



16Mn、15MnV钢是生产中应用最为广泛的低合金结构钢,而其应用最多的焊接方法主要有焊条电弧焊和气焊,以下对其焊接要点进行说明。
1.16Mn钢的焊条电弧焊
16Mn钢中的主要合金元素是锰(质量分数为1.2%~1.6%)和硅(质量分数为0.2%~0.6%),含碳量和Q235钢相近,屈服强度比Q235高50%,属普通低合金强度钢。16Mn钢的碳当量为0.345%~0.491%,因此焊接性良好,但由于它含有一定量的Mn,故焊接时淬硬倾向和产生冷裂纹的倾向均比Q235钢要稍大些,所以在低温下焊接,或在大刚度、大厚度结构上进行小规范、小焊脚、短焊缝的焊接时,就有可能出现淬硬组织或裂纹。由于16Mn钢在冶炼过程中用铝、钛等脱氧,结晶颗粒较细,因此不怕过热,故在焊接时可适当增大电流,降低焊速,以避免出现淬硬组织。
在低温下焊接16Mn钢或在一般温度下焊接大刚度、大厚度结构时,应采取预热措施,制订合理的焊接工艺,对定位焊也要适当加大焊脚和长度,以防产生裂纹。其手工焊接的焊接要点主要为:
1)焊条。焊接用焊条一般采用J506型或J507型焊条,因为碱性低氢型焊条的塑性和冲击韧度较高,抗裂性也较好。但对厚度小、坡口窄或对强度要求不太高的焊件也可选用J426型或J427型焊条或J502型焊条。对于16Mn钢和Q235钢异种钢焊接接头,要选用J422或J426型焊条。
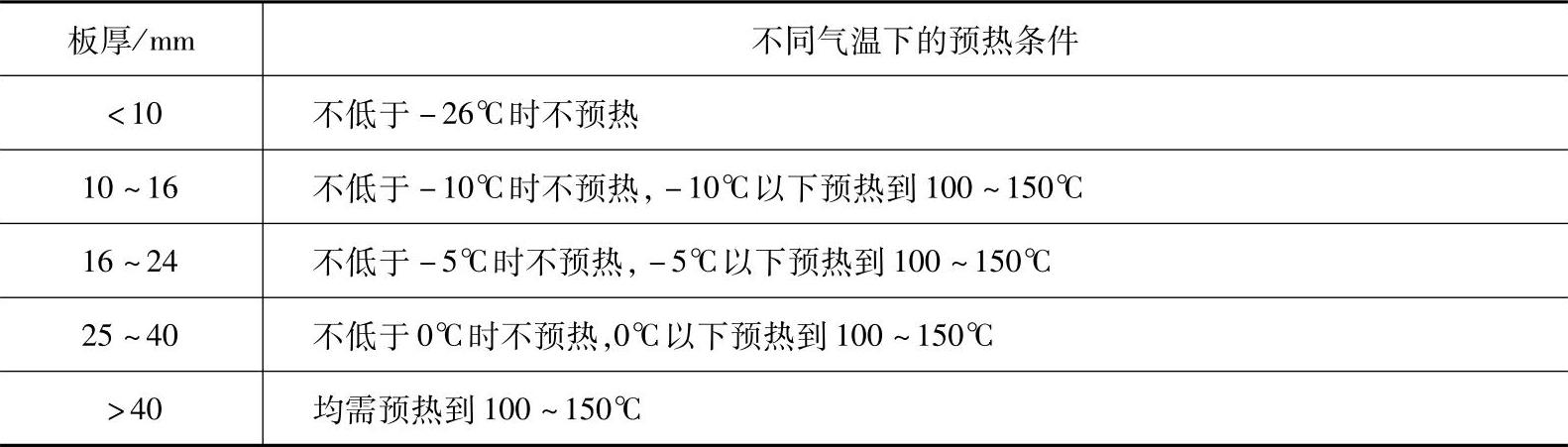
2)低温焊接性。16Mn钢在低温条件下焊接时,出现裂纹的可能性除与温度有关外,还与工件的厚度、接头形式和结构刚性等有关。在多数情况下,裂纹往往出现在第一道焊缝和焊根上,因此必须根据温度和焊件厚度采取预热措施。焊接16Mn钢的预热条件见表10-16。
表10-16 焊接16Mn钢的预热条件
2.16Mn钢的气焊
16Mn钢的气焊工艺与低碳钢相近。但由于16Mn钢的淬火倾向稍大,所以要注意适当预热和缓冷,另外还应避免合金元素的烧损。焊接16Mn钢时,除按照气焊工艺进行外,还需注意以下几点:
1)气焊火焰应采用中性焰或轻微碳化焰,以避免合金元素的烧损,火焰能率(乙炔流量)根据焊件厚度而定,一般应按Q=75S进行选择,其中,S为焊件厚度(mm),Q为乙炔流量(L/h)。
火焰能率要比低碳钢小10%~15%,以免焊件过热,施焊时应采用左向焊法。(https://www.xing528.com)
2)焊丝可用H08Mn或H08MnA,对于一些不重要的焊件也可采用H08A。
3)焊接过程中,火焰要始终覆盖着熔池,不作横向摆动。施焊中避免中间停顿,焊缝收尾时火焰必须缓慢离开熔池,以防止合金元素的烧损,避免产生气孔和夹渣等缺陷。
4)焊接结束后,应立即用火焰将接头处加热至暗红色(600~650℃),然后缓慢冷却,以减少焊接应力并促进有害气体(氢)的扩散,提高接头的性能。
5)在冬季或低温环境中施焊时,焊前应用气焊火焰将焊接区稍微预热。定位焊时,焊点不能太薄,焊点数量要适当增加,以防止定位焊点产生裂纹。
3.15MnV钢的焊条电弧焊
15MnV钢属普通低合金高强度钢,屈服强度为400MPa,比16Mn钢稍高,它是在16Mn钢的基础上加入质量分数为0.06%~0.12%的钒冶炼成的。实践证明,15MnV钢的板厚对强度、冷弯及低温冲击的影响较大。一般薄板的综合性能较好,而厚度大于38mm的板材有时强度偏低,冷弯角小,低温冲击值不高。因此对于板厚较大、用于低温冲击载荷较大条件下的15MnV钢最好进行温度为930~1000℃的正火处理,以提高低温性能和冷加工性能。
15MnV钢的加工性能与16Mn钢相近,但必须注意板厚较大的热轧15MnV钢板在剪切时往往会引起小裂纹,因此生产中应仔细检查并清除裂纹。
15MnV钢的焊接性良好,一般在焊接板厚较小的焊件时,如周围温度在0℃以上,可不预热,对板厚在32mm以上或刚性较大的构件,则应预热到100~150℃。其手工焊接的焊接要点主要为:
1)焊条。对厚度不大、坡口不深的结构,可采用J506、J507型焊条;对厚度较大的结构,可采用J556、J557型焊条;对厚度不大、刚性较小或要求不高的结构,可采用J502、J503型焊条。
2)焊接规范。15MnV钢的焊接工艺规范与16Mn钢相似,但当厚度和刚性较大、施焊气温较低时,应预热到100~150℃再进行焊接,否则可能出现裂纹。为消除内应力和提高焊缝的冲击韧度,焊后要进行550~650℃的回火处理。对于大工件,可用板式红外线加热器加热。在进行高温回火有困难的情况下,为了减少产生冷裂纹倾向,焊后要用火焰加热到200~250℃并保温1~2h,以达到去氢的目的,减小冷裂纹倾向。火焰加热工具常用液化气火焰圈。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。