



【摘要】:不锈钢与低碳钢的碳弧气刨工艺基本相同,一般对耐蚀性要求不高的不锈钢焊件,都可以采用碳弧气刨。尽量采用不对称的X形坡口,并使介质接触面一侧的坡口较大,以使碳弧气刨槽远离介质接触面。表9-6给出了不锈钢的碳弧气刨工艺参数。
可采用碳弧气刨对不锈钢进行清焊根、清除焊缝缺陷和加工坡口等操作。
不锈钢与低碳钢的碳弧气刨工艺基本相同,一般对耐蚀性要求不高的不锈钢焊件,都可以采用碳弧气刨。不锈钢在碳弧气刨后,其刨槽的表层基本上不发生渗碳现象,但气刨时的飞溅金属含碳量却高达1.3%,刨槽边缘黏渣的含碳量为1.2%,如果操作不当,有黏渣渗入焊缝时,就会增加焊缝的含碳量,从而影响不锈钢焊缝的质量。因此需要严格控制规范和操作工艺,特别要注意防止由于风压不足或其他原因造成刨槽边缘的黏渣。一旦出现黏渣现象,应用砂轮打磨干净后再焊。
对不锈钢进行碳弧气刨后,如果按下述原则和图9-6所示顺序进行焊接,不会影响不锈钢的抗晶间腐蚀性能。
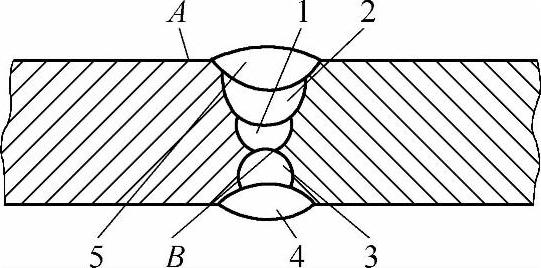
图9-6 不锈钢多层焊焊接顺序
A—介质接触面 B—气刨槽 1~5—各层焊道的焊接顺序(https://www.xing528.com)
在介质接触面的一侧进行底层焊接,以便在非介质接触面的一侧清焊根,并避免碳弧气刨的飞溅物对介质接触面的损伤。尽量采用不对称的X形坡口,并使介质接触面一侧的坡口较大,以使碳弧气刨槽远离介质接触面。
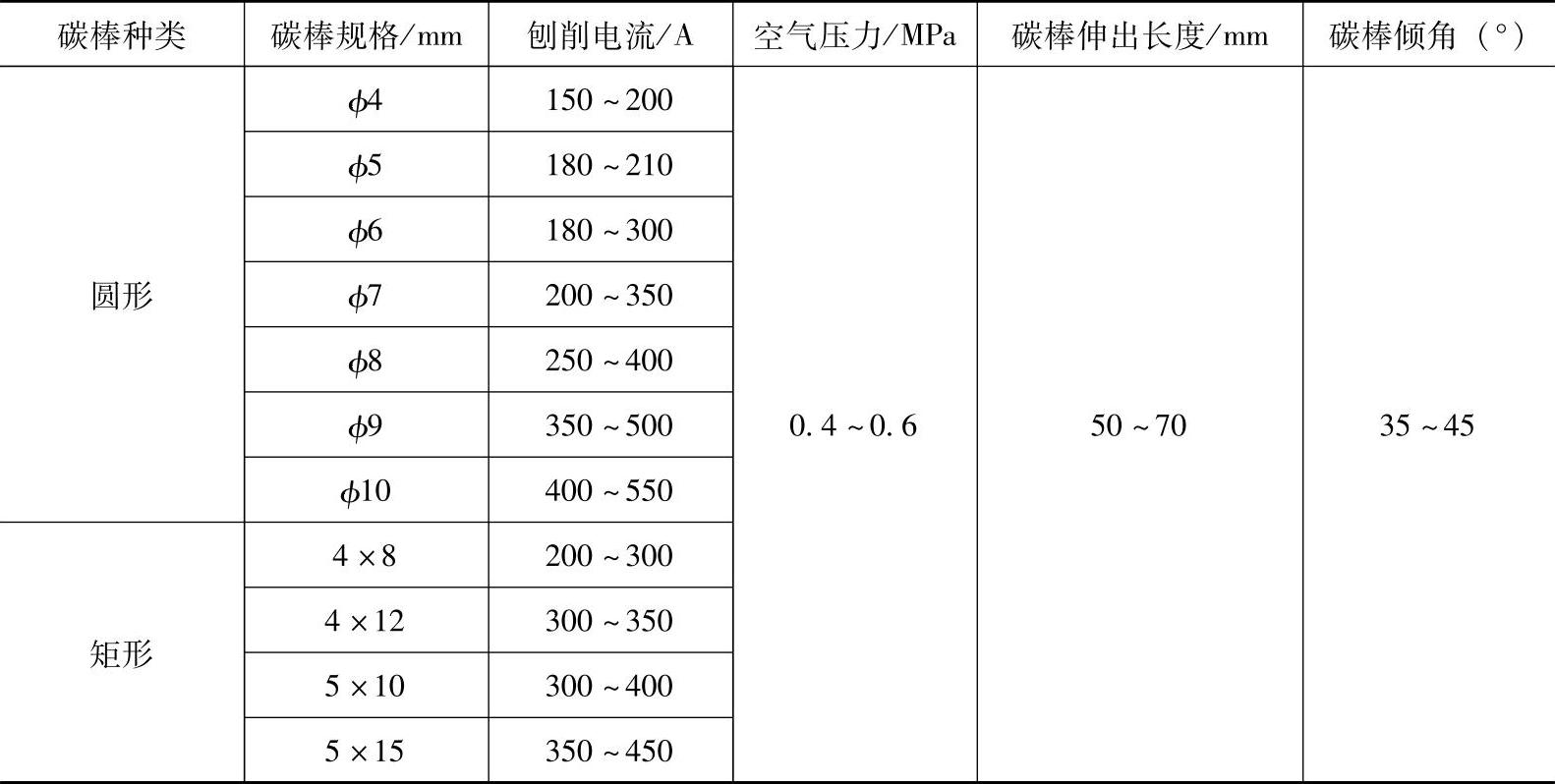
与介质接触表面的焊缝最后施焊,以保证焊缝的耐蚀性。表9-6给出了不锈钢的碳弧气刨工艺参数。
表9-6 不锈钢的碳弧气刨工艺参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。