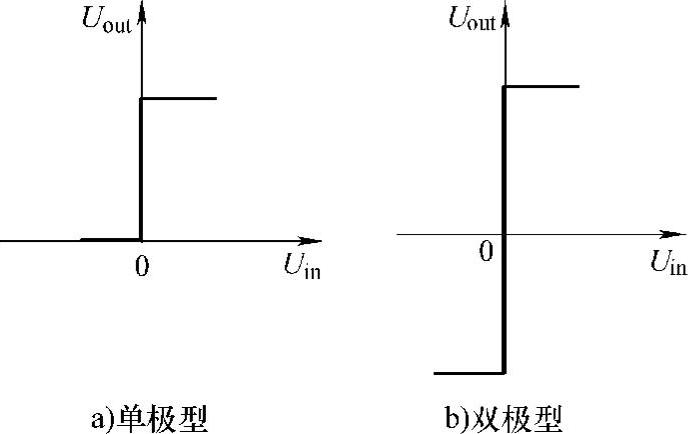
图11-6 继电器类元件的控制特性
数字控制系统的控制信号是二进制数字量。数字控制系统已经是当前电气传动控制的主流技术,其核心器件是微处理器。
如果按照输出量进行分类,闭环控制系统的可以分为转矩闭环控制、速度闭环控制和位置闭环控制。
转矩闭环控制系统多用于张力控制和位势负载控制控制,薄钢板卷取机、卷纸机、薄膜卷取机属于张力闭环的转矩控制,而高炉探尺则属于位势负载的转矩控制。
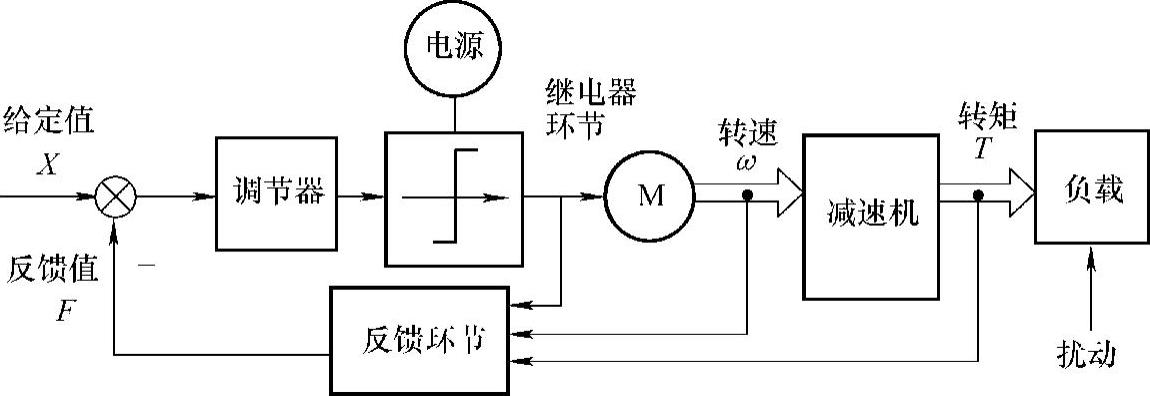
图11-7 闭环的继电器控制系统的结构框图
速度闭环控制保证实际速度跟随速度的设定值,这里又分为恒速控制系统和变速控制系统。(https://www.xing528.com)
-恒速控制系统
使生产机械保持速度恒定。这种控制应当使速度给定值保持不变,控制系统保证在外界干扰的情况下,使得实际速度保持不变。造纸机是这种系统的实例。
-变速控制系统
根据生产机械工艺要求,高精度宽范围地调节电动机的转速,电铲、起重机、轧钢机等生产机械是这种系统的实例。
位置闭环控制用于控制工作机构的位置,轧钢机的压下机构、机器人和机械手等都是采用位置控制的系统。根据位置控制的方式可以分为两大类置闭环控制:定位控制和随动控制。
-定位控制系统
只关注工作机构的起始位置和停止位置,不关注中间过程位移情况。例如飞剪的剪刃定位。
-随动控制系统
要使被控对象高精度地跟随位置给定值来运动,不但关注被控对象的起点和终点,而且更加注重整个过程的运动轨迹。
如果按照控制功能进行分类,闭环电气传动控制系统分为恒值控制、调速控制、随动控制、程序控制和自适应控制等系统。
恒值控制系统的主要特点是被控量(转矩、速度等)的给定信号在较长的时间里可以保持不变,即使在扰动影响下,被控量的实际值也应当保持不变。
调速控制系统中的速度给定值是由操作工设定或者由根据工艺要求来设定的,调速的精度应当达到预定的精度。
随动控制系统应当保证被控对象的位置要跟随时刻变化的给定信号。这种系统的例子有三坐标仿真铣床、雷达制导系统和飞行器机动操纵系统等。
程序控制系统是由计算机中的程序控制的,控制程序是按照控制规律编制好的,并存放在计算机中。数控机床就属于程序控制的一例。
自适应控制系统是根据控制对象本身参数或周围环境的变化,自动调整电气传动的控制参数以获得满意的性能。
电气传动中常见的控制方式往往是上述控制方式的组合形式。例如晶闸管-直流电动机的控制系统一般可以分为简单的电压闭环控制方式和标准的速度-转矩双闭环的控制方式。通用变频器的控制方式有系统参数控制、频率-电流V/f控制、矢量控制方式和直接转矩控制等方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。