



钎焊前必须仔细地清除焊件表面的氧化物、油脂、脏物和油漆等,因为熔化了的钎料不能润湿未经清理的零件表面,也无法填充间隙。有时,为了改善母材的钎焊性以及提高钎焊接头的耐蚀性,钎焊前还必须将零件预先镀覆某种金属层。
(1)清除油污 焊件表面黏附的矿物油可用有机溶剂清洗,动植物油可用碱液清洗,但实际情况往往两种油脂同时存在,因此必须用两种或更多种方法清洗。
1)有机溶剂去油。常用的有机溶剂有三氯乙烯、汽油、丙酮、四氯化碳等。三氯乙烯效果最好,但是毒性最大。最常用的是汽油和丙酮。先用汽油擦去焊件表面的油污,再放入三氯乙烯中浸洗5~10min,然后擦干;再放入无水乙醇中浸泡后,在碳酸镁水溶液中煮沸3~5min;最后用水冲洗,酒精脱水并烘干。若采用丙酮去油,要先用汽油浸泡除油,再用丙酮洗净,然后吹干即可。
2)碱溶液去油。铜及铜合金、低碳钢、低合金钢、不锈钢、镍及镍合金、钛及钛合金等可放在80~90℃的10%(质量分数)NaOH水溶液中浸洗8~10min;铝及铝合金可放在70~80℃的Na3PO4(50~70g/L)、Na2SiO3(25~30g/L)、肥皂(3~5g/L)的水溶液中浸洗10~15min,然后用清水冲洗干净。
(2)氧化物及锈斑清理 单件生产时,可用锉刀、砂布或金属刷手工清理焊件表面的氧化物及锈斑,清理时形成的沟槽还有利于钎料的润湿和铺展。小批量生产时,可用喷砂、砂轮或机动金属刷清理。用砂布等清理时,注意不要使砂粒残留在接合面上。铝及铝合金、钛合金的表面不宜用锉刀、砂布等机械清理氧化物的方法。
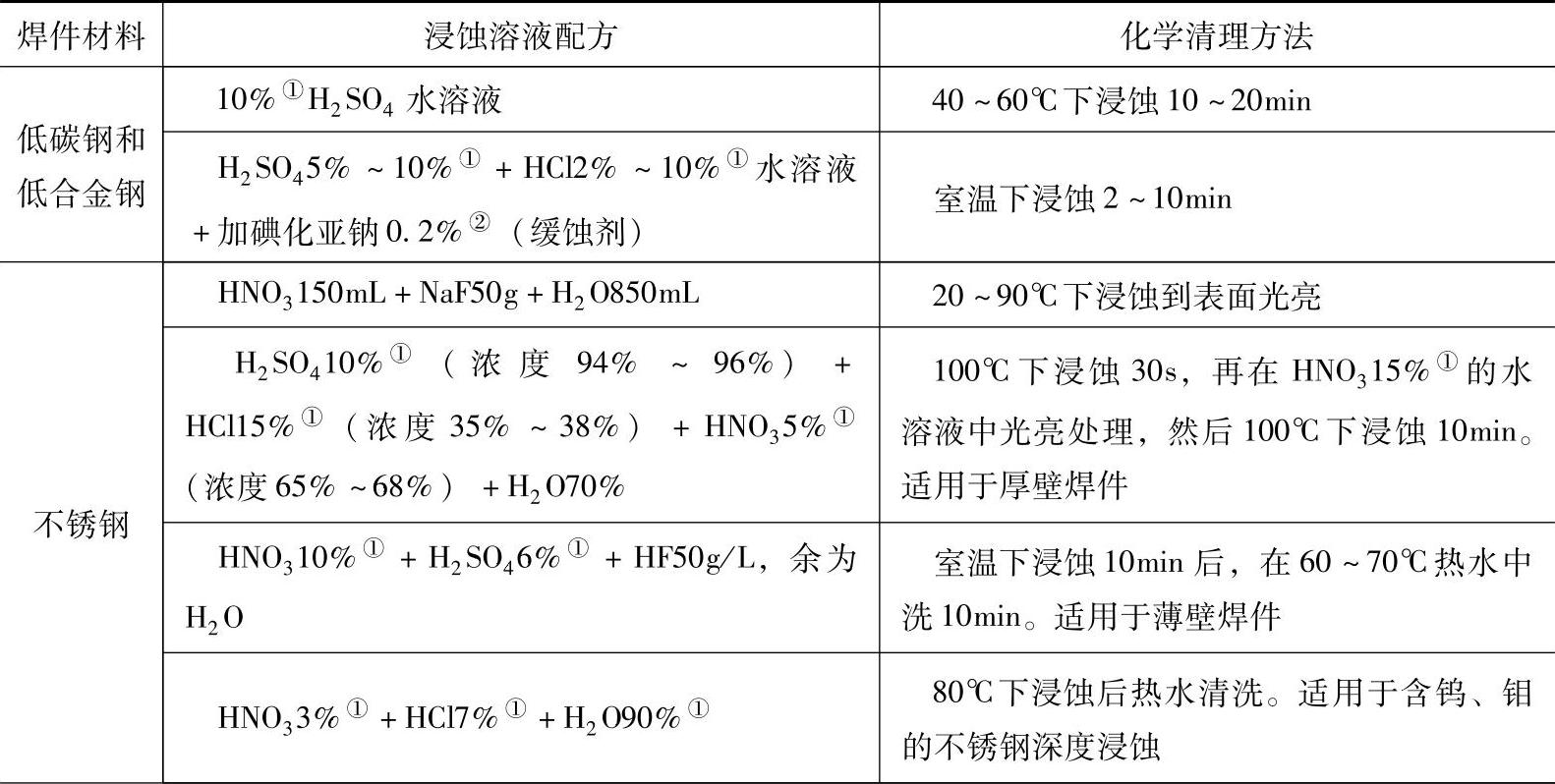
对大批量生产、要求生产率高和可靠性时,可采用化学清理方法,清理后应进行光亮处理和水冲洗。常用材料表面氧化膜的化学清理方法见表7-8。清洗后的焊件表面严禁手摸或与脏物接触,并立即装配或放入干燥器内保存。装配时,应戴棉布手套操作,防止污染焊件。
表7-8 常用材料表面氧化膜的化学清理方法
(续)(https://www.xing528.com)
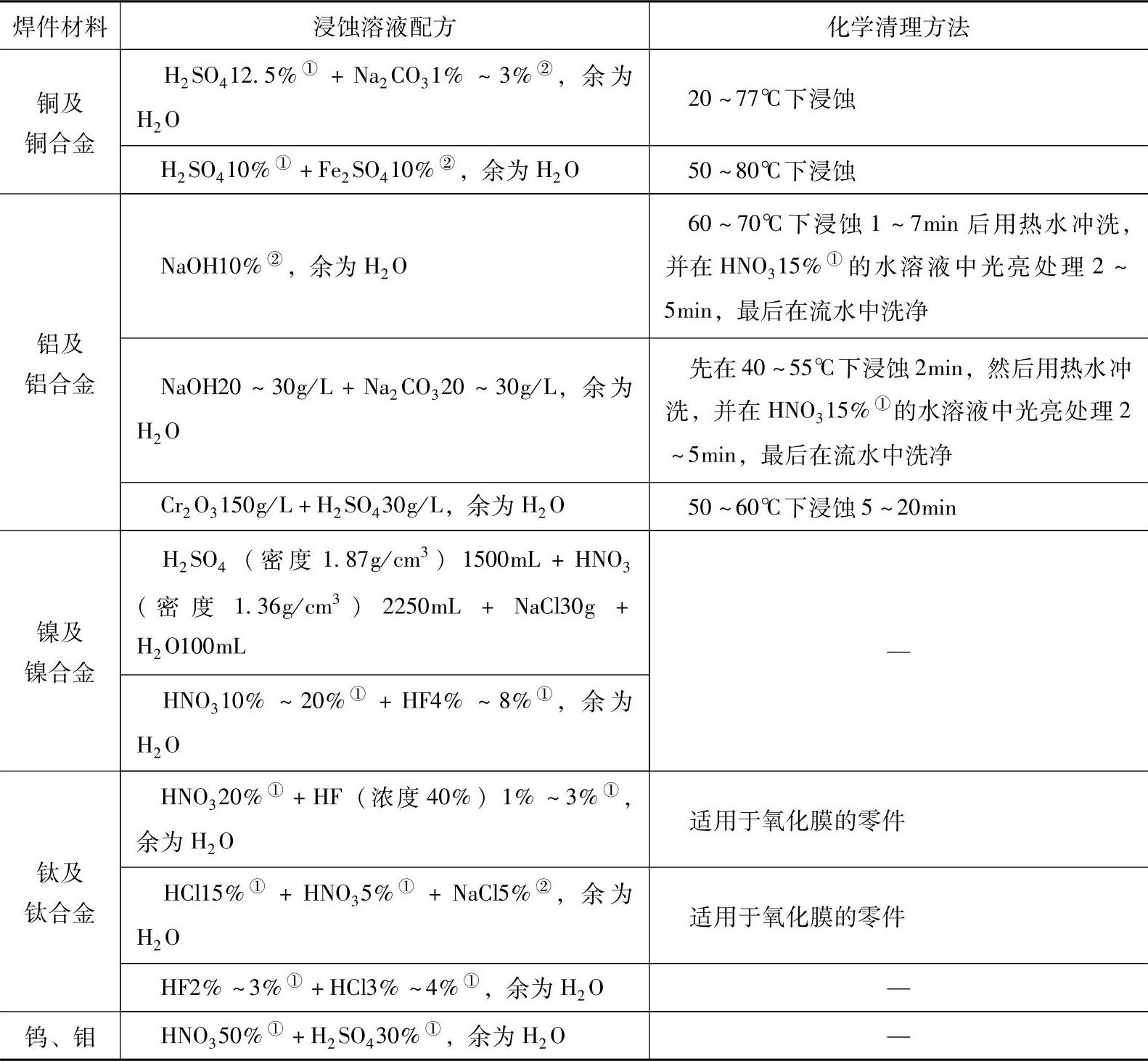
①此百分数为体积分数。
②此百分数为质量分数。
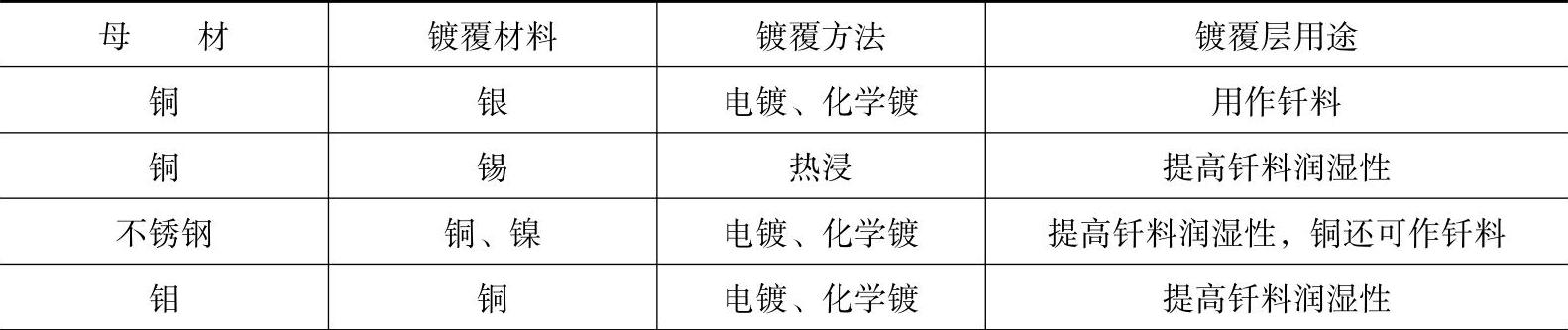
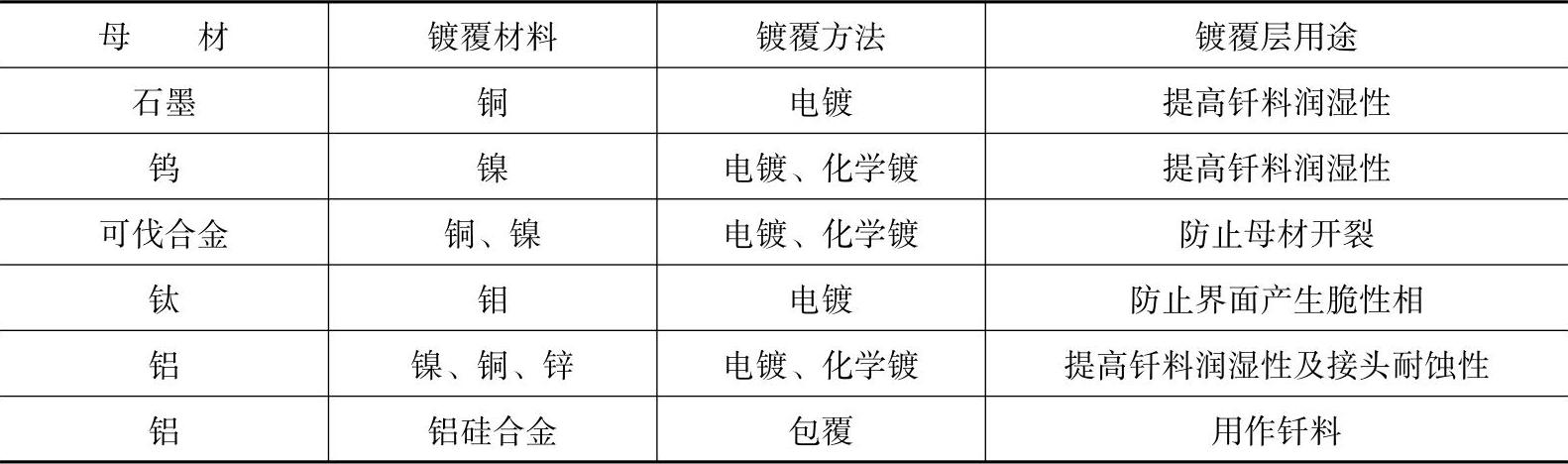
(3)焊件表面预镀覆金属 在母材表面镀覆一层金属,其目的是改善钎焊性,增加钎料对母材的润湿性,减少母材与钎料的互相作用,防止产生裂纹以及在界面产生脆性化合物。金属镀层还可作为钎料,以减少放置钎料的麻烦,简化生产过程,提高生产率。镀覆的方法有电镀、化学镀、热浸和轧制包覆等。镀覆的方法及作用见表7-9。
表7-9 预镀覆的方法及作用
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。