



在不同的母材上采用不同的钎焊方法,钎焊操作时的要点也有所不同。具体应注意以下方面。
(1)钎料和钎剂的选择 不同材料的钎焊性能是不同的,而钎焊时所选择的钎料和钎剂在很大程度上又决定了钎焊接头的性能和质量,因此钎焊的钎料和钎剂必须根据钎焊接头的使用要求和母材的种类来选用。常见硬钎料及软钎料、钎剂的选用可参照表7-3~表7-6。
(2)钎料的放置 在各种钎焊方法中,除火焰钎焊和烙铁钎焊外,大多数是预先将钎料安置在接头上。安置钎料时,应尽量利用间隙的毛细作用和钎料的重力作用使钎料填满装配间隙。图7-5所示是常用的钎料放置方法。
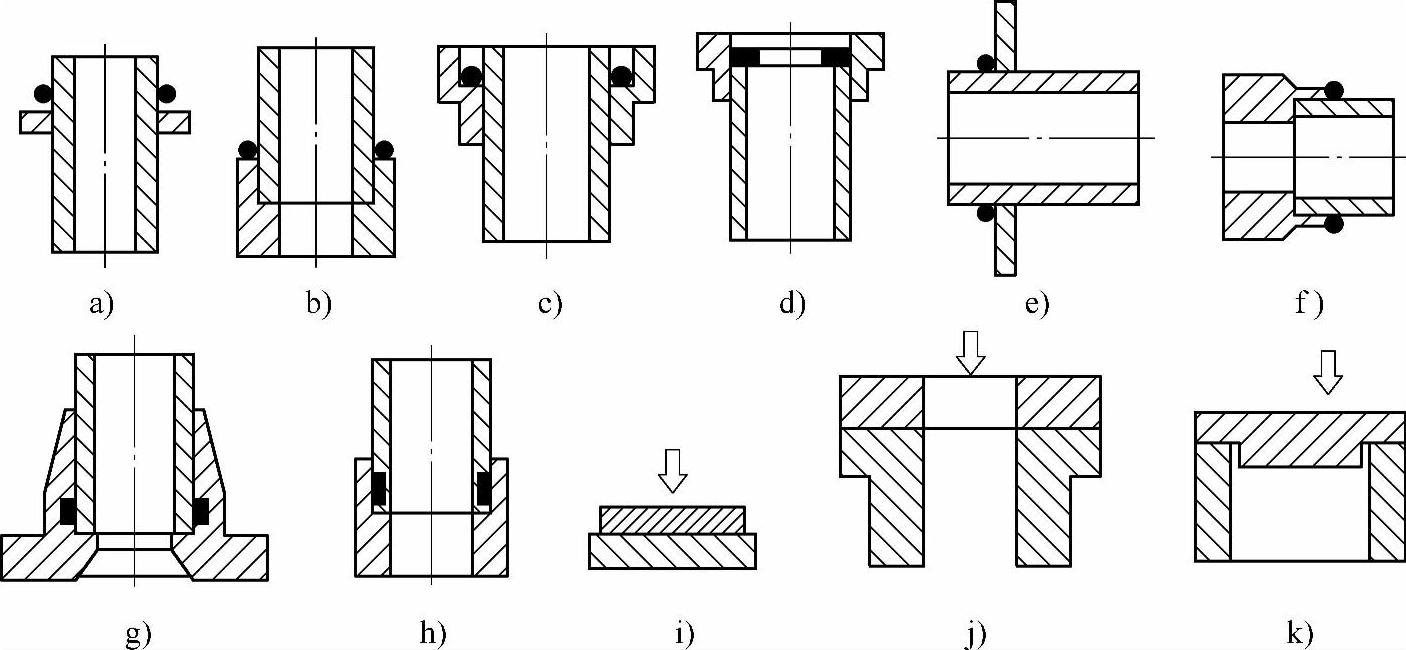
图7-5 常用的钎料放置方法
a)~h)环状钎料的放置 i)~k)箔状钎料的放置
图7-5a、b所示环状钎料的安置方式是合理的,即为了避免钎料沿平面流失,应将钎料放在稍高于间隙的部位;为了完全防止钎料沿法兰平面流淌,可采用图7-5c、d所示形式的接头;图7-5e、f所示为钎料紧贴焊缝,便于充分利用毛细现象填满间隙;图7-5g、h所示为焊缝较长,配合紧密,在厚件上开钎料槽,可防止流淌,有利于充分利用毛细现象填充间隙;图7-5i、j、k所示为将箔状钎料放置在焊件中间,为了填满间隙,可利用自重或按箭头方向施加一定压力。
膏状钎料可以直接涂在焊缝处,粉末状钎料可选用适当的粘结剂调和后黏附在接头上。
为了完全防止钎料流失,有时需要涂阻流剂。阻流剂主要是由氧化物(如氧化铝、氧化钛或氧化镁等稳定氧化物)与适当的粘结剂组成。钎焊前将糊状阻流剂涂在邻近接头的零件表面上,由于钎料不能润湿这些物质,故可阻止钎料流动。但钎焊后需再将它去除。阻流剂在保护气氛炉中钎焊和真空炉中钎焊中用得很广。
(3)钎焊参数的选择 钎焊过程中变化的参数主要是温度和时间。钎焊温度是保证钎焊质量的关键因素。钎焊温度通常高于钎料熔点25~60℃,以保证钎料能填满间隙。若希望钎料与母材充分反应,钎焊温度应适当提高一些,如用镍基钎料焊接不锈钢时,焊接温度可以高于钎料液相线100℃左右。钎焊时间的选择以温度均匀、填满焊缝为原则。
钎焊保温时间与焊件尺寸、钎料与母材相互作用的剧烈程度有关。大件的保温时间应当长些。如果钎料与母材作用强烈,则保温时间应短些。一定的保温时间可促使钎料与母材相互扩散,形成优质接头,但保温时间过长将会造成熔蚀等缺陷。
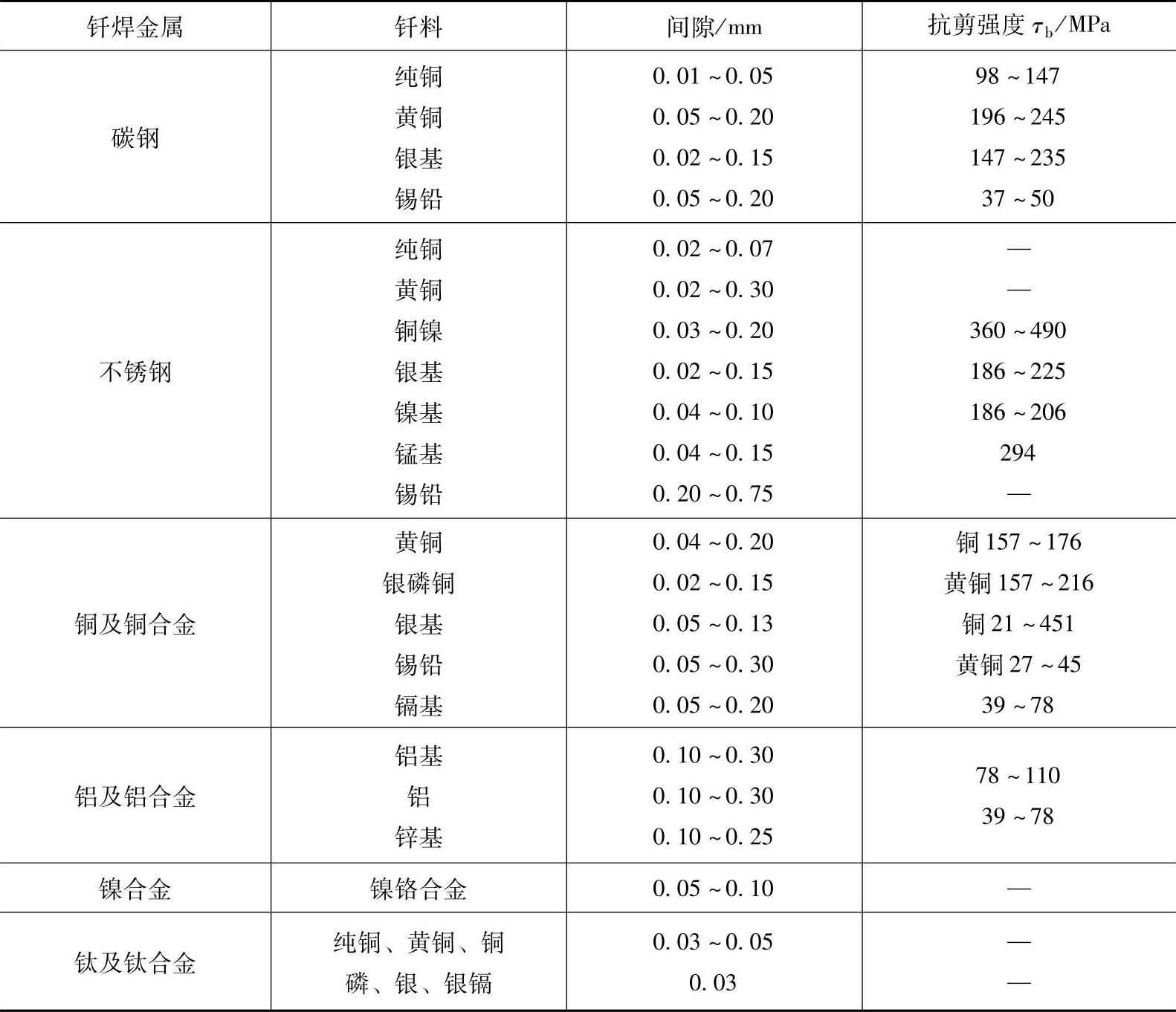
(4)钎焊接头间隙的选择 钎焊接头间隙的大小对钎缝的致密性和接头强度有较大影响。间隙过大,会破坏毛细管的作用。间隙越小,强度越高,但接头间隙过小会妨碍液态钎料的流入,使钎料不能充满整个钎缝。接头间隙的大小不但与钎焊金属及钎料的性能有关,而且与焊件形状、尺寸及钎焊工艺有关。钎焊接头间隙与接头强度的关系见表7-10。
表7-10 钎焊接头间隙与接头强度的关系
接头间隙的影响因素主要有以下方面:(https://www.xing528.com)
1)垂直位置的接头间隙应小些,以免钎料流出;水平位置的接头和搭接长度大的接头间隙应大些。
2)采用钎剂时,接头间隙应当大些。真空或气体保护钎焊没有排渣的过程,接头间隙应选小些。
3)使用流动性好的钎料,接头间隙应小些;使用流动性差的钎料,接头间隙应大些。
4)母材与钎料的相互作用程度较小时,接头间隙可取小些;当母材与钎料的相互作用强烈时,间隙应大些。
5)异种材料的钎焊接头,必须根据材质的热膨胀数据计算出钎焊温度时的接头间隙,图7-6所示是确定在钎焊温度下异种金属径向间隙的计算图。
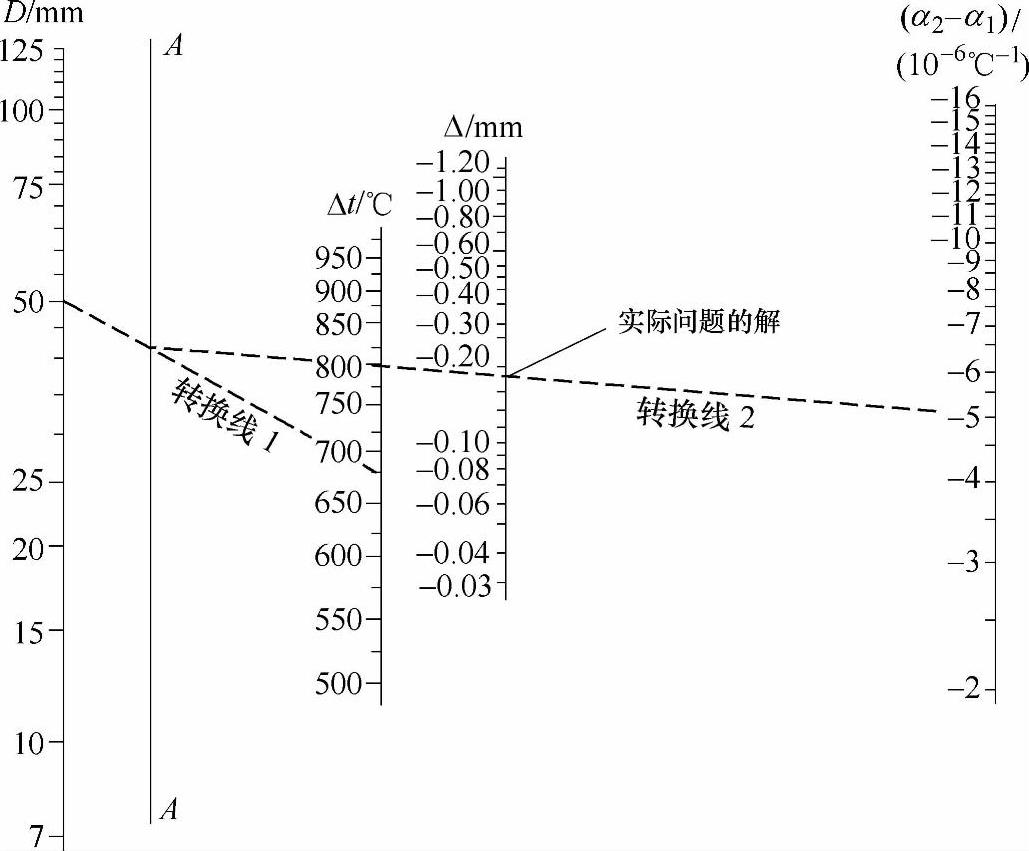
图7-6 确定在钎焊温度下异种金属径向间隙的计算图
D—接头的正常直径(mm) Δt—钎焊温度减去室温(℃) Δ—间隙的变化(mm) α1—内插件平均热膨胀系数(℃-1) α2—外套件平均热膨胀系数(℃-1)
当α1>α2时,α2-α1为负值,Δ读数也是负值,表示加热时接头间隙缩小;当α2>α1时,Δ读数为正值,表示加热时接头间隙增大。
如当D=50mm,Δt=680℃,α2-α1=-5×10-6℃-1时,连接D与Δt相应点在AA线上有一交点,将此交点与(α2-α1)的相应点连线得到与Δ的交点即为实际问题的解Δ=-0.17mm。此外,不同线胀系数材料装配间隙与装配方式的关系,如图7-7所示。

图7-7 不同线胀系数材料装配间隙与装配方式的关系
a)黄铜套在钢中室温时大间隙 b)黄铜套在钢中钎焊温度时合适间隙 c)钢套在黄铜中室温时小间隙 d)钢套在黄铜中钎焊温度时合适间隙
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。