



焊缝倾角为80°~90°、焊缝转角为0°~180°的焊接位置称为立焊位置,在立焊位置进行的焊接操作称为立焊。立焊时熔池金属容易下淌,故焊缝成形困难,不易得到平整的焊缝。平板立对接焊如图6-10所示。
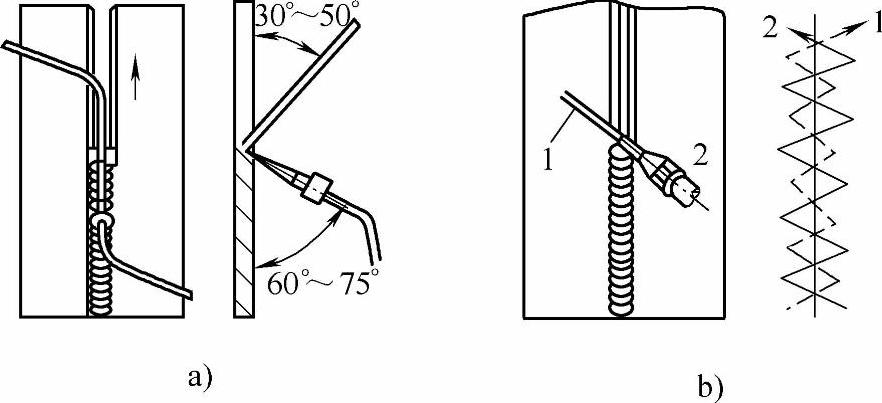
图6-10 平板立对接焊
a)焊嘴、焊丝与工件的相对位置 b)焊丝和焊嘴的运动 1—焊丝 2—焊嘴
平板立对接焊一般采用自下而上的左向焊法。焊嘴、焊丝与工件的相对位置如图6-10a所示。此外,操作时还应注意以下方面:
1)立焊时,焊接火焰应向上倾斜,与焊件成60°夹角,并应少加焊丝,采用比平焊小15%左右的火焰能率进行焊接。
2)焊接过程中,在液体金属即将下淌时,应立即把火焰向上提起,待熔池温度降低后,再继续进行焊接。一般为了避免熔池温度过高,可以把火焰较多地集中在焊丝上,同时增加焊接速度来保证焊接过程的正常进行。
3)要严格控制熔池温度,不能使熔池面积过大,也不能过深,以防止熔池金属下淌。熔池应始终保持扁圆或椭圆形,不要形成尖爪形。(https://www.xing528.com)
4)焊炬沿焊接方向向上倾斜,借助火焰的气流吹力托住熔池金属,防止下滴。
5)为方便操作,可将焊丝弯成120°~140°,以便于手持焊丝正确施焊。
6)焊接时,焊炬不作横向摆动,只作单一上下跳动,给熔池一个加快冷却的机会,并保证熔池受热适当;焊丝应在火焰气流范围内作环形运动,将熔滴有节奏地添加到熔池中。
7)立焊2mm以下厚度的薄板,宜加快焊速,使液体金属不等下淌就凝固。此时需注意,不要使焊接火焰作上下的纵向摆动,可作小的横向摆动,以疏散熔池中间的热量,并把中间的液体金属带到两侧,以获得较好的成形。
8)焊接2~4mm厚的工件可以不开坡口,为保证熔透,应使火焰能率适当大些。焊接时,在起焊点应充分预热,形成熔池,并在熔池上熔化出一个直径相当于工件厚度的小孔,然后用火焰在小孔边缘加热熔化焊丝,填充圆孔下边的熔池,一面向上扩孔,一面填充焊丝完成焊接。
9)焊接5mm以上厚度的工件应开坡口,最好也能先烧一个小孔,将钝边熔化掉,以便焊透。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。