



图12-4所示为焊缝位于钢板中部的一对接焊件,其中:(+)表示拉应力,(-)表示压应力。

图12-4 对接平焊时的应力与变形
a)加热过程 b)冷却过程
焊接时,沿焊缝方向温度最高,与焊缝平行的钢板两侧边缘温度最低。焊缝热影响区的温度分布如图12-5所示。假设钢板上各部分金属均能自由伸长,不受周围金属的牵制,根据金属材料热胀冷缩及伸长量与温度成正比的特性,可以断定焊缝区的自由伸长量最大,与焊缝平行的钢板两边缘伸长量最小,如图12-4a中虚线所示。事实上,焊件是一个整体,各部分的伸长不可能自由进行,而是互相牵制的,焊件端面只能较均衡地伸长。焊缝区的高温金属因受两侧金属的阻碍,产生压应力,远离焊缝区的金属则受到拉应力。由于焊缝区的温度较高,当压应力超过屈服强度时,该部分金属会产生热塑性变形(变形量等于图12-4a中虚线围绕的空白部分)。此时焊件中的压应力与拉应力达到了平衡,焊件比原来尺寸伸长了Δl。
图12-5 焊缝热影响区的温度分布
由于焊缝区在加热时产生了热塑性变形,所以焊件冷却后的长度要比原来的短。从理论上讲,焊件缩短的长度应等于热塑性变形的长度,如图12-4b中虚线部分所示。由于中间部分金属的收缩同加热过程中一样,受到两侧金属的牵制,所以它的实际收缩量只能达到图12-4b中的实线位置,焊件的长度比原来缩短了Δl。焊件中部由于没有充分收缩,产生了拉应力,两侧产生了压应力。这些产生于焊件内部的应力称为焊接残留应力,收缩量Δl称为焊接变形量。
焊缝金属和焊缝附近金属除了沿焊缝方向(纵向)受热膨胀或冷却收缩外,沿垂直于焊缝的方向(横向)也会膨胀和收缩,导致产生横向热塑性变形和焊接应力,使焊件横向收缩,如图12-6所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图12-6 焊缝的纵横收缩与变形
a)纵横收缩 b)焊件变形
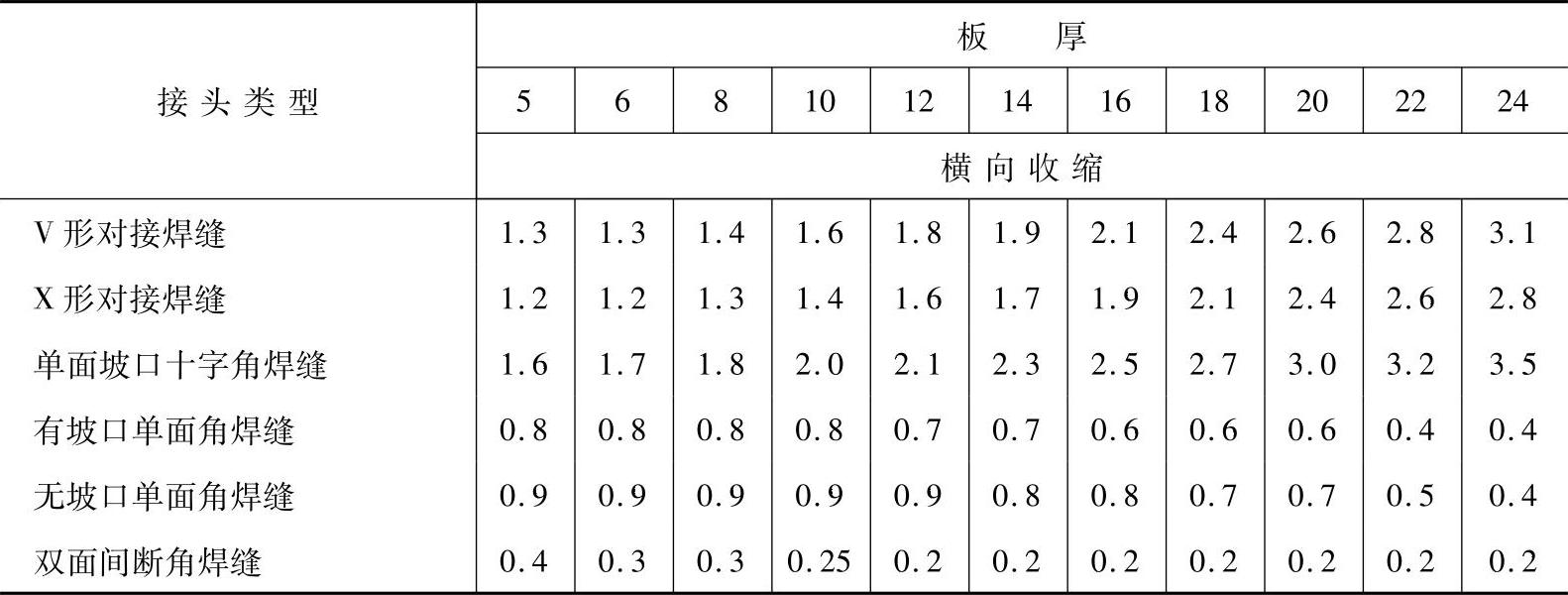
一般焊缝的横向收缩量要大于纵向收缩量。纵向收缩与焊缝长度有关,横向收缩与板厚和坡口形式等因素有关,与焊缝长度无关。焊缝纵向收缩近似值与横向收缩近似值分别见表12-1和表12-2。
表12-1 焊缝纵向收缩近似值(单位:mm/m)

注:表中的数据是在宽度约为15倍板厚的焊缝区域中的纵向收缩量,仅适用于中等厚度的低碳钢板。
表12-2 焊缝横向收缩近似值(单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。