



油罐的底板也是由很多块钢板拼焊而成(采用搭接焊缝)。根据油罐底板料排列位置的不同,可分为有围边及无围边圆环两种。两种形式的罐底除有无围边区别外,其他都是一样的,每块钢板之间均采用搭接焊缝。图11-12a所示的为有围边的罐底,图11-12b所示的为无围边的罐底。
图11-12a所示罐底的围边钢板之间的连接采用对接形式,因为围边钢板要与罐壁焊接在一起(罐底与罐壁接触的一圈必须是平的);同样道理,图11-12b所示罐底靠边缘的底板之间的连接也是从搭接过渡到对接,否则与罐壁的连接是不能焊接的。
边缘板的连接采用对接,是将其中一块钢板切割一个斜口,往下压与另一块钢板形成对接焊缝形式,如图11-13所示。应该说明的是:有围边的罐底是从搭接过渡到对接,然后再与围边板焊接,而围边板之间的连接采用对接焊,必须事先焊好。
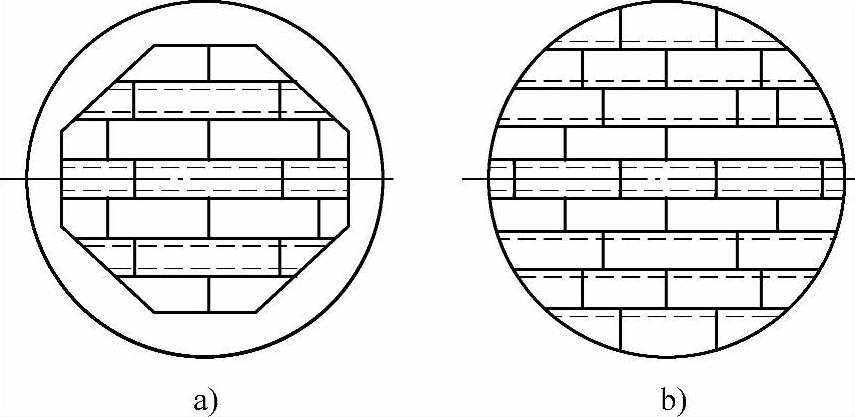
图11-12 罐底结构(https://www.xing528.com)
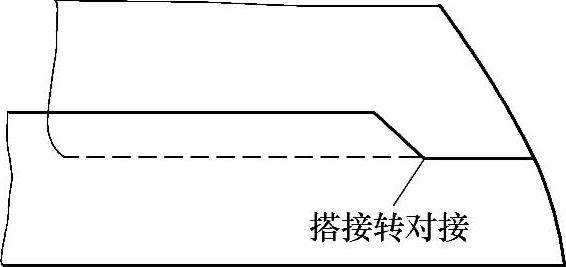
图11-13 罐底板搭按转对接示意图
焊接次序是罐底焊接变形大小的关键,可按罐底板料排列的顺序先将罐底铺好就位,所有钢板(即罐底钢板)都定位焊好(最好用楔子固定),再根据罐底全部焊缝的数量,配备适当数量的焊工进行焊接。焊接时,必须先焊短焊缝(也叫纵焊缝)。为减小变形,最好采用逐步退焊法(搭接焊转平焊一段暂留出不焊),短缝焊完后,再焊接长焊缝(也叫横焊缝)。焊接长焊缝时,必须从中间起焊,然后分段逐步退焊。根据经验,分段越多时,变形越小。在长焊缝焊到搭接转对接缝时,同样留出暂不焊,待所有长焊缝(横焊缝)全部焊完后,上罐壁前再焊接所有罐底和与罐底接触的对接平面焊缝。
图11-12b所示罐底的边缘板与罐底其他钢板的搭接焊缝必须留出暂不焊,待与罐壁板找正定位焊好,并将罐壁与底板之间的丁字焊缝焊完后再进行焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。