



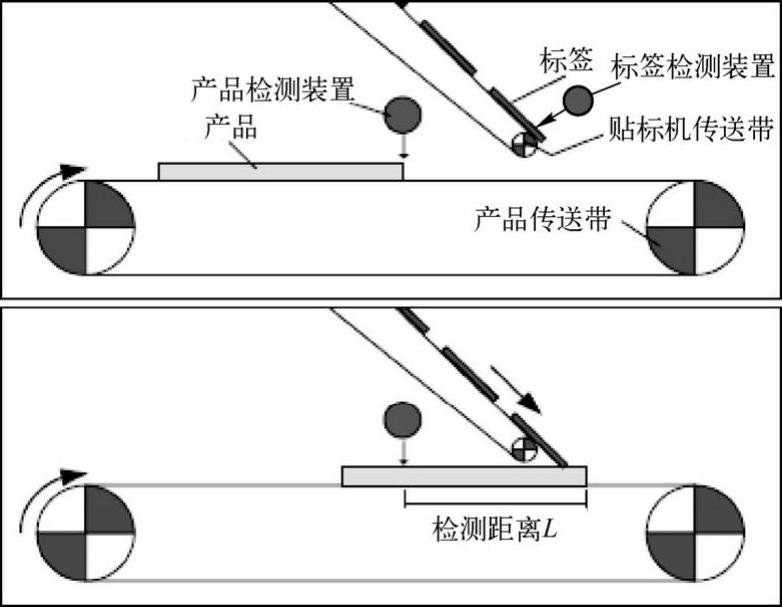
图5-25 贴标机操作原理
1.贴标机的应用
图5-25说明标签同步粘贴到产品的生产过程。整个运动控制系统由两个驱动轴组成:一个轴带动产品传送带,用于传送产品;另一个轴带动贴标机传送带,用于传送标签。贴标签的过程由产品检测装置触发,产品与标签之间存在检测距离的延迟,它取决于传送带的传送速度和检测传感装置安装位置和产品粘贴标签的位置。
标签检测装置检测到标签后,停止贴标机传送带的运转。当产品检测装置检测到产品后,根据检测距离L和传送带的线速度,计算出延时时间。当延时时间到,就起动贴标机传送带运转,使标签正好贴到产品的规定位置。当下一标签到达检测位置时,贴标机传送带停转,重复上述过程。
开始时,用起动按钮START启动过程,整个过程结束由操作人员按下STOP按钮结束。
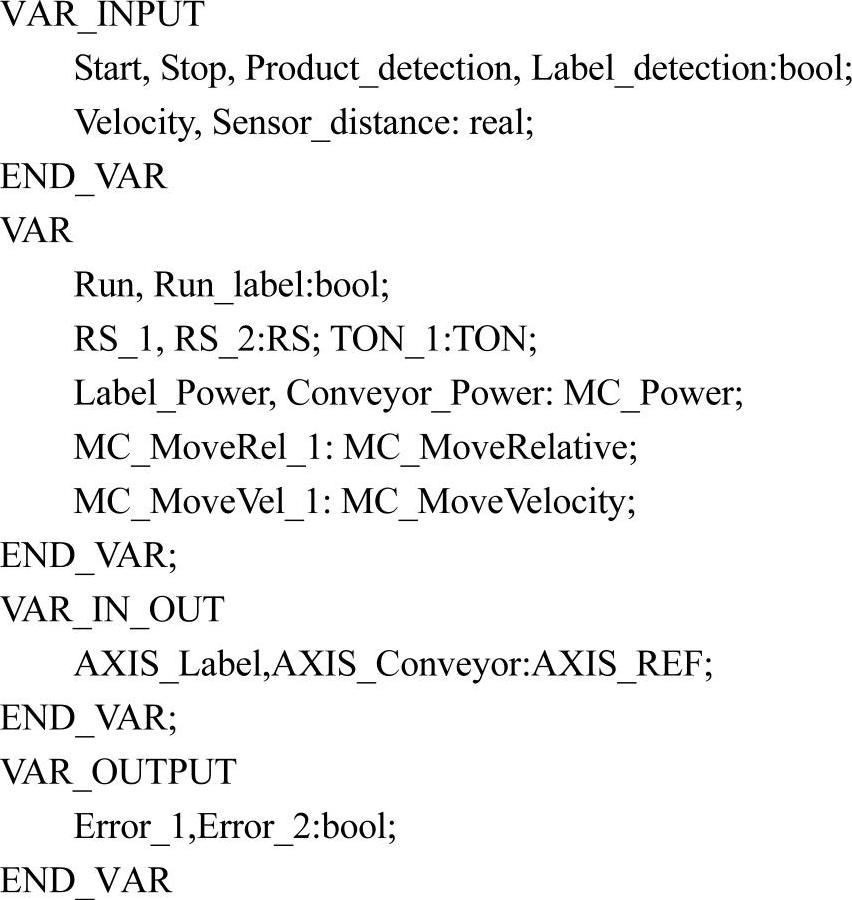
变量声明如下:
贴标机的FBD程序如图5-26所示。
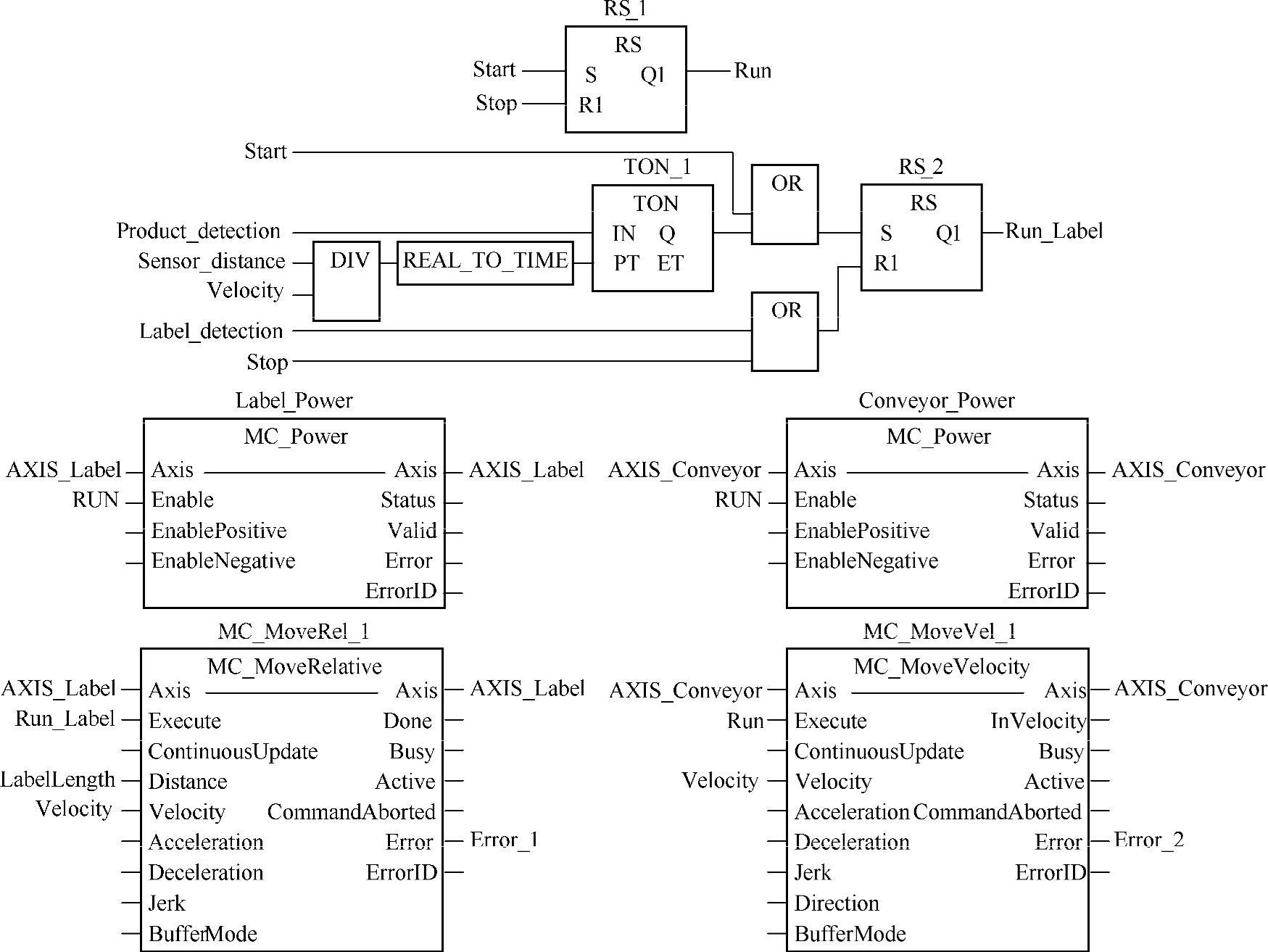
图5-26 贴标机FBD程序
Start和Stop按钮经RS实例RS_1产生Run信号,用于对Label_Power和Conveyor_Power上电。Start同时控制Run_Label使其激励。当标签到位,即标签检测装置检测到标签后,Run_Label失励,停止贴标机传送带的运转。当产品检测装置检测到产品后,根据传送带线速度Velocity和检测距离Sensor_distance,计算延时时间,作为产品移动的时间,使产品到达所需位置时重新起动贴标机传送带运转,将标签贴到产品上。
由于检测距离Sensor_distance除以线速度Velocity的结果是实数,因此,用REAL_TO_TIME函数,实现数据类型的转换。需注意,一些PLC厂商提供的定时器设定时间单位是毫秒,则程序中需要串接MUL函数,其另一输入的乘数是1000.0,用于将计算结果的秒转换至毫秒。
产品和标签同步移动,实现粘贴操作。该过程结束后,贴标机仍转动到标签检测位置到达处才停止运转,而产品传送带一直运转,直到产品检测装置检测到产品到达,并开始延时。
当需要停止整个过程时,操作人员按下Stop按钮,Label_Power和Conveyor_Power断电,同时,经RS_1,使Run和Run_Label失励,从而停止MC_MoveRel_1和MC_MoveVel_1。
当Label_Power或Conveyor_Power功能块出错时,相应的Error_1和Error_2输出,可用于报警。
2.仓储的应用
物流过程中,通常有货物取出和存入的操作过程。本示例是移动叉车的三个坐标轴来取出货物托盘。
X轴沿地面移动;Y轴沿所需的高度移动;Z轴移动叉车进入来取出托盘。操作过程为:顺序移动X轴和Y轴到所需的位置,一旦两个轴到达该位置,Z轴移动进入托盘下的搁板。然后,Y轴提升托盘规定的距离,从搁板上举起托盘,并移动Z轴退出到其原点,然后,将X轴和Y轴移动到各自原点或规定位置。
(1)简单方法(https://www.xing528.com)
简单方法不采用协调运动控制功能块,使用运动控制规范第一部分规定的运动控制功能块实现。
图5-27是FBD编程语言编写的程序。
图中,AXIS_X、AXIS_Y和AXIS_Z分别是三个轴参数,整个程序只使用MC_MoveAbsolute和MC_MoveRelative两种运动控制功能块,与其他运动控制的编程语言比较,其程序变得极其简单,十分有利于应用人员的培训和学习。
当START信号为真时,功能块实例MOVE_TO_X和MOVE_TO_Y分别以Velocity_X1和Velocity_Y1移动货叉到所需的位置POS_X和POS_Y,达到规定位置后,各自的Done输出为1,经“与”逻辑运算,使MOVE_TO_Z实例执行货叉插入托盘的操作。达到其相对位置POS_Z后,用LIFT_Y实例将托盘提升规定的相对距离POS_Y3。然后,经QUIT_Z功能块实例的执行,将载有货物的托盘退出,使Z轴达到其绝对位置(原点)0.0。最后,同时启动X_TO_ORIGIN和Y_TO_ORIGIN功能块实例,使货叉带着载有货物的托盘回复到各自的原点。如果需要到其他规定的绝对位置,只需要设置各自对应的Position即可。图中,加、减速度是恒定值,加加速度是零,程序中未列出,下同。
图5-28是程序中各信号的时序图。
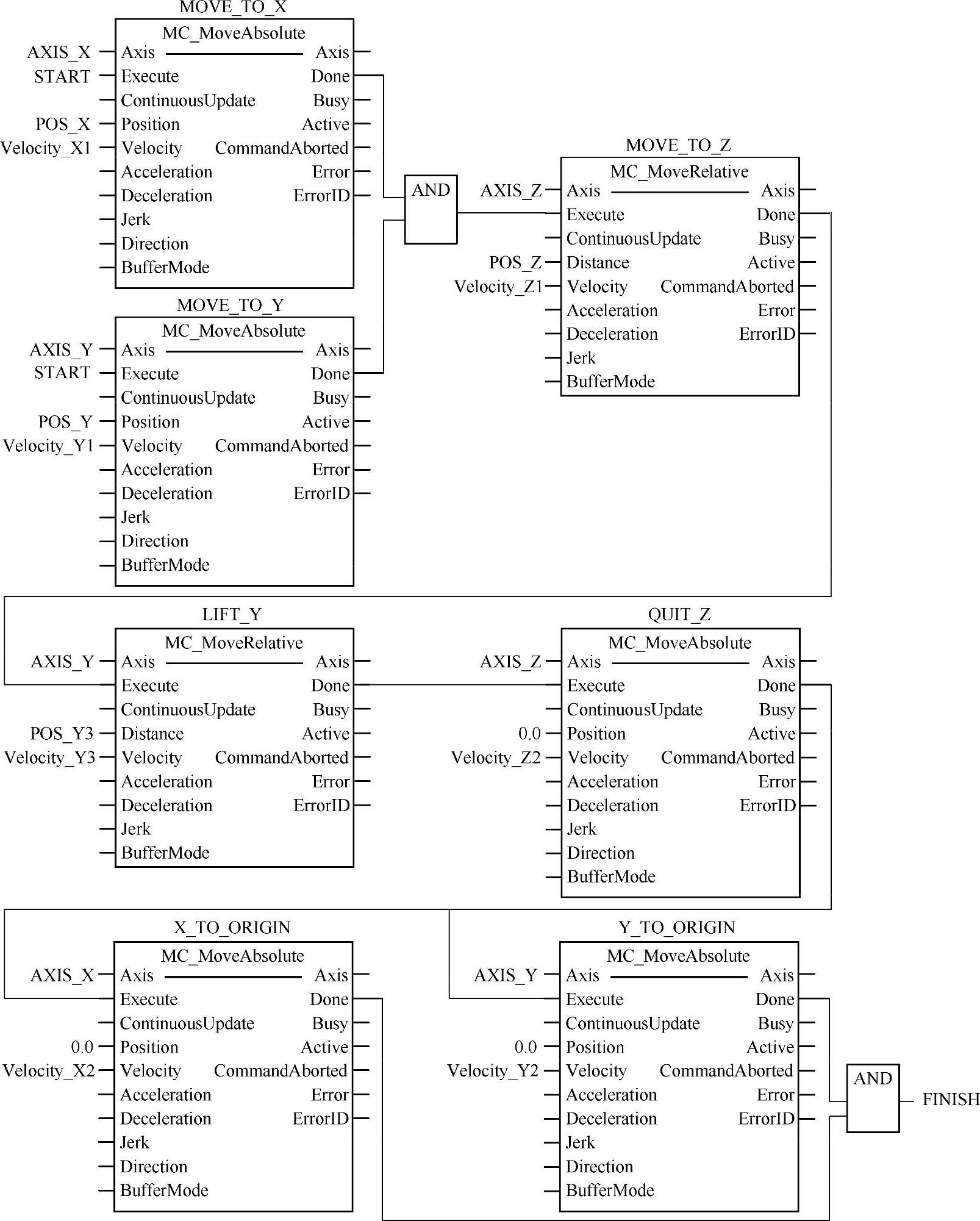
图5-27 货架取货的FBD程序
实际应用中,Velocity_X1和Velocity_Y1可用最大速度,当货叉有货物时,Velocity_X2和Velocity_Y2可选较小的速度,由于POS_Z距离较小,因此,Velocity_Z1和Velocity_Z2的值可较小。POS_Y3是相对距离,应根据托盘下部高度和货叉插入位置等确定,例如,可取100.0mm。
(2)协调运动的方法
协调运动控制是将X、Y、Z轴组成一个轴组XYZGroup,同时,可在X、Y轴还未到达规定位置时就起动Z轴的运动,这可采用协调运动的过渡模式TMCornerDistance,并假设货叉与货架之间的距离是Distance_1,并用前面的功能块触发缓冲移动的使能端Execute。
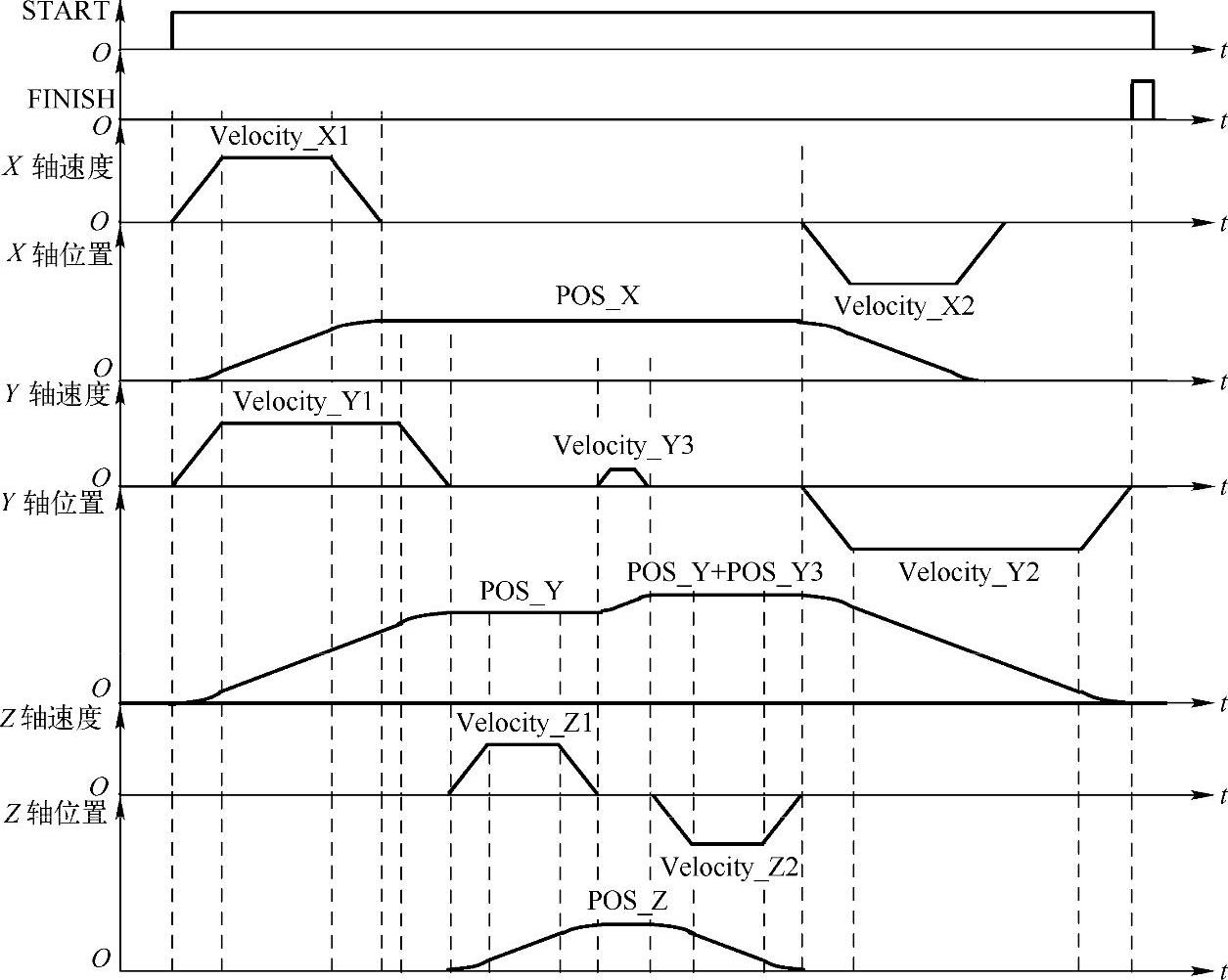
图5-28 简单方法的信号时序图
图5-29是用协调运动控制功能块实现上述控制要求的时序图。图5-30是FBD程序。
协调运动控制的优点是Z轴可在X和Y轴还没有到达规定位置时可根据过渡模式移动。但混成模式有改变。
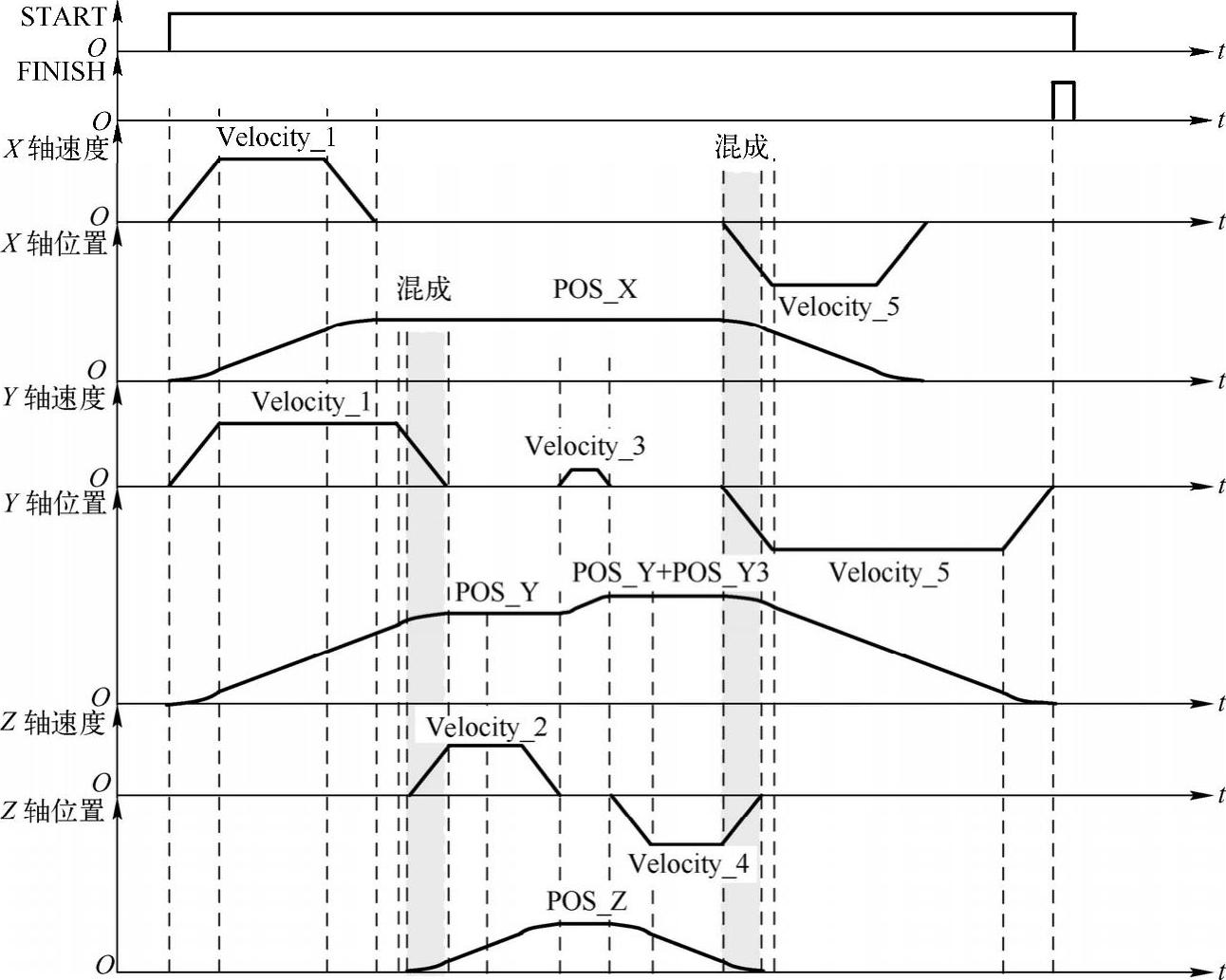
图5-29 协调运动方法的信号时序图
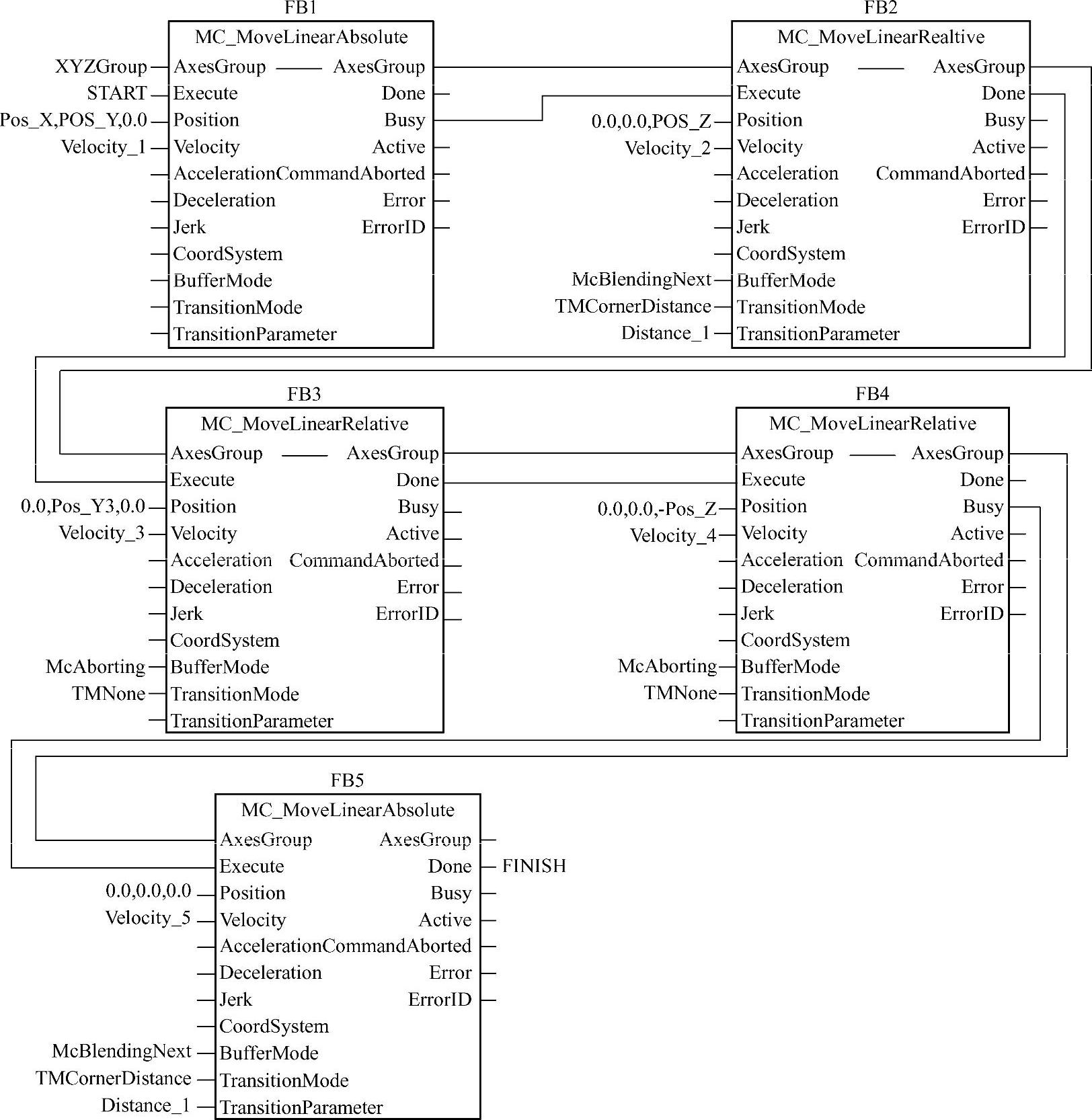
图5-30 协调运动控制的FBD程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。