



气割和气焊所用的气体、设备和工具是相似的,主要有氧气瓶、溶解乙炔气瓶(或乙炔发生器)、减压器等,所不同的只是气焊时使用焊炬,而气割时使用割炬。
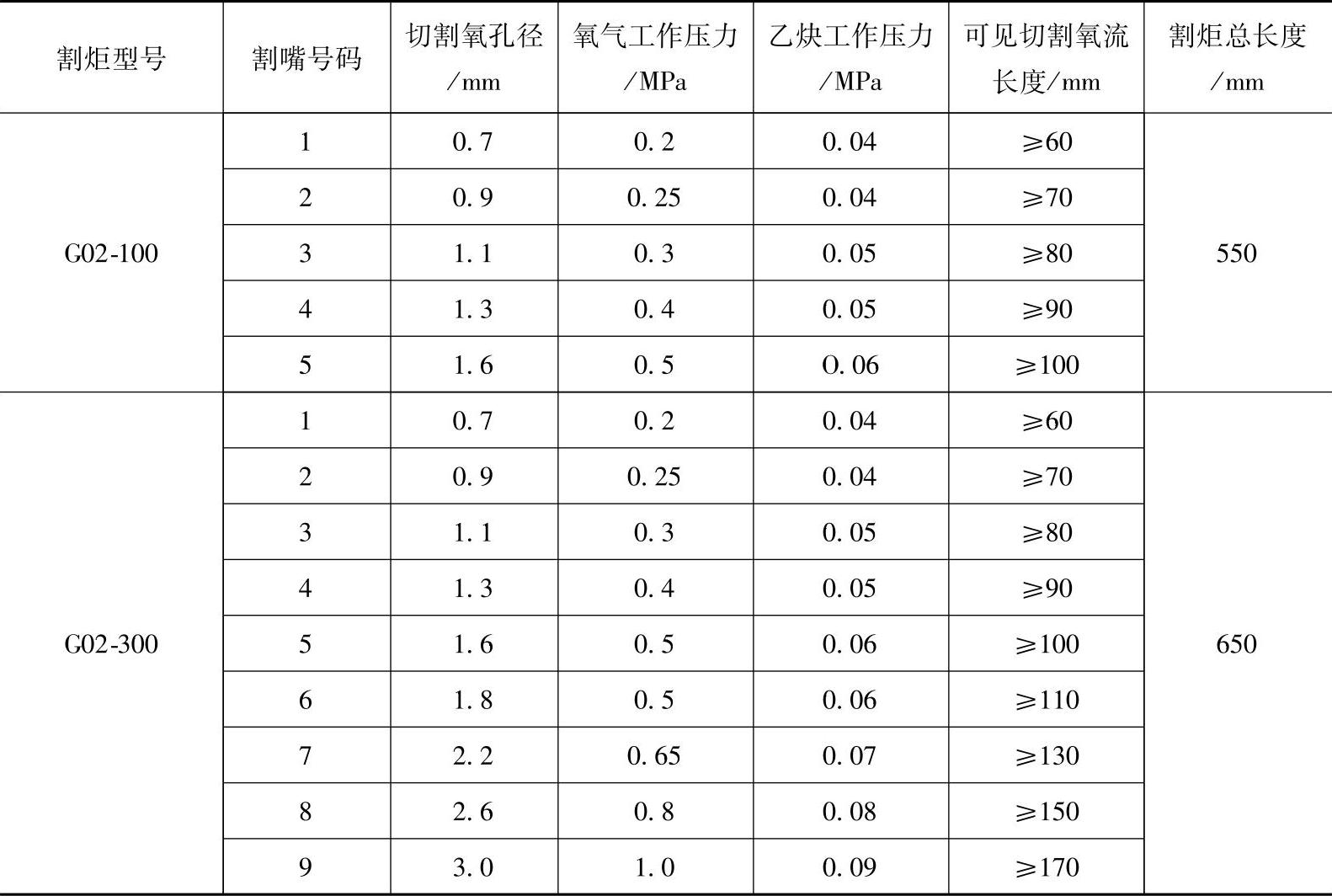
割炬的作用是将可燃气体与氧气按一定的比例和方式混合后,形成具有一定热量和形状的预热火焰,并在预热火焰中心喷射切割氧气流来进行切割。与焊炬一样,割炬按氧和乙炔混合方式不同也分为射吸式和等压式两种,如图2-14所示。其中以射吸式割炬应用最多,且适用于低压或中压乙炔。表2-10给出了常用射吸式割炬型号及其参数。
表2-10 常用射吸式割炬型号及其参数

注:割炬型号中G表示割炬,0表示手工,1表示射吸式,后缀数字表示气割低碳钢的最大厚度(mm)。
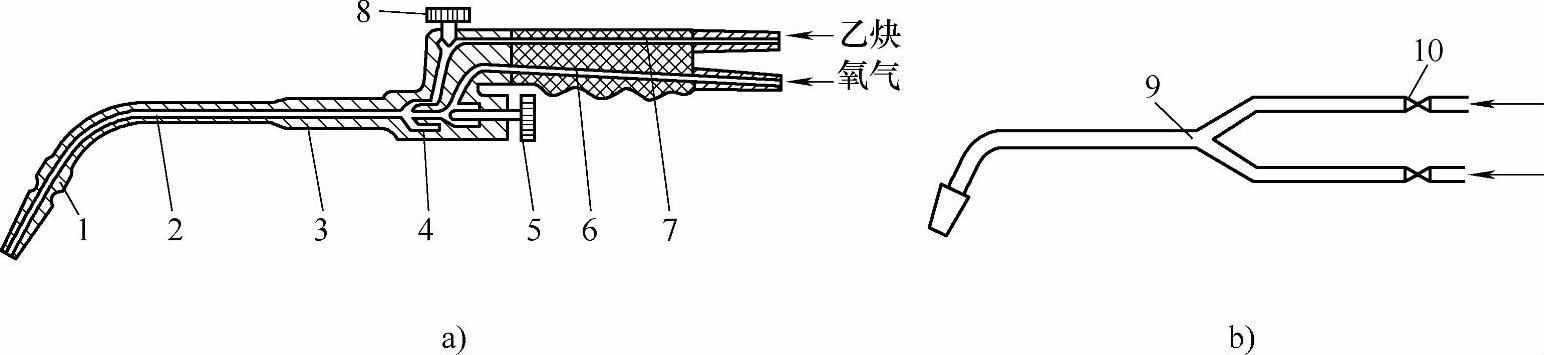
图2-14 割炬构造原理
a)射吸式原理及外形 b)等压式外形 1—焊嘴 2、9—混合管 3—射吸管 4—喷嘴 5、10—氧气阀 6—氧气导管 7—乙炔导管 8—乙炔阀
图2-14a所示为射吸式割炬。射吸式割炬采用固定射吸管,更换切割氧孔径大小不同的割嘴,可适应切割不同厚度工件的需要,生产中使用广泛。工作时预热氧高速进入混合室,吸入周围乙炔气,并以一定比例形成混合气,由割嘴喷出,点燃后形成预热火焰,切割氧则经氧气导管由割嘴中心孔喷出,形成高速切割氧流。
表2-11给出了射吸式割炬的常见故障及排除方法。
表2-11 射吸式割炬的常见故障及排除方法
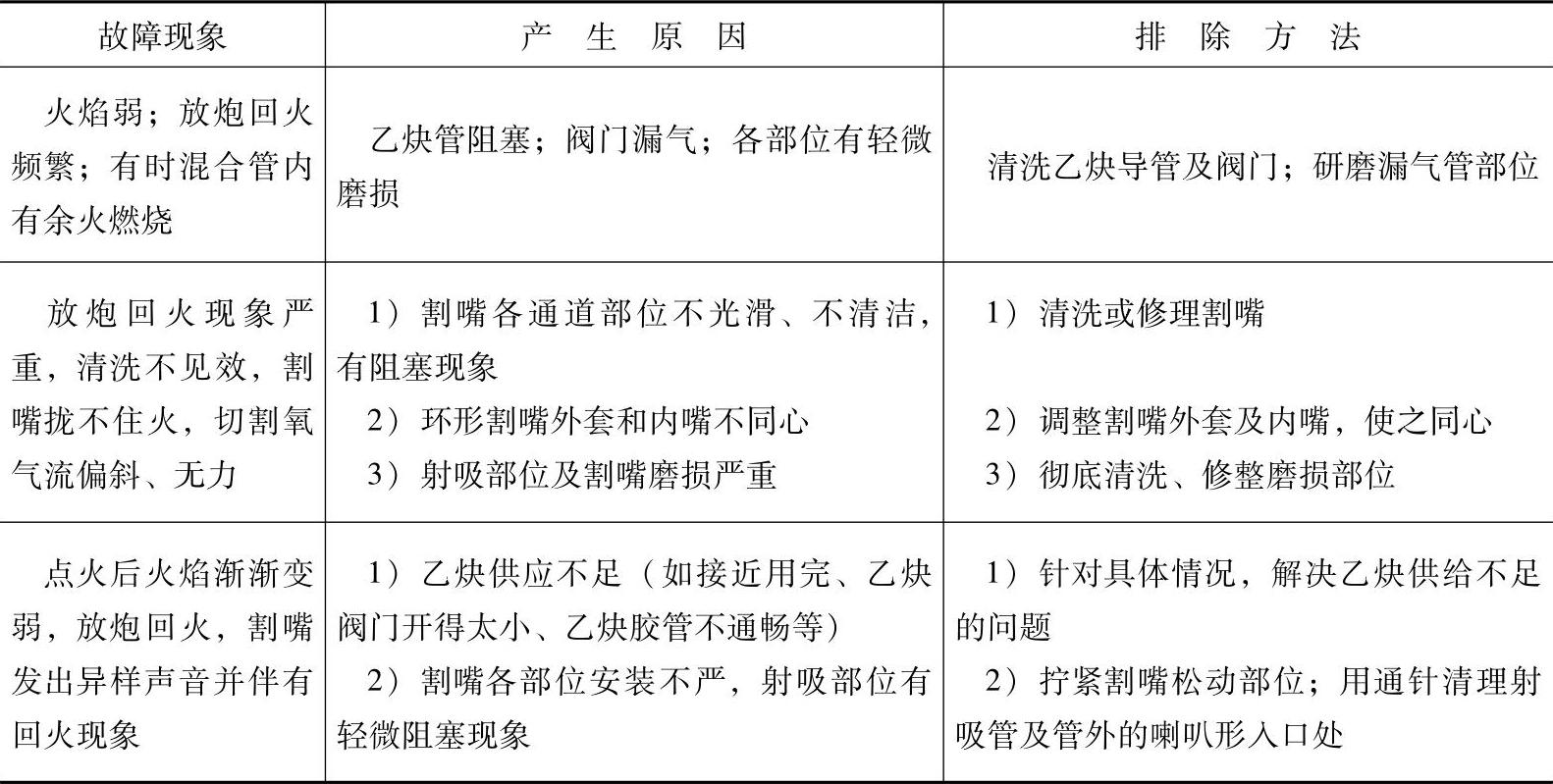
图2-14b所示为等压式割炬。等压式割炬的乙炔、预热氧、切割氧分别由单独的管路进入割嘴,预热氧和乙炔在割嘴内混合而产生预热火焰。它适用于中压乙炔,具有火焰稳定,不易回火的特点。
图2-15a、图2-15b所示分别为G02-100及G02-300两种常用等压式割炬的外形结构。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-15 等压式割炬的结构
a)G02-100型 b)G02-300型 1—割嘴 2—割嘴螺母 3—割嘴接头 4—氧气接头螺纹 5—氧气螺母 6—氧气软管接头 7—乙炔接头螺纹 8—乙炔螺母 9—乙炔软管接头
表2-12 给出了常用等压式割炬的型号及技术数据。
表2-12 常用等压式割炬的型号及技术数据
与气焊不同的是,在生产中,气割还常使用丙烷、液化石油气等可燃气体进行气割加工,但需配备专用的割炬。
氧丙烷切割与氧乙炔切割比较,其预热氧多消耗一倍,而切割氧消耗量是相同的,但是在切割时预热氧耗量与切割氧耗量相比要少得多,几乎可以忽略。表2-13给出了氧丙烷割炬的型号及技术数据。
表2-13 氧丙烷割炬的型号及技术数据

使用液化石油气气割时,由于液化石油气与乙炔的燃烧特性不同,因此不能直接使用乙炔射吸式割炬,需要进行改造,应配用液化石油气专用割嘴。
G01-100型乙炔割炬需改动的主要部位及其改动后的尺寸为:喷嘴孔径为1mm,射吸管直径为2.8mm,燃料气接头孔径为1mm。
等压式割炬不改造也可使用,但要配专用割嘴。液化石油气割炬除可以自行改造外,某些焊割工具厂也已开始生产专供液化石油气用的割炬,如C07-100型割炬就是供液化石油气切割用的割炬。
由于丙烷和天然气与液化石油气的性质及特点很接近,因此液化石油气割炬也可以用于丙烷切割和天然气切割。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。