



Cr5Mo耐热钢管通常在退火状态下供货,管材为粒状珠光体加少量铁素体的组织,其钢中的Mo可提高钢在高温下的力学性能,同时也可降低钢的回火脆性倾向;Cr可提高钢的抗高温氧化性和高温耐蚀性,能抗石油裂化过程中产生的腐蚀,在石油工业中广泛用于制作油介质的炉管、热交换器、石油裂解管等,也可制作再热蒸汽管。此外,这种钢材不经过高温退火,在500℃下回火后冲击韧度急剧下降,但650~700℃回火没有回火脆性,因此也可用于800℃以下热裂化工艺过程中受腐蚀的管材、泵的部件以及阀、活塞杆、高压加氢设备零件等。
Cr5Mo耐热钢属马氏体钢,具有空气淬火硬化倾向,以1℃/s的速度冷却时可获得体积分数为0.1%铁素体和99.9%马氏体的组织。因此焊接时应采取措施,防止产生裂纹。如果用不锈钢焊条焊接,应采用焊前预热和焊后缓冷等措施。如果采用同成分的耐热钢焊条,除焊前预热、焊后缓冷外,还应进行热处理。
在生产中,Cr5Mo耐热钢管一般采用焊条电弧焊,对管壁较薄的Cr5Mo钢管也常采用气焊。
1.Cr5Mo耐热钢管的焊条电弧焊
Cr5Mo耐热钢管采用焊条电弧焊焊接时,应注意以下要点:
(1)坡口加工Cr5Mo钢可以用气割加工,气割后应将表面硬化层用砂轮磨掉,且磨平磨光。气割后必须进行退火,并用10倍放大镜检查有无裂纹。可以在退火后采用机械加工法加工坡口。
焊接前要清除坡口处的油污、脏物和铁锈,且必须保证坡口端面不平度不得大于0.5mm,表面不得有裂纹、缺口等缺陷。
(2)坡口形式 当管壁小于10mm时,用V形坡口(图10-8a);当管壁大于10mm时,用U形坡口(图10-8b)。
(3)焊接要点 焊接时,应注意以下事项:
1)组对焊口时,错口不得大于1mm,对口弯曲度不得大于1/400。2)如选用同成分的R507焊条,焊前要将工件预热并保持温度在300~400℃,且焊后立即在740~760℃进行4h的回火处理。
3)如果施工现场回火处理不便,可选用Cr18Ni9型不锈钢焊条,但焊前预热应在200℃以上,且焊后必须缓冷,以免空淬产生马氏体组织。为提高焊缝金属的合金成分,也可选用Cr25-Ni20型不锈钢焊条,最好选用双相焊条(如A302、A307、A122),因其可提高焊接接头的塑性和抗裂性。焊条使用前都应经150~200℃烘干。
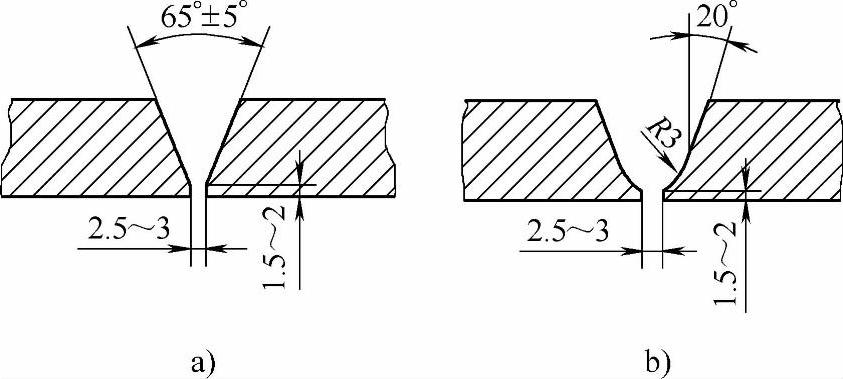
图10-8 坡口形式
a)V形坡口 b)U形坡口
4)定位焊时,焊缝高为4mm、长20mm,焊点两端应修整成缓坡形。焊点中如果发现裂纹,必须铲除重焊。(https://www.xing528.com)
5)用不锈钢焊条焊接时,应做到以下几点:①焊接处气温不宜过低,并注意防止定位焊裂纹的产生;②管材在焊前必须将管端处200mm长退火,使硬度值HBW<170;③焊接时,应不受风、雨、雪的侵袭,管口两端要堵住;④焊口应预热到200℃以上;⑤焊缝要一次焊完,如果不得已中断,应保温使其缓冷,再焊时要重新预热;⑥多层焊时可以横向摆动,电弧要尽量压低,弧坑错开30mm;⑦由于焊缝金属比管材膨胀系数大,冷凝时,弧坑内焊肉较薄处易出现裂纹,所以不得多次引弧和断弧;⑧换焊条要快,应填满弧坑后再断弧,同时不得在管材上引弧;⑨每焊完一道后要彻底清除焊渣,并进行仔细检查;⑩整个焊接过程中,焊口附近温度不得低于预热温度。
(4)焊缝质量要求 焊接后,应作好焊缝质量检查,检查的内容主要有:
1)外观成形良好,不得有裂纹、气孔和夹渣,咬边不大于0.5mm。
2)超声波或X光探伤合格。
3)力学性能应合格,根据产品要求,可通过检查布氏硬度、抗拉强度、冷弯角和冲击韧度等指标来进行判断。
4)金相显微分析应无严重的马氏体和魏氏组织、魏氏组织是在一定的冷却条件下,在过饱和固溶体晶粒内,呈片状或针状嵌入母相构成的基底内的一种显微组织。有这种组织的焊缝很脆,在外力作用下易破坏。
2.Cr5Mo耐热钢管的气焊
对于管壁较薄的Cr5Mo钢管也常采用气焊焊接。其坡口准备及坡口尺寸与电弧焊相同。
气焊时应先用气焊火焰将焊口处预热到200℃以上。预热时注意不要使火焰直接加热坡口,以防止钝边处过热而发生氧化或淬火硬化,及防止可能由此引起的气孔和裂纹。火焰应对着管材加热,其位置应是离开坡口约1/2管径处。加热时火焰应不断摆动,以防止局部过热和加热不均匀。图10-9所示为其气焊的焊道顺序。
焊接时如果采用Cr5Mo焊丝,焊后应进行热处理,热处理温度为(750±10)℃,保温1~1.5h,焊口两侧的加热长度至少各等于管材直径。保温缓冷到450~500℃以后,静止在空气中自然冷却。
如果采用Cr25Ni20型不锈钢丝作为气焊焊丝,则焊前也需预热,但焊后可不进行热处理。
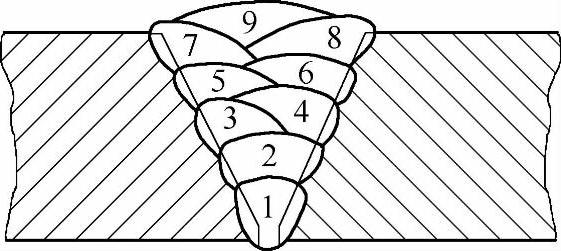
图10-9 焊道顺序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。