



为满足电弧焊的使用要求,对焊条有以下的基本要求:
1)保证焊缝金属和焊接接头的力学性能及物理性能,不产生气孔、夹渣、裂纹等缺陷。
2)有良好的焊接工艺性能,如能用各种电源(交流、直流),电弧稳定,燃烧均匀,飞溅少,熔渣的粘度及流动性适当,脱渣性好,焊缝成形良好,可全位置焊接。
3)能提高劳动生产率。
4)采用廉价涂层,焊条成本低。
5)药皮强度好,不易脱落,不易吸潮,同心度好。
6)焊接时不得放出对人体有害的气体。
1.焊条的组成
焊条由药皮和焊芯两大部分组成。随着焊条使用场合的不同,药皮和焊芯的组成也有所不同。
(1)药皮 焊条药皮是矿石粉末、铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。药皮具有良好的保护性和稳弧性,以及能使焊缝金属脱氧并形成过渡合金元素等特点。按照其作用的不同,药皮涂料可分为以下7类:
1)稳弧剂。可以增加电弧的稳定性,改善电弧的燃烧条件。主要有碳酸钾(K2CO3)、碳酸钡(BaCO3)、长石(SiO2、Al2 O3、K2O、Na2O的复合物)、白垩土和大理石等。
2)造渣剂。可以产生活性熔渣,与液体金属相互作用,防止液体金属和空气接触,并能使金属缓慢冷却,起到保护焊缝金属的作用。有石英砂(SiO2)(量多易脱渣,但过多时熔渣过黏易夹渣)、大理石、长石、萤石(不利于稳弧,但和适量的SiO2配合可有效地减少氢的危害)、粘土(主要成分为Al2O3和SiO2)和镁砂(MgO)等。
3)造气剂。可以造成保护气氛。有淀粉、木粉、面粉、纤维和大理石等。
4)还原剂。使被氧化的金属还原,从而保护焊缝金属中的合金元素。有各种铁合金(如锰铁、铝铁、钛铁等)和石墨等。
5)合金剂。补偿焊缝烧损的合金成分,改进焊缝金属性能。有各种铁合金。
6)稀释剂。调整熔渣的粘度。有精选钛矿、锰矿、萤石和金红石等。
7)粘结剂。把药皮成分粘在一起并把药皮粘在焊芯上。有钠水玻璃(Na2O·nH2O)和钾水玻璃(K2O·nH2O)。前者比后者有更好的粘结性。当水玻璃的模数为2.2~3.0时,水玻璃的粘结性最好。水玻璃的密度小,粘结性低;若密度太大,则使焊条药皮容易生皱。
焊条药皮的成分对焊缝的性能有很大的影响,并可改变焊条的工艺性能。
(2)焊芯 根据焊条用途的不同,焊芯有钢丝、有色金属丝和铸造线材等多种。焊芯的作用有两种:一是作为电极传导电流,产生电弧;二是作为填充材料,与母材金属(焊件金属)熔合在一起,形成焊缝。焊条电弧焊时,焊芯金属约占整个焊缝金属的50%~70%,其化学成分直接影响焊缝的质量,因此制作焊芯用的金属都是经过特殊冶炼的。钢用焊芯的材料有碳素结构钢、合金结构钢和不锈钢3类。焊芯钢丝的牌号用代号“H”注明,其后的表示方法与钢号表示方法相同。例如H08(碳素钢焊芯)、H08Mn2Si(合金结构钢焊芯)和H022Cr19Ni10(不锈钢焊芯)等。
2.焊条的分类
焊条的型号和牌号种类繁多,按焊条的用途来分,可分为十大类:
第一类:结构钢焊条(普通低合金钢包括在此类);
第二类:钼和铬钼耐热钢焊条;
第三类:奥氏体不锈钢焊条;
第四类:铬不锈钢焊条;
第五类:堆焊焊条;
第六类:铸铁焊条;
第七类:铜及铜合金焊条;
第八类:镍及镍合金焊条;
第九类:铝及铝合金焊条;
第十类:特殊用途焊条。(https://www.xing528.com)
焊条按照焊条药皮熔化后的熔渣特性又可分成两类:
第一类:酸性焊条。其涂料的成分主要是氧化铁、氧化锰、氧化钛以及其他焊接时容易放出氧的物质。涂料里的有机物中有造气剂,焊接时产生保护气体。按照涂料中主要氧化物的种类和成分不同,这类焊条又可分为钛型、钛铁矿型、氧化铁型和锰型等。
第二类:碱性低氢型焊条。其涂料的成分主要是大理石和萤石,并含有较多的铁合金作为脱氧剂和合金剂。焊接时,大理石(CaCO3)分解产生CO2作为保护气体。由于焊接时仅放出少量的氧,因此合金元素很少氧化,焊缝金属合金化的效果较好,而且不易产生气孔。但由于电弧中氧含量较低,因此铁锈和水分容易产生氢气孔。防止氢气孔的方法,主要是依靠涂料里的萤石(CaF2)与其作用产生氟化氢来将其排除。但是萤石的存在不利于稳定电弧,因此要求采用直流电焊接。药皮中若加入特别稳定电弧的组成物(如碳酸钾等)也可用交流电源。
按照焊条的一些特殊使用性能和操作性能,可以将焊条分类为:超低氢焊条、低尘低毒焊条、向下立焊条、底层焊条、铁粉高效焊条、抗潮焊条、水下焊条、重力焊条和躺焊焊条等。
根据国家标准的规定,焊条按焊芯化学成分的不同分成七个型号大类,而按用途的不同又分为十个牌号大类,两者之间的对照关系见表3-1。
表3-1 焊条型号大类与牌号大类对照表

3.焊条的牌号
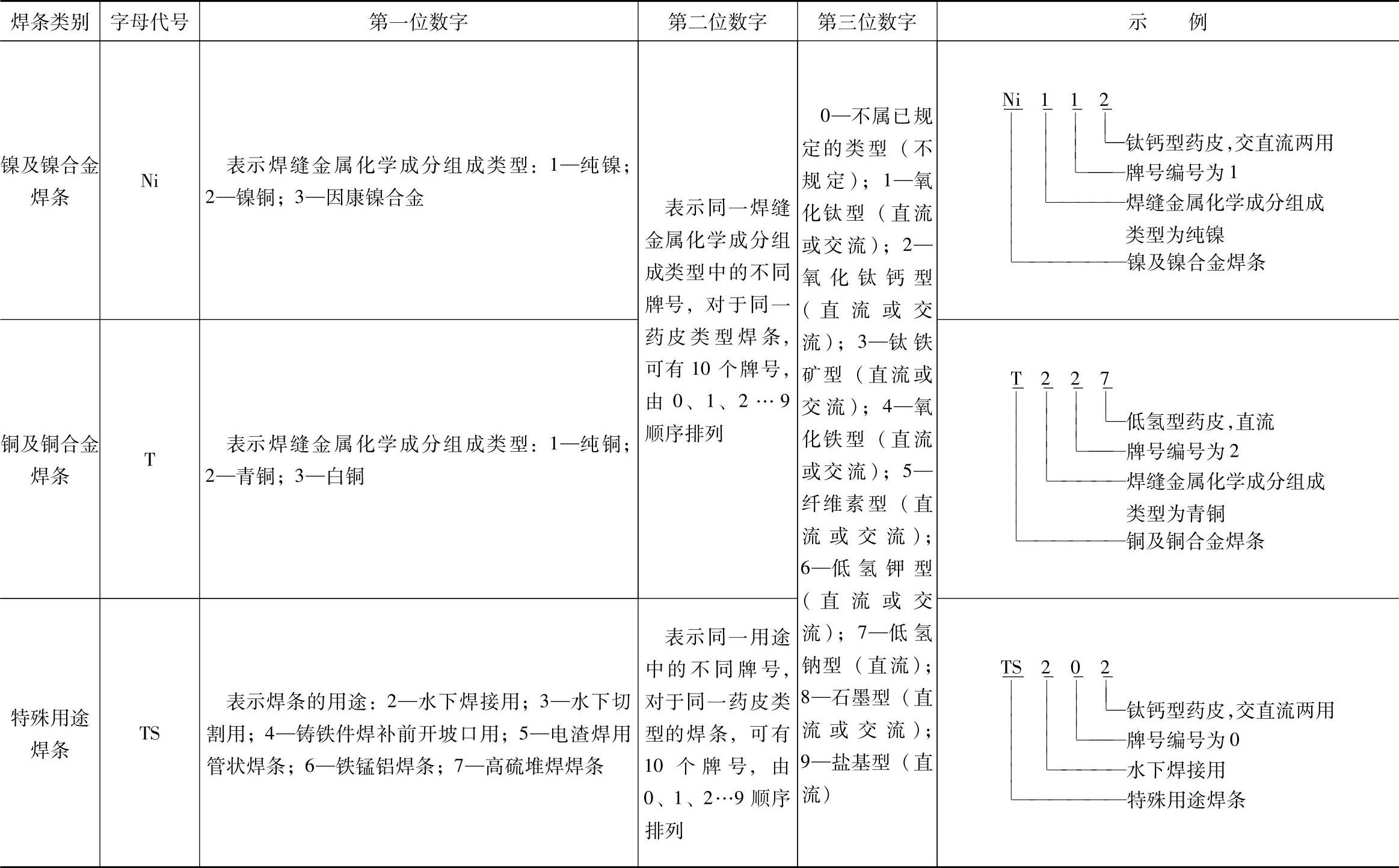
生产中对于焊条的分类是使用焊条牌号来表示的。焊条牌号通常是通过焊条的字母代号后加三位数字来表示,表3-2给出了焊条牌号的编制方法及含义。
表3-2 焊条牌号的编制方法及含义

(续)

(续)
注:表中合金元素含量均为质量分数。
4.焊条的型号
焊条除采用焊条牌号外,对于使用不同化学成分焊芯构成的焊条,还采用焊条型号来表示,并进行分类。例如:碳钢焊条型号按GB/T 5117—1995规定,是以熔敷金属的抗拉强度、药皮类型、焊接位置及焊接电流种类编制的。如E4303、E5015、E5016等,“E”表示焊条,前两位数字表示熔敷金属抗拉强度的最低值,单位MPa。第三位数字表示焊条的焊接位置,“0”、“1”表示焊条适用于全位置焊接,“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊。第三位和第四位数字组合表示焊接电流种类及药皮类型,如“03”为钙钛型药皮,交流或直流正反接;“15”为低氢钠型药皮,直流反接;“16”为低氢钾型药皮,交流或直流反接。
表3-3给出了常用焊条型号及牌号的对应关系及其应用情况。
表3-3 常用焊条型号及牌号的对应关系及其应用

5.各类焊条的工艺性能
根据焊条的分类,各类焊条的组成和工艺性能如下:
1)钛型(氧化钛型):药皮含多量氧化钛(金红石或钛白粉)的焊条。其工艺性能良好,熔深普通或较浅,电弧稳定,飞溅很少,熔渣易脱,焊波美观,可全位置焊接(平、立、横、仰)。
2)钛钙型:药皮中含有较多氧化钛及相当量的钙和镁的碳酸盐矿石(CaCO3和MgCO3)的焊条。其工艺性能稍次于钛型焊条,特别是在薄板结构与间断焊接时,钛型焊条显示出独特的优点,为钛钙型焊条所不及。相反,钛钙型焊条焊接的焊缝中,含氢量要比钛型焊条焊接的焊缝的含氢量约低一半,故其力学性能(特别是抗弯强度与冲击韧度值)高于钛型焊条。
3)钛铁矿型:药皮含多量钛铁矿的焊条。其工艺性能较钛型稍差,熔深普通,电弧稳定,焊波整齐,飞溅较钛型稍大,可全位置焊接。
4)氧化铁型:药皮含多量氧化铁及氧化锰铁等脱氧剂,生成FeO-MnO-SiO2系熔渣。其熔深较深,熔化也快,生产效率高,宜于平焊(也可用于其他位置的焊接)。
5)锰型:药皮含多量氧化锰的焊条。
6)(氧化钛)低氢型:药皮主要组成物为氧化钛(金红石或钛白粉)、大理石和萤石。其工艺性能较氧化钙低氢型稍好,但焊接质量稍差,可全位置焊接。
7)(氧化钙)低氢型:药皮主要组成物为大理石(或石灰石)和萤石,不含有机物,是焊缝中含氢量很低的焊条。其熔深稍浅,要求用极短弧焊接,具有良好的抗裂性能,焊缝金属力学性能好,可全位置焊接,直流反接(当药皮中加稳弧剂时,也可用交流电源)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。