



材料消耗定额是指在一定的生产技术组织条件下,制造单位产品或完成单位生产任务所消耗的材料数量标准。材料消耗定额属于生产定额的工作内容。焊接用的主要原材料包括板材、型材、管材、锻材、铸钢件和非铁金属铸件等。除此之外还有在产品的总装或部件装配时与焊接部件连接的金属制品和外购件。
焊接用的各种焊条和焊丝(填充丝)属于主要的焊接材料,因为它们作为产品的组成部分而附在焊接部件上。对不同化学成分的被焊基体材料和焊接方法,应选用不同的焊接材料,这是保证焊缝质量和提高功效的重要因素。
尽管焊接方法的种类较多,但焊接原理基本相同,因此焊接材料消耗定额的计算方法也大致相同。
(1)焊接原材料消耗定额的确定 在已知由轧制材料制成的焊接部件的重量时(按图样),焊接主要原材料消耗定额就是部件重量乘以材料的消耗系数。
(2)焊接材料消耗定额的计算 焊接材料的消耗定额一般是以焊缝熔敷金属重量(或熔剂的消耗量),加上焊接过程中的必要损耗,如烧损、飞溅和烬头等来计算,即
Cx=PfKhLh或
Cx=PtLh
式中 Cx——焊接材料消耗定额(g);
Pf——每米焊缝熔敷金属重量(g/m);
Kh——定额计算系数;
Lh——焊件焊缝长度(m);
Pt——每米焊缝焊接材料消耗量(g/m)。
1)每米焊缝熔敷金属重量Pf的计算。每米焊缝熔敷金属重量Pf的计算公式为
Pf=Fhρ
式中 Fh——焊缝熔敷金属横截面面积(mm2);
ρ——熔敷金属的密度(g/mm3)。
2)定额计算系数Kh的计算。定额计算系数Kh的计算公式为
式中 αsf——焊接材料的烧损、飞溅损耗率(%);
αj——焊接材料的烬头损耗率(%)。
①焊接材料的烧损、飞溅损耗率αsf的计算公式为
式中 Pr——熔化焊料重量(g);
Pf——熔敷金属重量(g)。(https://www.xing528.com)
②焊接材料的烬头损耗率αj的计算公式为
式中 Pj——焊接材料烬头重量(g);
Ph——焊接材料重量(g)。
在实际工作中,一般都通过生产测定法分别确定各种焊接方法的定额计算系数Kh、每米焊缝熔敷金属重量Pf和每米焊缝焊接材料消耗量Pt,然后再按公式计算各种焊接方法时的焊接材料消耗定额。表11-3为焊条电弧焊的焊条损耗率和定额计算系数。
表11-3 焊条电弧焊的焊条损耗率和定额计算系数

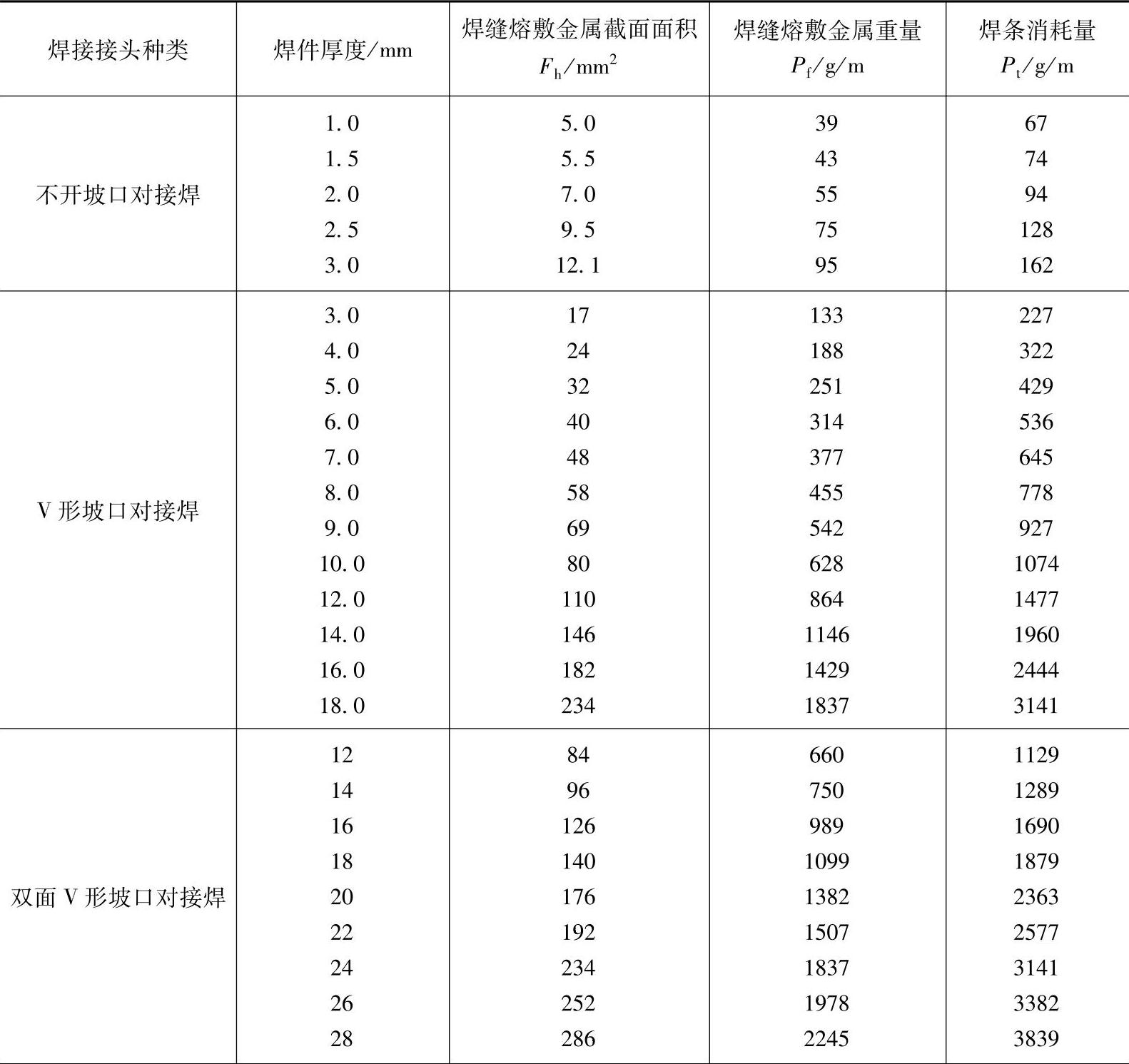
表11-4为焊条电弧焊每米焊缝熔敷金属重量和焊条消耗量。
表11-4 焊条电弧焊每米焊缝熔敷金属重量和焊条消耗量
(续)
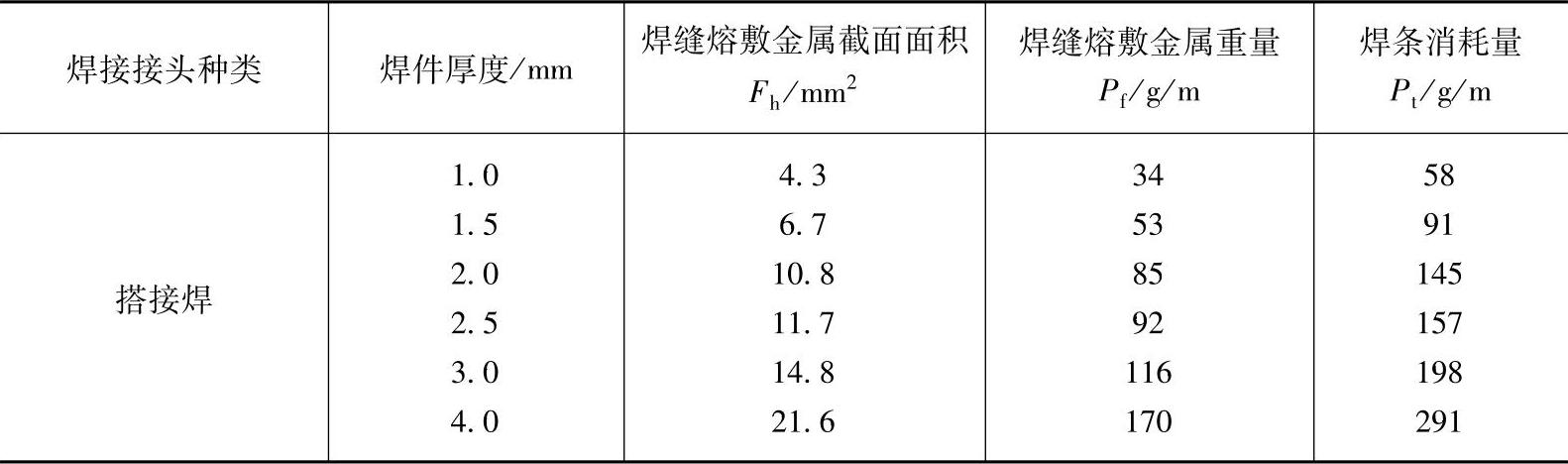
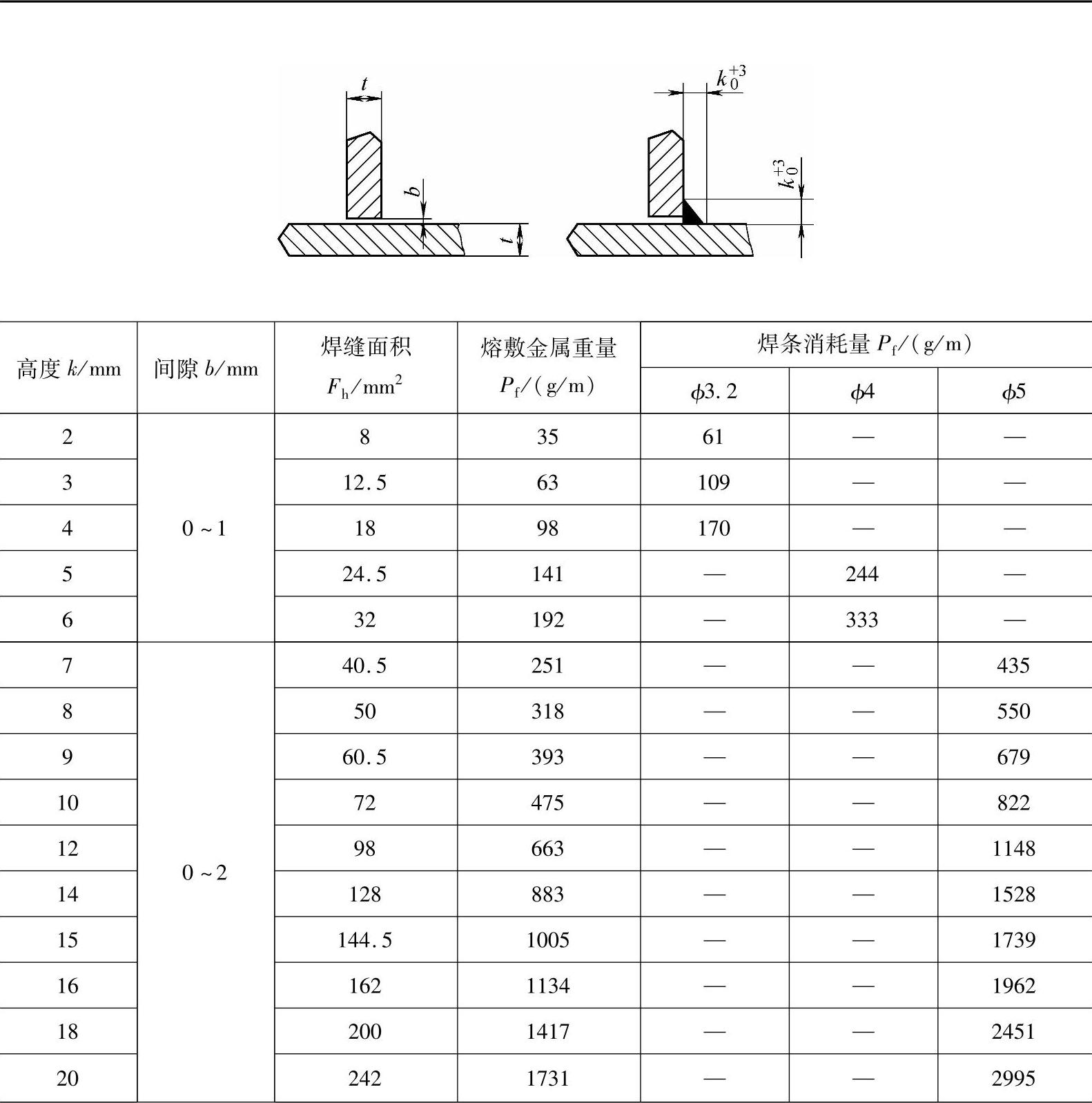
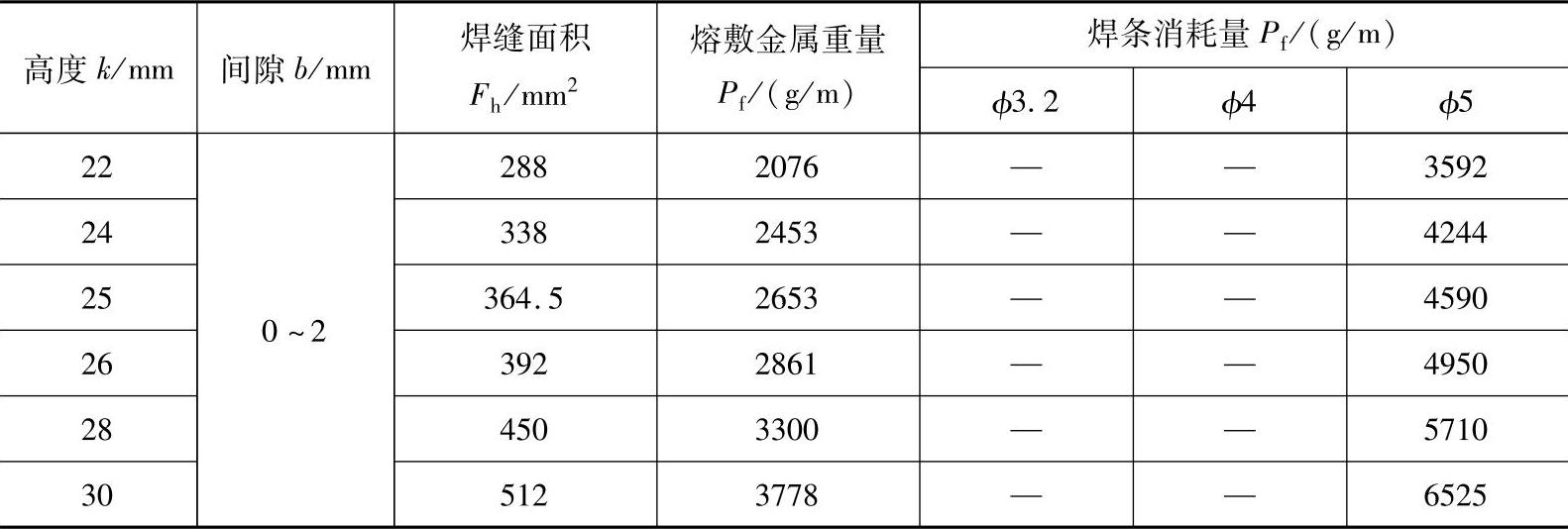
表11-5为焊条电弧焊角焊缝每米焊缝熔敷金属和焊条消耗量。
表11-5 焊条电弧焊角焊缝每米焊缝熔敷金属和焊条消耗量
(续)
注:1.K值由设计者选定,K+3为焊接最大允许量。
2.焊缝面积按K+2计算。
3.熔敷金属应按K+1折算。
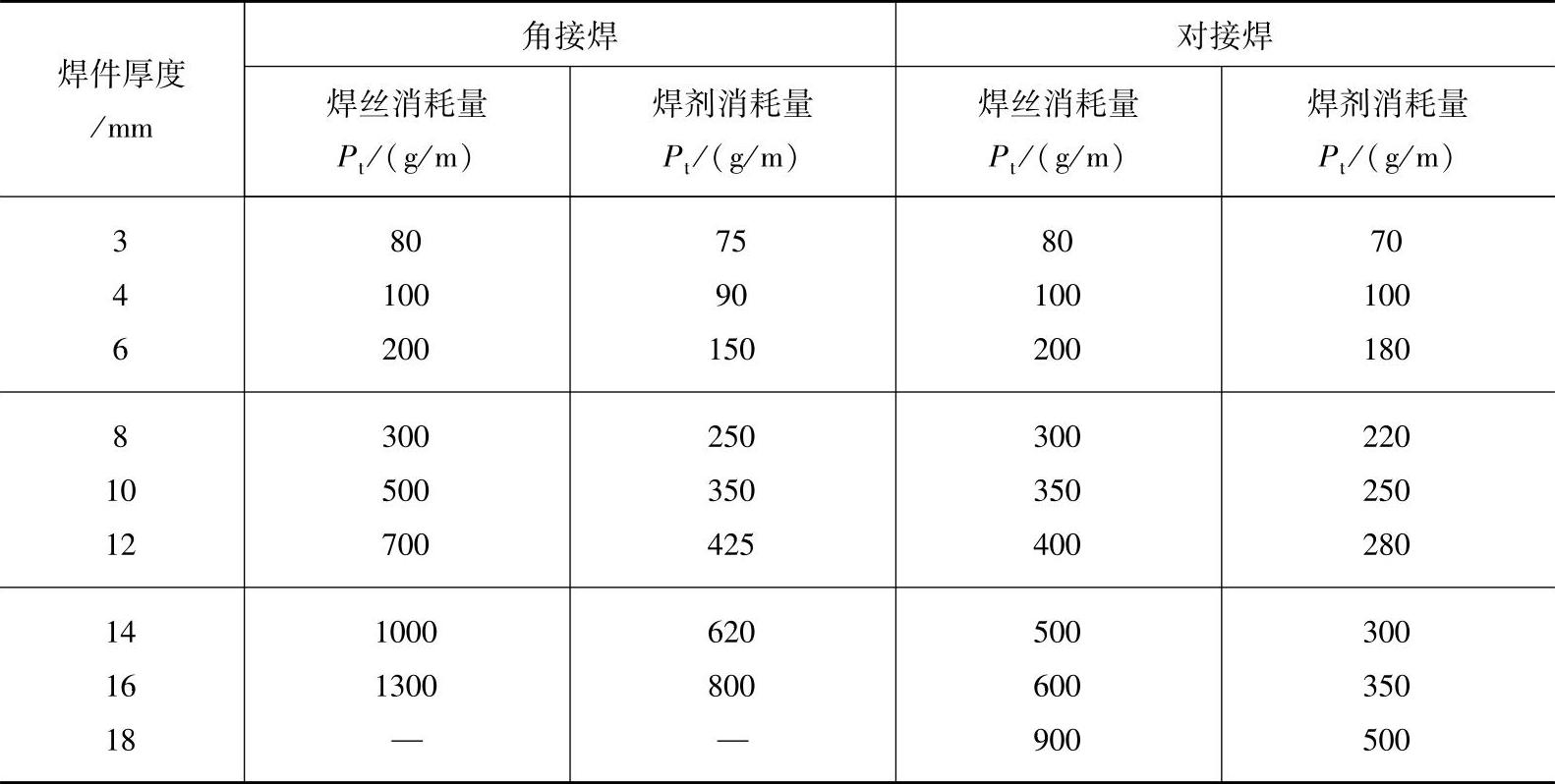
表11-6给出了自动埋弧焊每米焊缝的焊丝、焊剂消耗量。
表11-6 自动埋弧焊每米焊缝的焊丝、焊剂消耗量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。