



由于低碳钢含碳量低,焊接性好,其具有以下焊接特点:①塑性很好,淬火倾向很小,焊缝和近缝区不易产生裂纹;②一般焊前不需预热,但对厚度大的结构或在寒冷地区焊接时,可将焊件预热至150℃左右;③在焊接沸腾钢时,由于钢中杂质硫、磷含量较多,有产生裂纹的倾向;④若工艺选择不当,如火焰能率过大或焊接速度过慢等,可能会出现热影响区晶粒长大现象,温度越高,热影响区在高温停留时间越长,晶粒长大越严重;⑤可采用交、直流电源,全位置焊接,工艺简单。
1.低碳钢的焊接方法及工艺措施
低碳钢可采用焊条电弧焊、氩弧焊、CO2气体保护焊、气焊、埋弧焊等多种方法进行焊接。由于具有良好的焊接性,通常不需要采取特殊的工艺措施就可以获得优质的焊接接头,所以一般不预热,焊后也不进行热处理(电渣焊除外)。但对不同的施焊环境条件、不同的含碳量以及不同的结构形式,往往需要采取下列工艺措施。
1)焊后回火。焊后回火的目的一方面是为了减少焊接残留应力,另一方面则是为了改善焊接接头局部的组织,平衡焊接接头各部分的性能。回火温度一般取600~650℃。
2)预热。在低温下焊接,特别是焊接厚度大、刚度大的结构,由于环境温度较低,接头焊后冷却速度较快,所以增大裂纹倾向,故较厚的焊件焊前应预热。例如梁、柱、桁架结构在下列情况下焊接均需将焊件预热至100~150℃:板厚30mm以内、施焊环境温度低于-30℃;板厚31~50mm、环境温度低于-10℃;板厚51~70mm、环境温度低于0℃。
2.低碳钢焊条电弧焊的要点
生产中,低碳钢多采用焊条电弧焊,其焊接要点主要有以下方面。
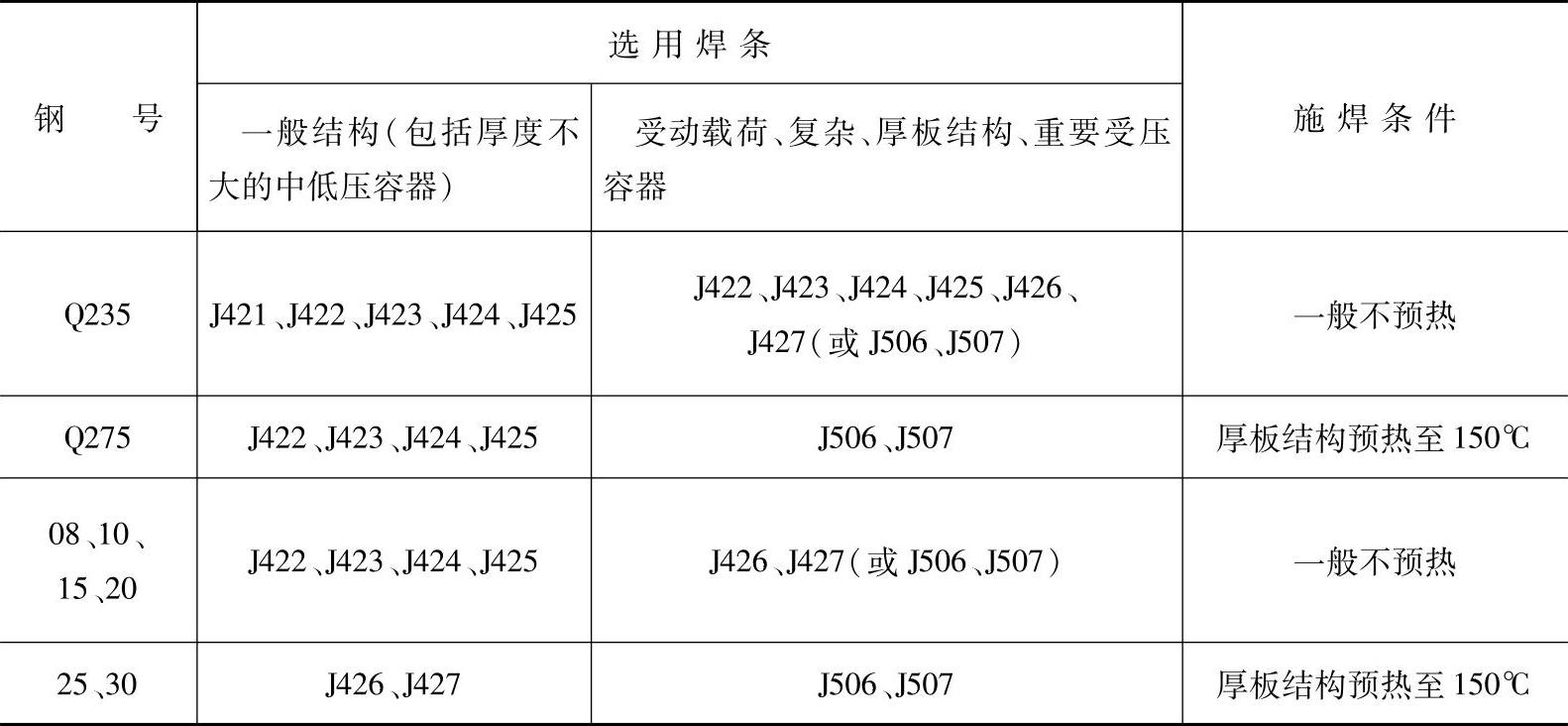
(1)焊接用焊条 低碳钢焊条电弧焊时主要采用J422型焊条,对重要结构也可采用J506型、J507型焊条。几种低碳钢焊接时常用焊条见表10-9。使用时按具体情况选用。
表10-9 几种低碳钢焊接时常用焊条
(2)低碳钢在低温条件下的焊接 一般低碳钢的焊接温度不能低于-20℃,因为在低温条件下焊接时,特别是焊接刚性大、厚度大的结构,由于焊接接头焊后冷却速度较快,因而裂纹倾向增大,甚至使厚度大的构件在制造加工过程中发生脆性断裂现象,所以在工艺上必须采取适当措施:
1)根据焊接的温度条件和焊件的结构、形状和厚度等情况对焊件进行焊接。表10-10给出了管道和金属构件的低温焊接条件;表10-11给出了受压容器焊接现场温度和预热温度的关系。
表10-10 管道和金属构件的低温焊接条件
 (https://www.xing528.com)
(https://www.xing528.com)
表10-11 受压容器焊接现场温度和预热温度的关系

2)采用碱性低氢型焊条。
3)焊件的加工、校正和装配尽量避免在过低温度下进行。
4)尽量减少焊缝中的未焊透、咬边、夹渣、弧坑裂纹等缺陷(这些缺陷是造成脆性断裂的原因)。焊接时,整条焊缝应连续焊完,尽量避免中断。对定位焊,可适当增大电流和焊缝的长度及截面,保证根部焊透。
5)在焊接过程中要充分保证焊缝的自由伸缩,以免产生裂纹。
3.低碳钢的气焊工艺要点
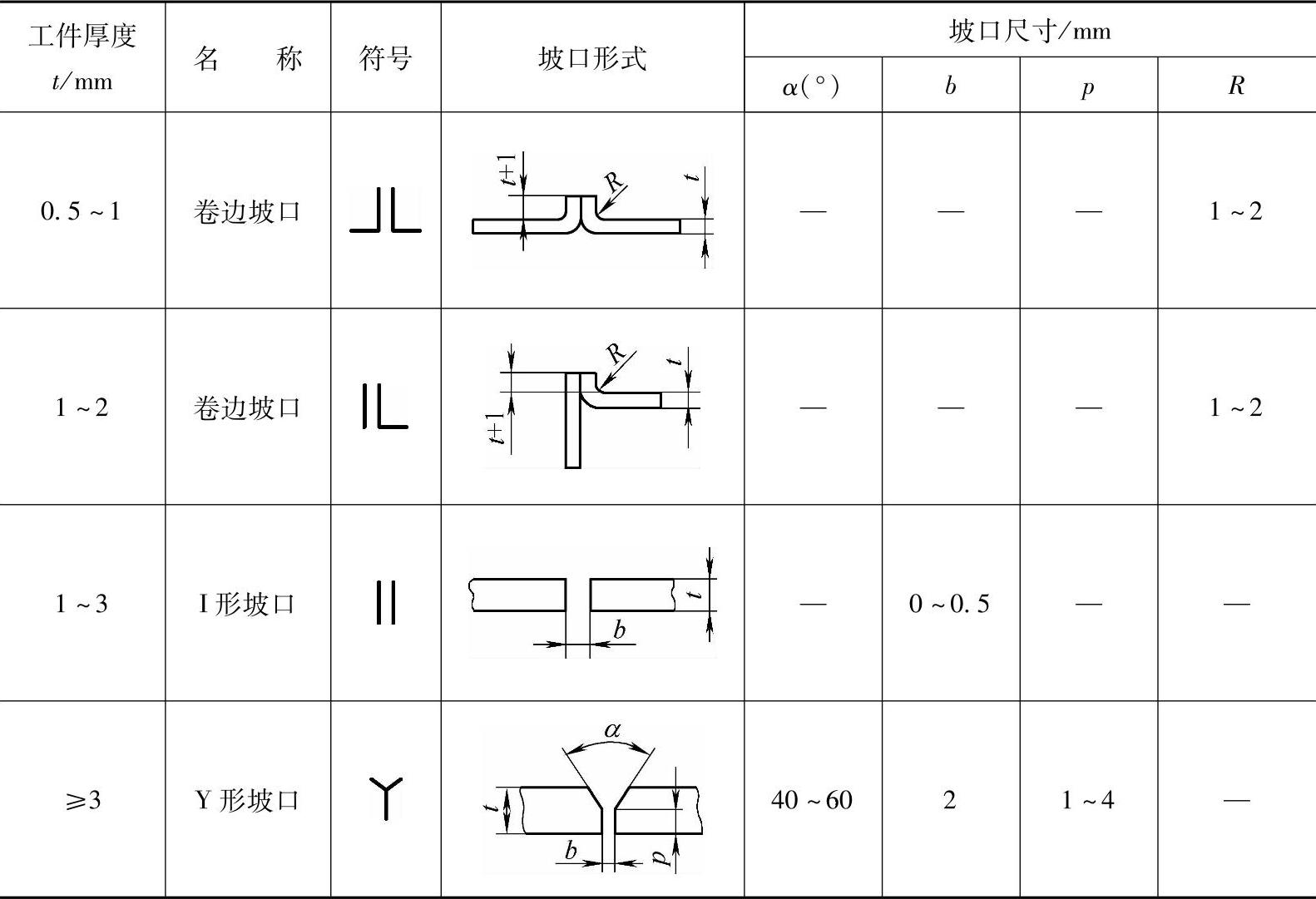
对厚度为1~3mm的低碳钢薄板件的焊接,气焊是首选的焊接方法,而厚度超过6mm时最好采用电弧焊。气焊焊缝坡口的基本形式及尺寸见表10-12,低碳钢管对接气焊的坡口形式及尺寸见表6-7。
表10-12 气焊焊缝坡口的基本形式及尺寸
对于一般结构,焊丝可用H08、H08A;对于重要结构,焊丝可采用H08MnA、H15Mn,焊丝可参见表6-2选用。焊丝直径应根据板厚按表6-6选择。
低碳钢的焊接,一般情况下不用气焊熔剂,焊接时采用中性焰,要求乙炔的纯度应在94%(体积分数)以上,氧气采用工业氧即可。
乙炔消耗量Q(单位为L/h)可根据焊件厚度t,按Q=(100~120)t计算。焊炬的型号和焊嘴号码应根据乙炔消耗量或焊接厚度按表2-7选择。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。