



焊缝清焊根在有条件的地方可采用碳弧气刨,在某些情况下,也可以用气割清焊根。气割清焊根(割槽)法所需设备简单,但效率较低些。
气割清焊根的技术特点:采用普通割炬,切割气流不要求太长太细,而是要短要钝,长度只需20~30mm即可,而切割气流的直径要求粗些。因此气割清焊根使用切割气流不好的旧割嘴较为适宜,如果使用专用清焊根割嘴则更为理想。
气割清焊根的操作要领如下:
1)首先在清焊根部位预热(此时割嘴角度不限,一般为45°~90°),使起割点迅速升温。当金属呈熔融状态(比割钢板时的预热温度高些)时,立即将割嘴调整至与工件表面的夹角为20°左右;慢慢打开切割氧气,将焊缝根部吹成一条一定深度的沟槽;然后割嘴再作横向摆动,将沟槽的两边扩至需要的宽度;之后,割嘴伸进已割出的坡口内,按上述方法继续向前割槽。清根过程中割炬与工件的角度变化如图8-19所示。
2)每当打开切割氧吹除氧化铁渣的同时,割嘴要随着氧化铁渣的吹除而慢慢后移(移动范围一般多在10~30mm之间),以减轻氧气气流的冲击力,防止将金属吹成高低不平或吹出深沟。
 (https://www.xing528.com)
(https://www.xing528.com)
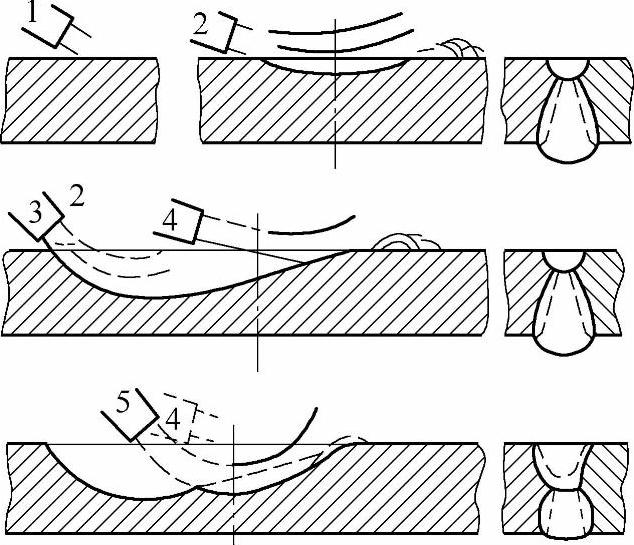
图8-19 清根过程割炬与工件的角度
1—预热角度(20°左右) 2—清根开始角度(5°左右) 3—清根开始后角度逐渐变化到45°左右 4—割炬前进后继续清根的开始角度(5°左右) 5—继续清根的角度(45°左右)
3)在清根过程中,切割氧需根据金属的燃烧温度情况随时打开和关闭。
4)采用中性焰预热,火焰能率比割钢板时要大些,吹除氧化铁渣时,切割氧流要小些,这样便于控制坡口的宽窄、深浅和根部表面的粗糙度。
气割清焊根或开坡口的优点除了设备简单、适用灵活和容易掌握外,同时较其他方法更容易发现焊缝内存在的缺陷(如气孔、夹渣、未焊透、裂纹等)。气割清焊根的缺点除了效率较碳弧气刨低外,还因割嘴需伸进坡口内进行,所以清出的槽形坡口较宽。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。