



铝及铝合金的熔点较低,操作较困难,对焊工的熟练程度要求较高;一般只在无气焊、氩弧焊场合或氩弧焊、气焊枪难以插入的场合,对板厚大于2mm的情况下采用;主要用于纯铝、铸铝、铝锰合金及部分铝镁合金结构的焊接和补焊。
铝及铝合金焊条电弧焊的焊接要点主要有以下方面:
1.焊条的选用及使用
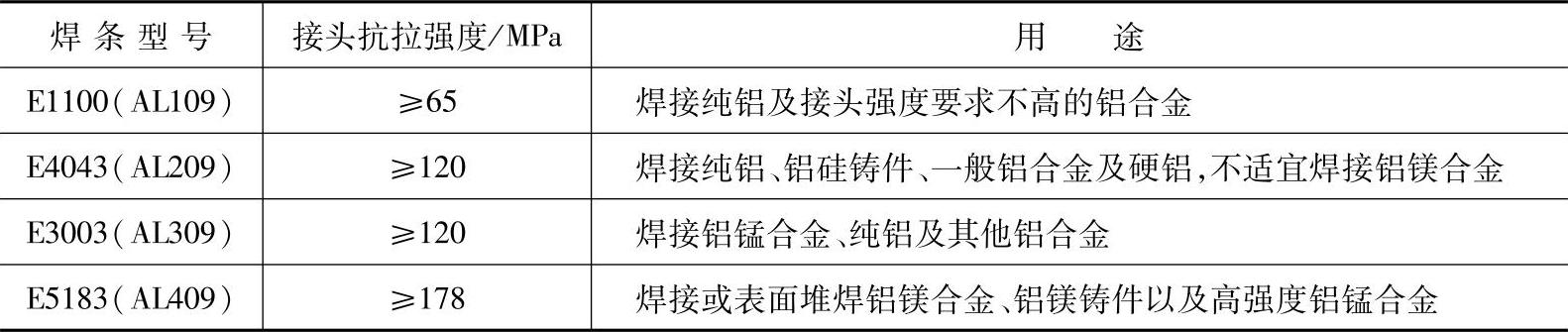
纯铝焊条主要用来焊接铝及对接头性能要求不高的铝合金,铝硅焊条的焊缝具有较好的抗裂性能,铝锰焊条有较好的耐蚀性,铝镁焊条有较高的强度。铝焊条药皮均为盐类,易受潮,因此应存放在干燥处。常见的铝及铝合金焊条的性能与用途见表10-31。
表10-31 常见铝及铝合金焊条的性能与用途
焊条使用前应经150℃左右烘焙1~2h,使用时储存在干燥密封好的焊条筒内,避免受潮。采用直流电源焊接,焊条接正极。
2.坡口的开设
板厚小于6mm可不开坡口,板厚为6~12mm开V形坡口,板厚大于12mm时开夹角为70°的X形坡口。
3.焊前清理
焊前清理是保证铝及铝合金焊接质量的重要工艺措施。施焊前应严格清除工件焊口处的氧化膜和油污,否则焊缝会产生熔合不良。清洗质量的好坏也会直接影响到焊缝的气孔倾向和力学性能。
4.垫板
铝在高温时强度很低,焊接时金属往往容易下塌。为了保证焊透而又不致塌陷,常采用垫板来托住熔化金属,垫板可以用石墨板、不锈钢板或碳钢板等,垫板表面开一个圆弧形槽,以保证焊缝反面成形。一般现场施焊时,要求不加垫板,单面焊接双面成形,但要求操作熟练。(https://www.xing528.com)
5.焊前预热
薄的铝件一般不用预热。厚度超过5mm的铝件,为了使焊口附近达到所需要的焊接温度以防止变形、减少气孔等缺陷,焊前应进行预热,一般将工件慢慢加热到100~300℃,可用氧乙炔焰、电炉或喷灯来加热。
6.操作要领
引弧或接头处起弧时电弧宜长些,使焊条端头产生熔滴喷射,在熔池内充满液态金属后要逐渐缩短电弧长度。熄弧时需填满弧坑,然后缓慢将电弧移去。铝焊条的熔化速度比钢焊条大三倍左右,因此要采用快速焊接。焊接过程中,焊条应垂直于焊件表面作往复直线运动,电弧应尽量短,以防止金属氧化、减少飞溅和增加熔透深度。更换焊条必须快速进行。对厚大焊件需采取预热措施。
铝镁铸件的焊补应该采用较细的焊条和较小的焊接电流,防止电流过大时产生塌陷,但铝铸件焊补的焊接电流应比焊接板材稍大些。焊补铝铸件多条裂纹时,应先焊补小裂纹,再焊补大裂纹。长裂纹采用分段焊补,即每段长度为60~70mm,先从裂纹中间向一端焊去,再回到裂纹中间向另一端焊去。
多层焊接或焊补应逐层清渣,以免引起夹渣。焊接结束后,应仔细清除焊件表面焊渣,以防止焊件腐蚀。
铸件焊补后应进行整体退火,退火温度为300~350℃,并进行缓冷,以改善焊缝金属组织和消除焊接的残留应力。
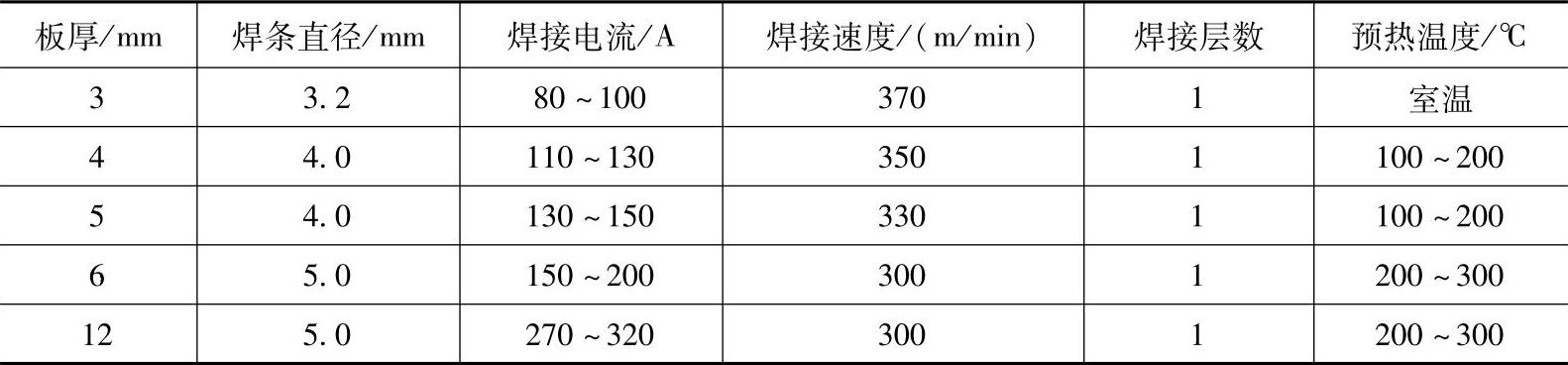
表10-32给出了铝和铝合金焊条电弧焊的典型焊接规范。
表10-32 铝和铝合金焊条电弧焊的典型焊接规范

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。