



电弧焊(图3-1)是将焊条和焊件作为电极,使两块金属熔合成一体的焊接过程。焊件本身的金属叫做母材,焊条熔化的熔滴过渡到熔池上的金属叫焊着金属。焊接时,由于电弧吹力,使焊件熔化金属的底部形成一个凹坑,这个凹坑叫做熔池(冷却后形成弧坑)。焊着金属和母材不断熔合,而熔化的金属冷却后形成焊缝。焊缝表面覆盖的一层渣壳叫做焊渣。焊条熔化末端到熔池表面的距离称为电弧长。母材表面到熔池底部的距离叫做熔深。焊缝的形成过程如图3-4所示。
金属熔滴向焊缝熔池过渡的力主要有两种:第一种是重力(在水平施焊时,它能促使熔滴的过渡,而在立焊、横焊或仰焊时则阻碍熔滴的过渡);第二种是吹力(焊接时由于焊条的药皮比金属芯熔化慢,因而形成了一个杯状小罩,使弧柱内产生一个非常集中的气体压力),它也是熔滴过渡的主要力量。此外,金属熔滴还承受表面张力和电磁力等的作用。金属熔滴穿越弧柱向熔池过渡时,少部分会变成蒸气并在空气中氧化成烟气,还有一部分飞溅出熔池以外,但绝大部分会落入熔池,冷凝后形成焊缝。
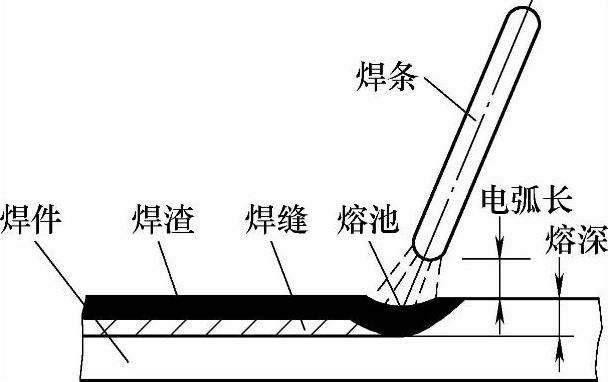
图3-4 焊缝的形成过程
在焊接时,由于熔池体积小、温度极高且存在时间极短,因此焊接的冶金过程比较复杂,如熔池中的某些元素会蒸发或燃烧,一些物理化学反应不能像正常冶金过程一样达到平衡等。(https://www.xing528.com)
焊接过程中,极高的电弧温度会使周围空气强烈受热而分解为化学性质很活泼的氧原子(O)和氮原子(N),当熔化金属向熔池过渡时,少部分金属便与氧原子和氮原子接触而化合成一系列的氧化物和氮化物,如氧与铁的化合物有氧化铁(FeO)、三氧化二铁(Fe2O3)和四氧化三铁(Fe3 O4)。其中氧化铁能溶于钢液中,并与钢中的碳、硅、锰、铬等元素作用,使这些元素的一部分烧损,形成浮渣或夹杂在焊缝金属内的夹渣,从而使焊缝的强度、塑性和冲击韧度降低,脆性增加。其余两种氧化物虽然不能溶于钢液,但可能会在焊缝内形成夹渣。氮原子可以直接溶于金属中,也可变成一氧化氮溶于金属中。焊缝中如果有氮气存在可提高强度,但塑性和冲击韧度急剧降低。
为了防止焊缝金属的氧化和氮化,在施焊时可以采用控制电弧长度,尽量采用短弧焊的方法,减少熔化金属和空气接触的机会,也可在焊条药皮中加入能够造气或造渣的保护物质,使熔化金属和空气隔绝,或者加入脱氧能力比铁更强的物质,使铁还原。
为了进一步改善焊缝金属的力学性能,还必须尽量减少焊缝中的硫、磷等有害成分(因为硫、磷会使焊缝金属发生热脆性和冷脆性),即在焊药中加入脱硫、磷物质,使焊缝金属得到精炼。另外,为了保证有益成分(硅、锰、铬、钼等)具有必要的含量,必须对焊接过程中合金元素的氧化烧损给以补偿和调整焊缝金属的化学成分,一般利用在药皮中加入锰铁、硅铁、铬铁等铁合金的方法,即在焊接过程中向熔化金属加入合金元素,使产生合金化作用,以增加焊缝金属的合金含量。具体参见本书第1章“1.2金属熔焊的原理”的相关内容。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。