



合金元素的总质量分数在2.5%以下的低合金耐热钢在供货状态下具有珠光体+铁素体组织,故称为低合金珠光体耐热钢。与碳素钢相比,其具有良好的抗氧化能力和热强性;与高合金钢相比,有较好的冷、热加工性及焊接性。因此锅炉过热器管、汽轮机、内燃机和热处理炉等设备的耐热零件常用这类钢来制造。
由于该类合金钢中含有一定量的Cr、Mo及其他一些合金元素,淬硬性较强,所以在焊接热循环作用下,焊接接头中容易形成马氏体组织,在低温焊接时或焊接刚性较大的结构时,容易产生冷裂纹。另外,合金元素易氧化形成难熔的氧化物(如氧化铬),这将会影响金属的焊接性。
在生产中,低合金珠光体耐热钢一般采用焊条电弧焊或气焊。
1.低合金珠光体耐热钢的焊条电弧焊
低合金珠光体耐热钢采用焊条电弧焊焊接时,应注意以下方面。
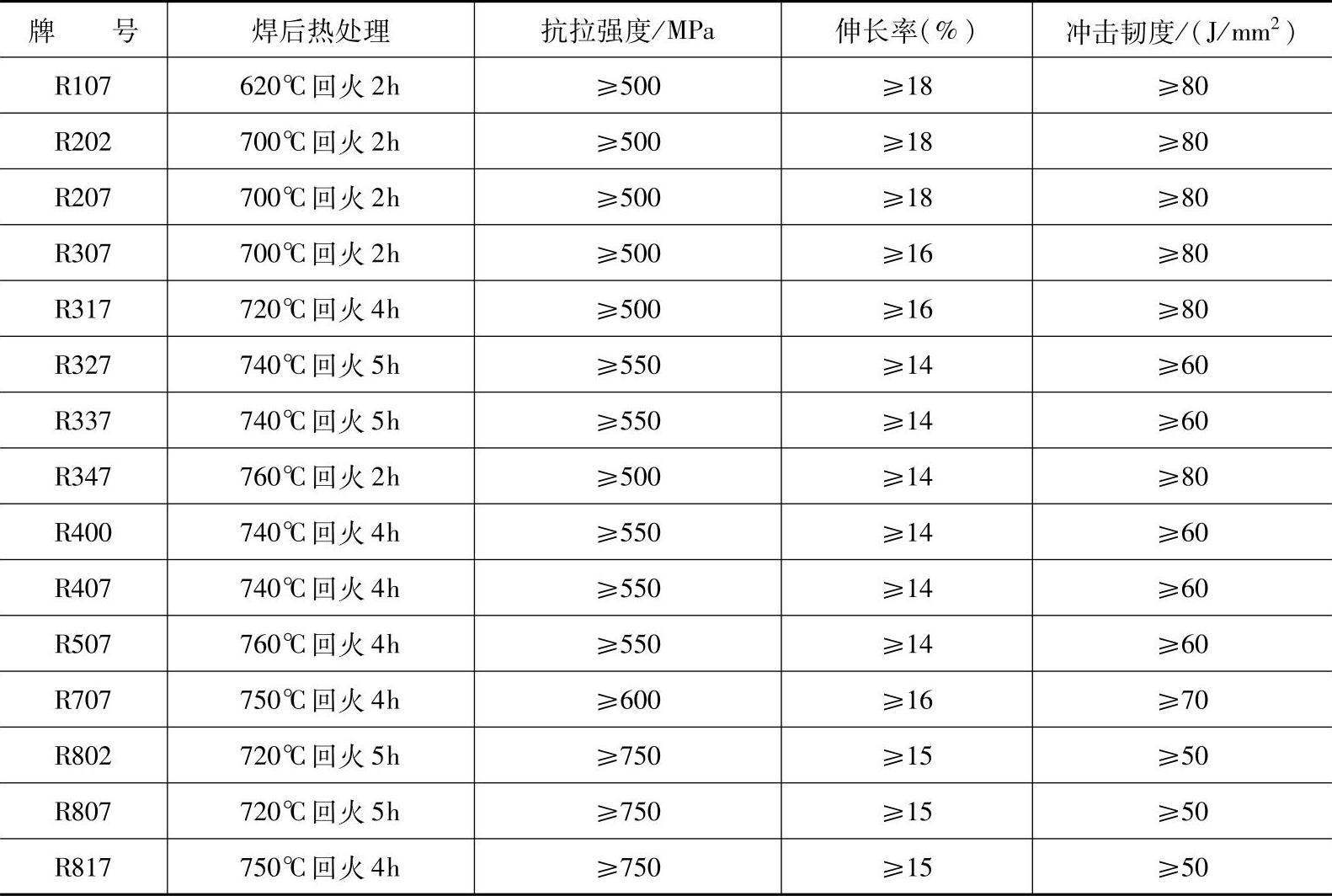
(1)焊条的选用 焊条一般应选择化学成分、力学性能与母材相近的焊条,参见表10-24。表10-25给出了几种国产低合金耐热钢焊缝金属在常温下的力学性能。
表10-24 国产低合金珠光体耐热钢焊条

(续)
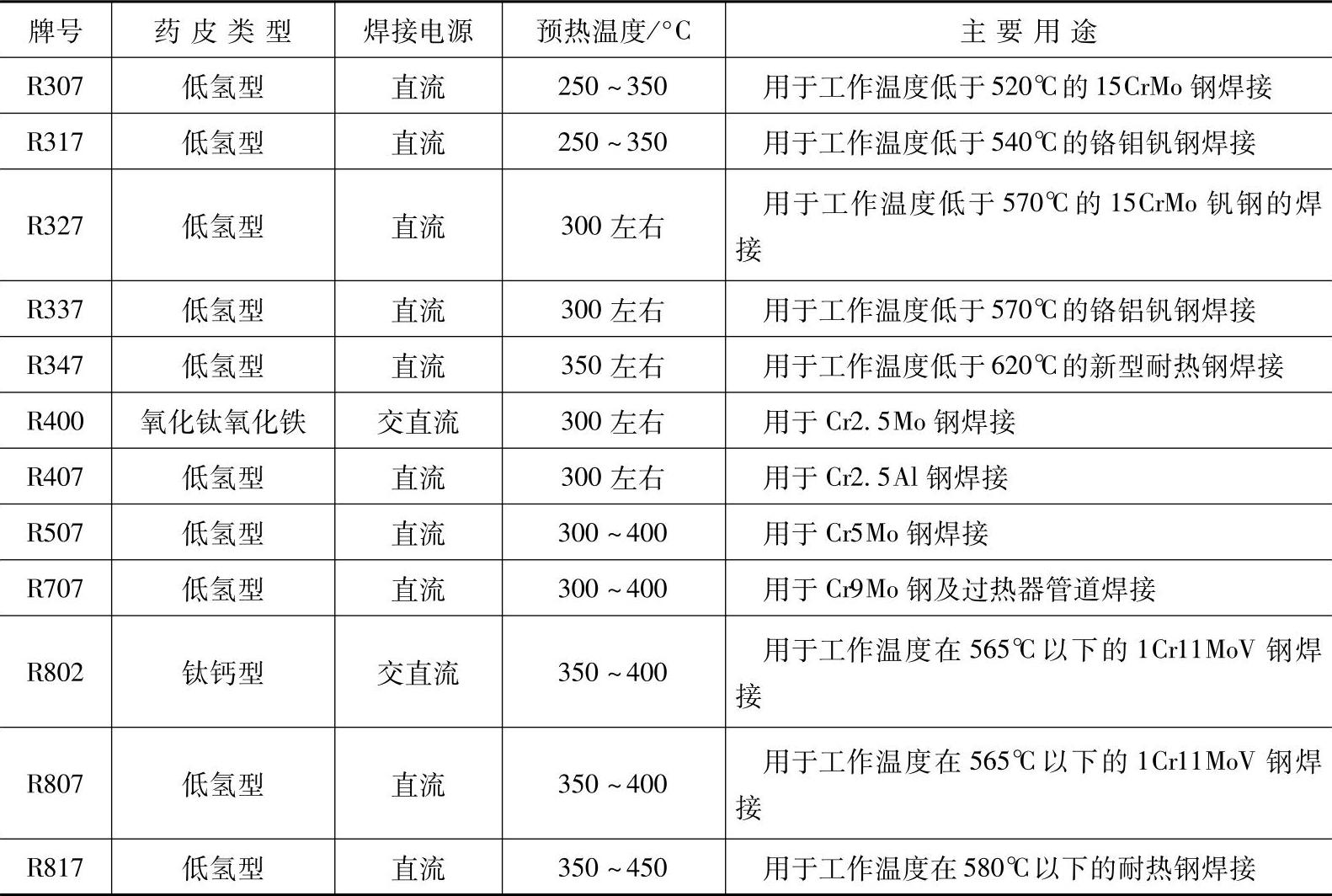
表10-25 国产低合金耐热钢焊缝金属在常温下的力学性能(保证值)
(2)焊条电弧焊工艺 焊条电弧焊的工艺要点主要有以下方面:
1)钢管的坡口及对口要求。一般采用图10-7所示的坡口形式,其中,采用图10-7a所示带有垫板坡口的好处是对口间隙较大,便于运条,可保证根部焊透,但必须注意垫圈与管材间要留有0.5~1mm的间隙(否则根部两侧容易产生裂纹),垫圈的定位焊方向要尽可能沿介质流动的方向;图10-7b所示U形坡口要求加工和对口严格一些,特别是对口间隙,过大或过小都会影响焊缝根部质量,当管材内壁因有椭圆或壁厚不均匀而产生错口时,要在修整消除后方可焊接;图10-7c所示V形坡口的应用也较普遍。

图10-7 钢管的坡口形式
a)带有垫板的坡口 b)U形坡口 c)V形坡口
2)焊接工艺。焊前都必须预热,预热温度见表10-24,预热方法可采用电加热(挠性指状加热器)或火焰加热(氧乙炔焰和煤气焰),用测温笔测温。
焊接应在自由状态下进行,且焊缝的拘束度不能过大,以免造成过大的刚度,最好是在退火状态下进行焊接,特别是含铬量高的时候。焊接时采用保温焊和连续焊。保温焊是指在整个焊接过程中,应使被焊工件(焊缝附近30~100mm范围)保持足够的温度。连续焊是指焊接过程最好不要中断,当不得已中断时,应用石棉绳或石棉被包裹接头,以便使其缓慢冷却。再行焊接前必须仔细清扫检查,重新预热后再焊。焊缝焊完后应进行保温,等焊缝缓慢冷却后再进行热处理。
对薄壁小直径管(φ50×5mm以下)的焊接,由于热量不易散发,往往每焊完一层后焊缝温度很高,甚至发红,此时若继续焊接,则易过烧,使晶粒粗大。因此每焊一层后,如果发红厉害,应待温度降到300℃左右再焊下一层。(https://www.xing528.com)
在厚板多层焊时,每焊完一根或两根焊条,可对焊缝进行锤击,以消除内应力,改善焊缝的力学性能。锤击应在温度高于30℃时进行,锤击力量不应过大。
3)焊后热处理。铬钼耐热钢焊后必须进行热处理,如果条件许可,应在焊后立即进行,以免产生延迟裂纹;如果条件不允许,则要焊后保温缓冷。热处理的目的是减少焊接内应力,以防管道在运行中由于内应力过大而使焊口产生裂纹,并可改善焊缝的金属组织,提高力学性能。
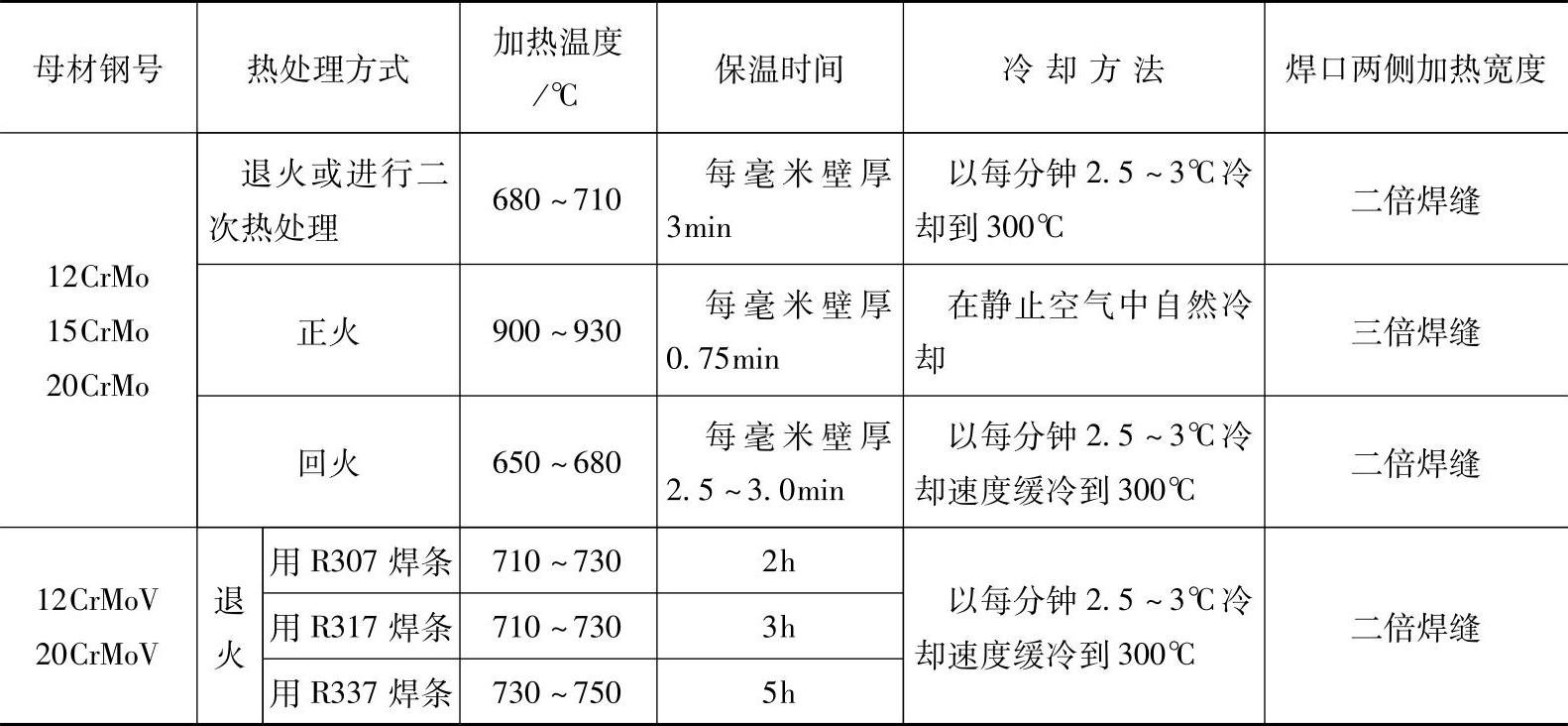
对于大直径厚壁管,加热到低于A1线10~30℃的温度;对于小直径薄壁管,加热到高于A1或A3线的温度。热处理规范参见表10-26。
表10-26 几种低合金珠光体耐热钢的焊缝热处理规范
2.低合金珠光体耐热钢的气焊工艺要点
低合金珠光体耐热钢的气焊工艺包括焊接参数的选择、焊前准备、焊前预热、装配定位焊、焊接和焊后热处理等。
1)焊丝直径和焊嘴型号的选择见表10-27。
表10-27 焊丝直径和焊嘴型号的选择

2)气焊丝的牌号应根据焊件材料来选择,具体可参见表6-2选用。
3)气焊管材时,常采用V形坡口,焊前应将坡口表面及坡口内外壁10~15mm范围内的油污和锈蚀等清除干净。
4)焊前预热一般应为250~300℃。如果气温低于-10℃、钢材中含有钒的成分,如铬钼钒钢,应将预热温度提高到400℃以上,然后再进行焊接。
5)必须使用中性焰或轻微碳化焰,绝对不能使用氧化焰。一律采用右向焊法,这是因为这种焊法有利于预防热裂纹和冷裂纹的形成。在焊接过程中,熔池金属应尽可能保持较稠的状态,以保持最短的液态时间,同时焊接火焰要始终笼罩熔池,焊炬要平稳前移,不要一闪一闪地摆动,否则易使空气中的氧和氮侵入焊缝,降低焊缝的力学性能。
6)在施焊过程中,每层焊缝应力求一次完成。收尾或中途停止时,焊炬应当缓慢离开熔池,避免熔池冷却过快。中断后再次恢复焊接时,必须把整个已凝固的接头加热到300℃后才能继续进行。
7)焊接完毕,待冷却到200℃时即可进行焊后热处理。若不能及时进行热处理,必须用石棉绳包扎,使焊缝缓慢冷却,或采用其他方法使其缓慢冷却。
8)焊后热处理能减少残留应力,防止产生冷裂纹,同时改善组织。铬钼珠光体耐热钢焊后应进行高温回火。对于12CrMo钢管材,加热到680~720℃,保温半小时,然后在空气中冷却;对于钼钢,加热到850~900℃,保温时间按厚度计算(每毫米保温1~1.5min);空冷铬钼钢加热到930~950℃,保温需要用石棉布包住,使其缓慢冷却,保温时间按管材厚度计算(每毫米保温1~1.5min),待其冷却到300℃左右,方可将石棉布去除,再空冷;铬钼钒钢应加热到960~1000℃,保温时间按管材厚度计算(每毫米保温1.5~2min),也可以用石棉布包住,缓慢冷却。
加热的方法一般都使用专用的加热设备,如电阻炉或中频感应加热器,也可采用火焰进行加热。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。