



中碳钢含碳量为0.30%~0.60%(质量分数),由于含碳量比低碳钢高,因而焊接性比低碳钢差。其具有以下焊接特点:①含碳量越高,板厚越大,淬火的敏感性也越大,因此在焊缝金属中容易产生热裂纹,在母材近缝区容易产生淬硬组织;②如果焊件刚度较大,焊接参数和焊接材料选用不当,就容易产生冷裂纹;③由于熔池中含碳量较高,在焊接过程中产生的一氧化碳(CO)就较多,因此焊缝容易产生气孔,但如果焊接材料的脱氧性好,同时,对母材的除锈除油和焊接材料的烘干要求严格,则可解决这一问题。
1.中碳钢的焊条电弧焊
中碳钢常用焊条电弧焊进行焊接和焊补,为保证焊接时不出现裂纹、气孔等缺陷和获得良好的力学性能,通常要采取以下的工艺措施:
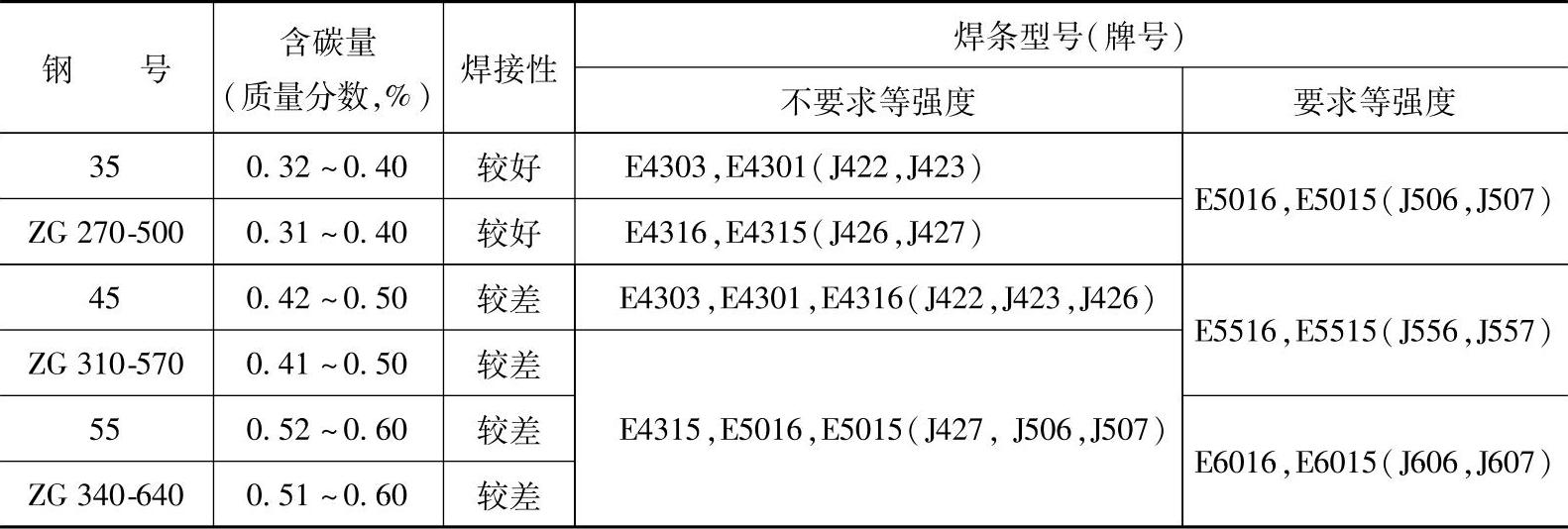
1)尽量选用碱性低氢型焊条,这类焊条的抗冷裂及抗热裂能力较强。当严格控制预热温度和熔合比时,采用氧化钛钙型焊条也能得到满意的要求。中碳钢焊条电弧焊时的焊条选用见表10-13。在特殊情况下或对重要的中碳钢焊件也可选用铬镍不锈钢焊条,其特点是焊前不预热也不易产生冷裂纹,这类焊条有A302、A307、A402、A407等,施焊时,电流要小,熔深要浅,宜采用多层焊,但焊接成本较高。
表10-13 中碳钢焊条电弧焊时的焊条选择
2)预热。预热是中碳钢焊接的主要工艺措施,对厚度大、刚度大的焊件以及在动载荷或冲击载荷下工作的焊件进行预热显得尤其重要。预热可以防止冷裂纹,改善焊接接头的塑性,还能减少焊接残留应力。预热有整体预热和局部预热,局部预热的加热范围在焊缝两侧150~200mm。一般情况下,35钢和45钢(包括铸钢)预热温度可选用150~200℃。含碳量更高或厚度和刚度很大的焊件,裂纹倾向会大大增加,对这类焊件可将预热温度提高到250~400℃。
3)作好焊前处理。焊接前,坡口及其附近的油、锈要清除干净。坡口加工过程中不允许产生切割裂纹,最好开成U形坡口,坡口外形应光滑,以减少母材的熔入量,同时,焊条使用前要烘干,对碱性焊条应经250℃以上高温烘干1~2h。(https://www.xing528.com)
4)正确操作。对多层焊的第一层焊道,在保证母材熔透的情况下,应尽量采用小电流,慢速施焊,但必须避免产生夹渣和未熔合。每层焊道都必须清理干净。
5)最好用直流反接。采用直流反接进行焊接,可以减少焊件的受热量,降低裂纹倾向,减少金属的飞溅和焊缝中的气孔。焊接电流应较低碳钢小10%~15%,焊接过程中,可用锤击法使焊缝松弛,以减少焊件的残留应力。
6)焊件焊后必须缓冷。有时当焊缝降到150~200℃时,还要进行均温加热,使整个接头均匀的缓冷。为了消除内应力,可采用600~650℃的高温回火。
2.中碳钢的气焊工艺要点
对于中碳钢的气焊,预热是焊接的主要工艺措施,尤其在焊接厚度、刚度较大的焊件时更需要预热,以避免产生冷、热裂纹,从而改善焊接接头的塑性。
通常厚度>3mm的中碳钢焊件,预热温度为250~350℃。在气焊时,可直接用气焊火焰进行预热,焊后要逐渐抬高焊嘴使其缓冷。气焊中碳钢用的焊丝,要求其含碳量不得超过0.25%(质量分数)。如果要求焊缝金属具有较高的强度,可采用合金钢焊丝,如H08Mn、H08MnA、H15MnA、H10MnNi、H12CrMoA和H18CrMoA等。
中碳钢的熔点与低碳钢相比较低,所以在焊接中碳钢时的火焰能率要比焊接低碳钢时小10%~15%,并且火焰焰心末端与熔池的距离应保持在3~5mm,以避免母材过热。一般采用左向焊法,焊后可用小锤捶击焊缝,以提高焊缝的力学性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。