



在气割下料操作过程中,各个加工步骤中的操作要点主要有以下方面内容。
(1)气割前准备的操作要点 气割下料操作前的准备工作主要应注意以下要点:
1)按照零件图样要求放样、号料。放样划线时应考虑留出气割毛坯的加工余量和切口宽度。放样、号料时应采用套裁法,以减少余料的消耗。
2)根据割件厚度选择割炬、割嘴和气割参数。
3)气割之前要认真检查工作场所是否符合安全生产的要求,检查乙炔瓶和回火保险器等设备是否能保证正常进行工作,并检查射吸式割炬的射吸能力是否正常。然后将气割设备按操作规程连接完好。开启乙炔气瓶阀和氧气瓶阀,调节减压器,使氧气和乙炔气达到所需的工作压力。
4)应尽量将割件垫平,并使切口处悬空,支点必须放在割件以内。切勿直接在水泥地面上垫起割件气割,如果确需在水泥地面上进行气割,则应在割件与地板之间加一块铜板,以防止水泥迸溅伤人。
5)用钢丝刷或预热火焰清除切割线附近表面上的油漆、铁锈和油污。
6)点火后,将预热火焰调整适当,然后打开切割氧阀门,观察切割气流的形状和长度。当其形状为笔直和清晰的圆柱形、长度超过板厚的1/3时,即可满足切割要求。切割气流的形状和长度如图8-8所示。
(2)预热操作要点 开始气割时,将起割点材料加热到燃烧温度(割件发红),即预热。只有在起割点预热后,才可以慢慢开启切割氧调节阀进行切割。预热的操作方法,应根据零件的厚度灵活掌握。
1)气割厚度<50mm的割件时,可采取割嘴垂直于割件表面的方式进行预热。
2)气割厚度>50mm的割件时,预热分两步进行,如图8-9所示。开始时将割嘴置于割件边缘,并后倾10°~20°加热,如图8-9a所示;待割件边缘加热到暗红色时,再将割嘴垂直于割件表面继续加热,如图8-9b所示。
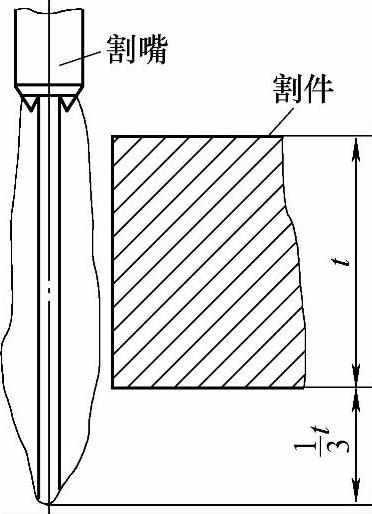
图8-8 切割气流的形状和长度
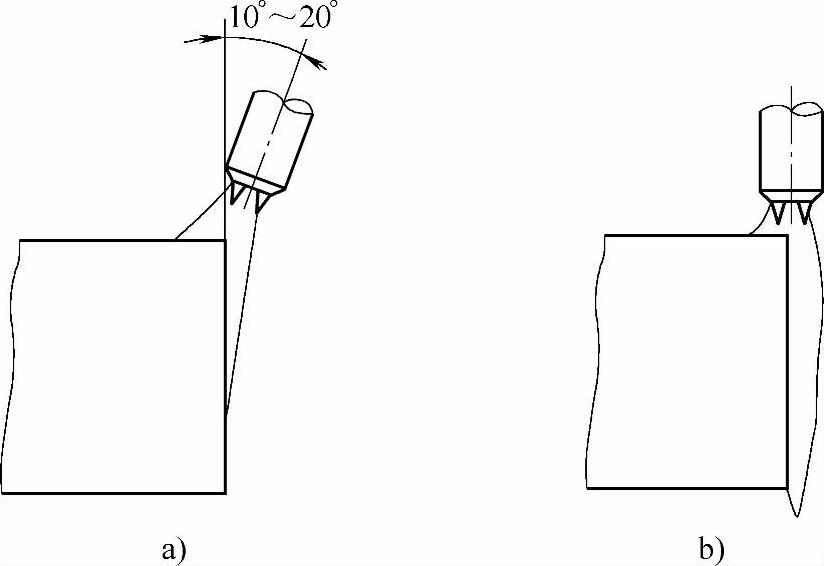
图8-9 厚割件的预热
a)开始预热 b)起割前预热
3)气割割件的轮廓时,对于薄件可垂直加热起割点;对于厚件应先在起割点处钻一个孔径约等于切口宽度的通孔,然后再加热该孔边缘作为起割点预热。(https://www.xing528.com)
(3)起割操作要点 起割操作要点主要有以下方面的内容:
1)首先应点燃割炬,并随即调整好火焰(中性焰)。火焰的大小,应根据钢板的厚度调整适当。
2)将起割处的金属表面预热到接近熔点温度(金属呈亮红色或“出汗”状),此时将火焰局部移出割件边缘并慢慢开启切割氧气阀门,当看到钢液被氧射流吹掉时,再加大切割气流,待听到“噗、噗”声时,便可按所选择的气割参数进行切割。
3)应注意气割割件内轮廓时,起割点不能选在毛坯的内轮廓线上,应选在内轮廓线之内的余料上,待该点割穿之后,再将割嘴移至切割线上进行切割。
(4)切割操作要点 切割操作要点主要有以下方面的内容:
1)在切割过程中,应经常注意调节预热火焰,使之保持中性焰或轻微的氧化焰,焰心尖端与割件表面距离3~5mm;同时应将切割氧孔道中心对准钢板边缘,以利于减少熔渣的飞溅。
2)保持熔渣的流动方向基本上与切口垂直,后拖量尽量小。
3)注意调整割嘴与割件表面间的距离和割嘴倾角。
4)注意调节切割氧气压力与控制切割速度,防止爆鸣、回火和熔渣溅起灼伤操作人员。切割厚钢板时,因切割速度慢,为防止切口上边缘产生连续珠状熔渣、上缘被熔化成圆角和减少背面的黏附挂渣,应采取较弱的火焰能率。
5)注意身体位置的移动。切割长的板材或作曲线形切割时,一般在切割长度达到300~500mm时应移动一次操作位置。移位时,应先关闭切割氧调节阀,将割炬火焰抬离割件,再移动身体的位置。继续施割时,割嘴一定要对准割透的接割处并预热到燃点,再缓慢开启切割氧调节阀继续切割。
6)若在气割过程中发生回火而使火焰突然熄灭,应立即将切割氧气阀关闭,同时关闭预热火焰的氧气调节阀,再关闭乙炔阀。回火导致火焰熄灭后,应过一段时间再重新点燃火焰进行切割。
(5)气割结尾操作要点 气割结尾操作要点主要有以下方面的内容:
1)气割临近结束时,将割嘴后倾一定角度,使钢板下部先割透,然后再将钢板割断。
2)切割完毕应及时关闭切割氧调节阀并抬起割炬,再关闭乙炔调节阀,最后关闭预热氧气调节阀。
3)工作结束后或较长时间停止切割,应将氧气瓶阀关闭,松开减压器调压螺钉,将氧气胶管中的氧气放出,同时关闭乙炔瓶阀,放松减压调节螺钉,将乙炔胶管中的乙炔放出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。