



铸铁与低碳钢焊接时,由于铸铁在冷却结晶过程中对冷却速度十分敏感,而且强度低、硬而脆、塑性差,因而焊接性很差。二者在焊接时主要存在以下问题:
1)铸铁与钢焊接时,受铸铁与钢化学成分的不同和焊接冷却速度的影响,在焊接接头容易出现白口组织及淬硬组织。
2)铸铁与钢的焊接接头容易产生裂纹。
3)铸铁与钢的焊接接头容易出现气孔。
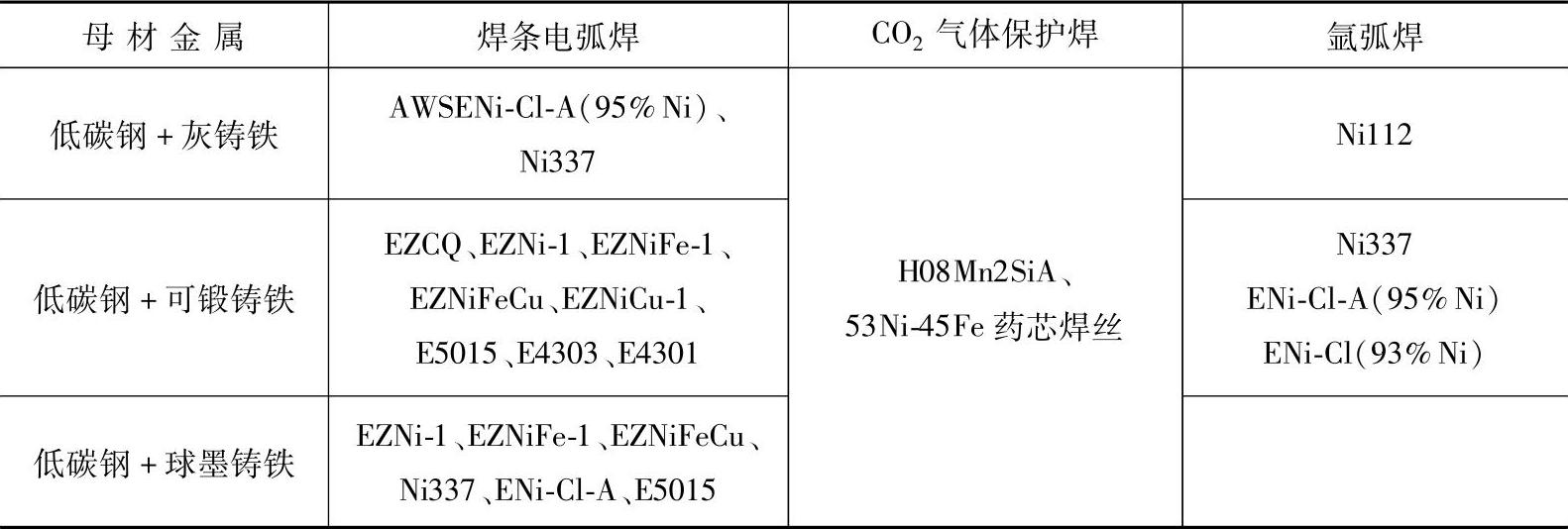
焊接时,可以先在铸铁一侧用小直径的镍基焊条或铸铁焊条堆焊过渡层,堆焊要间隔、交错和分段进行,再用J507焊条等在过渡层上堆焊中间层,最后用J507焊条将钢与铸铁焊接起来。铸铁与钢的焊接材料选用见表10-58。
表10-58 铸铁与钢的焊接材料选用
铸铁与低碳钢的焊接通常有电弧热焊法及电弧冷焊法。
1.电弧热焊法
选用铸铁芯焊条(在焊芯外面涂石墨化药皮),通过焊芯和药皮向焊缝过渡碳、硅等石墨化元素,也可选用钢芯石墨化药皮焊条Z208,通过药皮向焊缝过渡石墨化元素。
焊前将铸铁件被焊部位加热到400~600℃,此时铸铁的屈服强度很大,内应力很小,可以大大减少裂纹倾向,防止出现白口组织。
热焊时,电弧稍倾向铸铁母材金属侧,焊接过程中两种母材金属温度不低于400℃,否则易出现裂纹。采用直径为4mm的Z208焊条焊接时,电弧长度为3~5mm;采用直径为10mm的铸铁芯焊接时,电弧长度为8~10mm。焊接坡口根部和边缘时,不要用电弧直接加热该部位,通过熔池金属将热量传至坡口使之熔化,这样既可保证焊缝的熔合比,又能避免咬边或熔合不良等缺陷。
焊接电流的选择参考单独焊接灰铸铁的工艺参数。焊接电流过大,两种母材金属熔化量过多,对焊缝石墨化不利。
焊后进行消除应力热处理,即将冷却至100~200℃的焊接接头加热到600~620℃,每25.4mm保温1h,然后缓冷(冷却速度28℃/h),以防止产生裂纹,降低硬度,也可采用石棉垫或草木灰覆盖缓冷至常温。(https://www.xing528.com)
2.电弧冷焊法
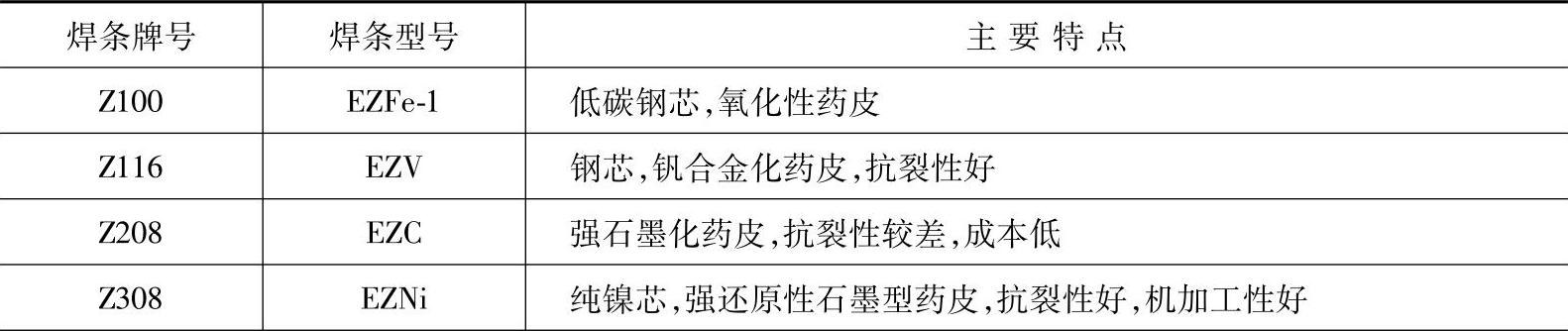
用电弧冷焊法对灰铸铁与碳钢进行焊接时,宜选用高镍、镍铁等焊条,电弧冷焊焊条的选择见表10-59。焊条必须进行150℃~200℃烘干,保温1~2h。
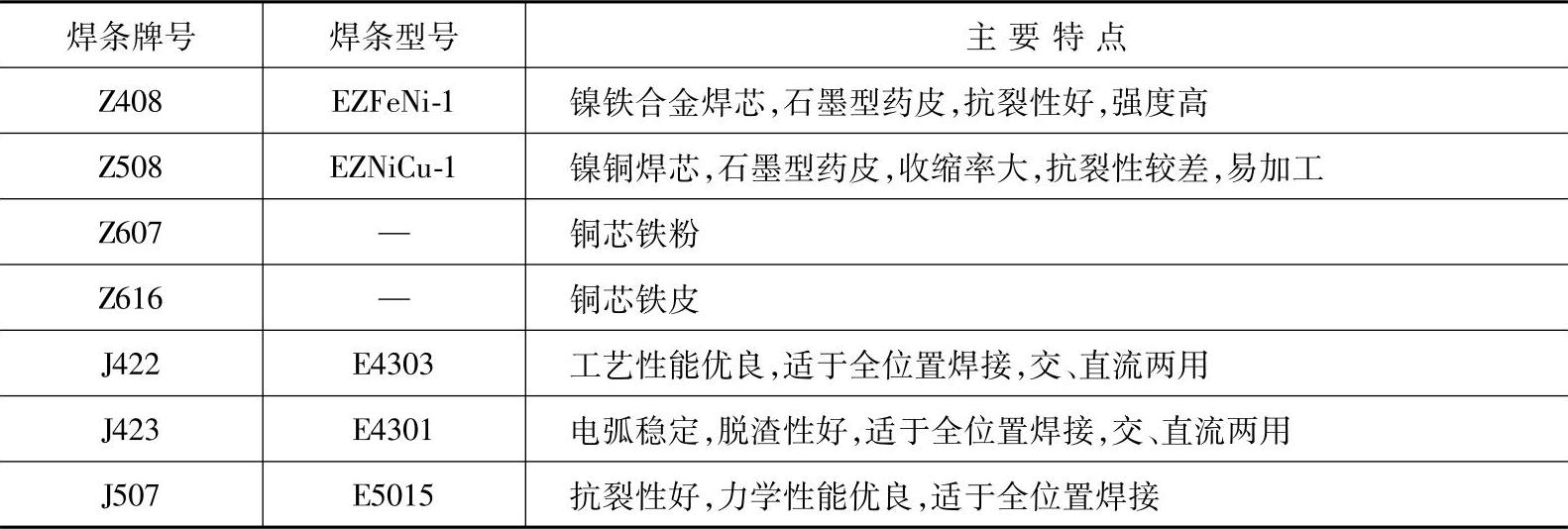
表10-59 铸铁与碳钢电弧冷焊焊条的选择
(续)
焊前认真清理灰铸铁与碳钢的接头表面,露出纯净的基体金属。焊接坡口参照碳钢的坡口形式及尺寸。采用对接接头时灰铸铁一侧开35°~45°的单面V形坡口,碳钢一侧开15°~25°的V形坡口。搭接时,灰铸铁一侧开20°~25°的V形坡口。装配间隙要尽量小,通常为0.5~2.0mm。可用栽丝法来提高焊接接头的强度。
当刚度大的碳钢和有白口倾向的铸铁进行焊接时,应先对被焊接头进行退火或回火处理,以便消除残留应力。
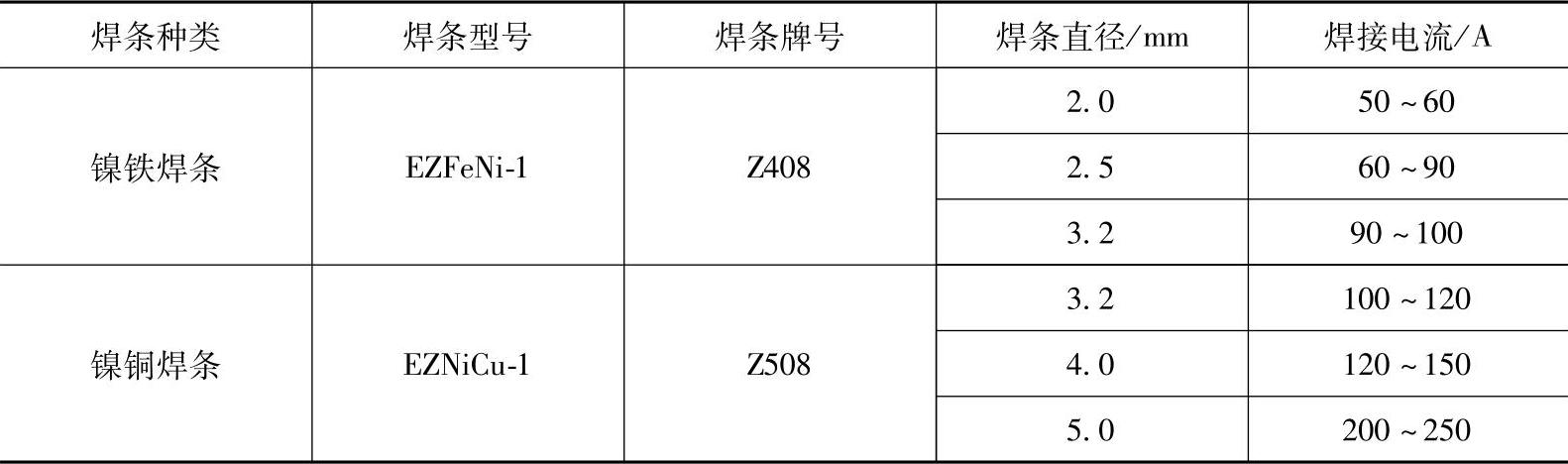
通常可以先在铸铁一侧用小直径的镍基焊条或铸铁焊条堆焊过渡层,堆焊要间隔、交错和分段进行,再用碳钢焊条在过渡层上堆焊中间层,最后用碳钢焊条将中间层与钢焊接起来。铸铁与碳钢电弧冷焊采用镍基焊条时的焊接参数见表10-60。
表10-60 铸铁与碳钢电弧冷焊采用镍基焊条时的焊接参数
焊接过程中要采用小电流、小热输入、窄焊道、短弧操作、锤击焊道等工艺措施。焊接完成的接头必须缓慢冷却,如果发现裂纹等缺陷,用电弧吹掉并重新焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。