



电弧热焊就是焊前将铸铁母材被焊部位预热到600~700℃(暗红色),然后进行焊接,焊后再进行缓冷的焊接方法。
1.灰铸铁电弧热焊的一般要求
施焊前去除铸铁和钢表面的氧化皮、油脂、水分。焊条可选用Z208、Z408或结构钢焊条J422、J507。焊接时要始终保持焊件温度在焊接过程中不低于400℃,连续焊接,更换焊条时动作要快,焊缝要缓冷。焊后在650℃左右进行消除应力的退火处理,并在炉中缓慢冷却。
2.灰铸铁电弧热焊的焊接要点
铸铁电弧热焊法的三个关键环节是:选择正确的加热部位、控制加热温度和焊后缓冷。
(1)预热 预热设备一般用焦炭地炉火箱式电炉,也可用其他简易木炭、木柴炉。当铸件尺寸不大时,可以整体预热至600~700℃;当铸件尺寸较大时,铸件壁厚不均匀处有缺陷,如果能找出减应区,应将减应区与焊补区一同预热至600~700℃;如果结构形式比较复杂,减应区不易找到,则可进行局部加热,例如加热缺陷所在的一个角或半个左右的铸件,加热温度同样在600~700℃之间,这样也可以减少应力,避免热裂纹的产生。
(2)操作要点 焊芯直径为6~10mm,选用焊接电流为每毫米焊芯直径50~60A,弧焊电源交、直流均可。焊接规范均用大电流,只是在焊边角或焊补穿透缺陷的底部时电流要小些。
对小而浅的缺陷要开成扩大的坡口,坡口一般呈圆形,面积需大于800mm2,深度大于7mm,坡口角度为20°~30°,坡口内壁要比较光滑,如图10-14所示。(https://www.xing528.com)
为了防止熔化金属流失,在坡口边缘四周要用黄泥条或耐火泥造型(图10-15a);如果缺陷位于焊件边缘,可用黄泥、石墨板或耐火砖造型(见图10-15b)。造型要牢固可靠,以免焊接过程中脱落。施焊前用气焊火焰将补焊处的油污连同造型材料中的水分除掉。
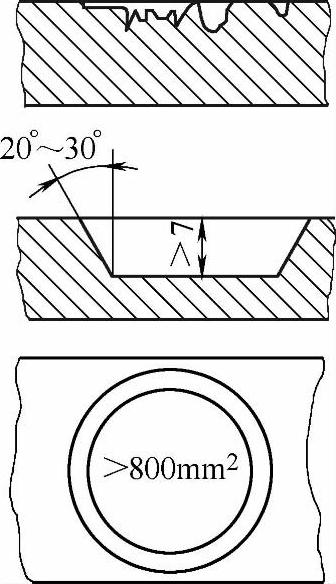
图10-14 小而浅缺陷的坡口形式
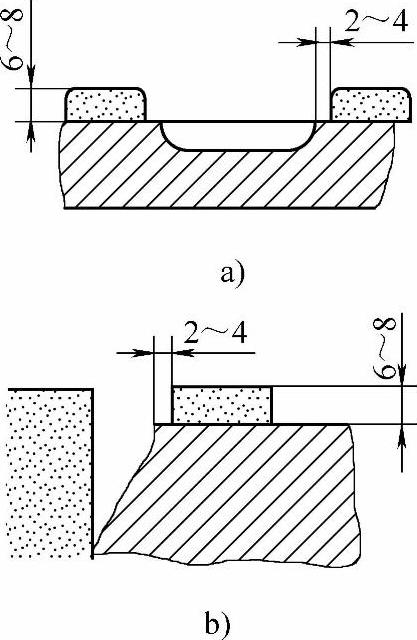
图10-15 铸件缺陷处的造型形式
a)铸件表面上的缺陷 b)铸件边缘处的缺陷
焊接时采用长弧焊(弧长8~10mm),从坡口中心起弧,逐渐移向边缘。焊接过程中,若熔池中的熔化金属白亮沸腾时,焊接应暂时中断,待熔池沸腾停止,颜色发暗至不耀眼时再继续施焊。这样焊停交替,直至焊缝与母材齐平。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。