



【摘要】:在焊接件上开坡口是为了保证焊缝根部焊透,便于清除熔渣,获得较好的焊缝成形。此外,坡口能起调节母材和填充金属比例的作用。焊接厚度在6mm以下的钢板,一般不开坡口,但如果焊接的是重要结构,当钢板厚度为3mm时就要求开坡口。对于不同厚度的板材的焊接,如果厚度差未超过表1-2的规定,则焊接接头的基本形式与尺寸应按较厚板选取;否则,应在较厚的板上加工出单面或双面的斜边,如图1-10所示。
在焊接件上开坡口是为了保证焊缝根部焊透,便于清除熔渣,获得较好的焊缝成形。此外,坡口能起调节母材和填充金属比例的作用。钝边是为了防止烧穿,钝边尺寸要保证第一层焊缝能焊透。间隙也是为了保证焊缝根部能焊透。
选择坡口形式时,主要考虑的因素是:能保证焊缝焊透,坡口形状容易加工,尽可能提高生产效率、节省焊条,焊后焊件变形尽可能小。
焊接厚度在6mm以下的钢板,一般不开坡口,但如果焊接的是重要结构,当钢板厚度为3mm时就要求开坡口。钢板厚度为6~26mm时,采用V形坡口,这种坡口便于加工,但焊后焊件容易变形。钢板厚度为12~60mm时,可采用X形坡口,这种坡口在同样厚度下,能比V形坡口减少焊着金属量1/2左右,焊件变形和内应力也比较小,主要用于大厚度钢板及要求变形较小的结构。单U形和双U形坡口的焊着金属量更少,焊后产生的变形也小,但这种坡口加工困难,一般用于较重要的焊接结构。
对于不同厚度的板材的焊接,如果厚度差(t-t1)未超过表1-2的规定,则焊接接头的基本形式与尺寸应按较厚板选取;否则,应在较厚的板上加工出单面或双面的斜边,如图1-10所示。其削薄长度L≥3(t-t1)。
表1-2 厚度差范围表(单位:mm)(https://www.xing528.com)

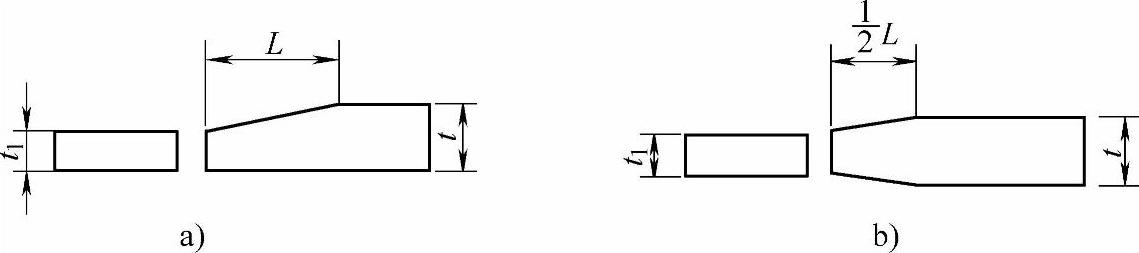
图1-10 将较厚板的接头端加工成斜边
a)单面斜边 b)双面斜边
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。