



【摘要】:加热结束后,倾斜火焰中心,待焊丝熔滴填满熔池,便可移动火焰和焊丝连续进行焊接。在焊接过程中,火焰倾斜角可根据焊件厚度在20°~60°之间选择。焊接的同时要操纵焊炬使火焰作斜上方的摆动,断续地对熔池和焊丝加热,不断形成新的熔池和焊丝熔滴,使焊接得以连续进行。焊接时,焊炬与焊丝应作均匀协调的运动,以获得良好的焊缝质量。焊接铸铁及有色金属时,焊丝还应搅拌熔池,挑出熔渣。
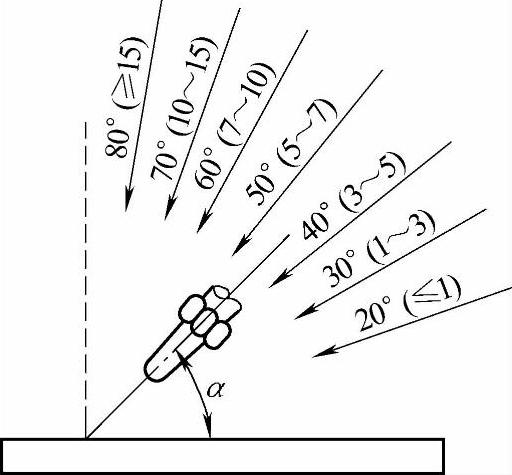
加热结束后,倾斜火焰中心,待焊丝熔滴填满熔池,便可移动火焰和焊丝连续进行焊接。在焊接过程中,火焰倾斜角可根据焊件厚度在20°~60°之间选择。图6-3所示为焊接低碳钢时,火焰倾斜角度与焊件厚度的关系。所焊材料不同,焊嘴倾角不同,如焊铜时,焊嘴倾角α为80°;焊铝时,焊嘴倾角α为10°。焊接的同时要操纵焊炬使火焰作斜上方的摆动,断续地对熔池和焊丝加热,不断形成新的熔池和焊丝熔滴,使焊接得以连续进行。
焊接时,焊炬与焊丝应作均匀协调的运动,以获得良好的焊缝质量。焊丝与焊炬有两个方向的运动,即沿焊缝横向摆动和纵向移动。
焊炬沿焊缝作横向摆动,可使焊缝边缘得到火焰的加热,并很好地熔透,同时借助火焰气体的冲击力把液体金属搅拌均匀,使熔渣浮起,从而获得良好的焊缝成形。另外,还可避免焊缝金属过热或烧穿。
焊丝在垂直于焊缝的方向送进并作上下移动。如果在熔池中发现有氧化物和气体时,可用焊丝不断地搅动金属熔池,使氧化物浮出和排出气体。
焊丝除了上述运动外,还要作向熔池方向的送进运动,即焊丝末端在高温区和低温区之间作往复运动。焊接铸铁及有色金属时,焊丝还应搅拌熔池,挑出熔渣。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-3 火焰倾斜角度与焊件厚度的关系
焊炬和焊丝常见的几种摆动方法如图6-4所示。其中,图6-4a、b、c适用于焊接各种较厚的大的焊件及堆焊,图6-4d适用于各种薄板焊件的焊接。在焊接过程中,究竟用哪种摆动方法好,可根据具体情况,自行运用。
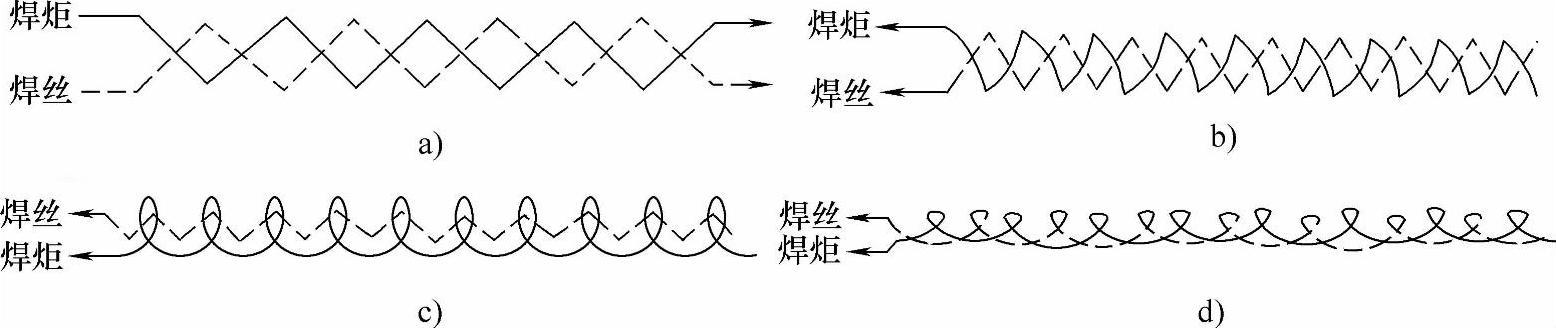
图6-4 焊炬和焊丝的摆动方法
a)右向焊法 b)、c)、d)左向焊法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。