



波峰焊的温度控制在整个流程中非常重要,包括预热1、2、3和锡炉控制。它主要分为两部分,即温度的检测和温度的控制。
(1)温度的检测
在本案例中,使用了EM2314∗TC模块作为波峰焊的温度检测,由于SMT生产工艺的特殊性,需要及时掌握温度模块的运行情况,包括在热电偶模块没有错误的情况下从中读取模拟量输入值,并将其存放到固定的存储位中;若模块有错误,要求将错误信息保存,并进行一些存储和清空操作。
热电偶模块提供PLC测量温度或出错类型的数据字,状态位指示输入范围错误和用户电源/模块故障。LED指示模块状态,用户程序必须检测相应错误状态并采取相应的措施。EM231热电偶状态指示器见表11-1。
表11-1 EM231热电偶状态指示器

显然,作为扩展模块5的EM231模块还必须遵守S7-200 PLC对于扩展模块的基本查错程序,并以特殊存储器字节来表示(见表11-2)。
表11-2 特殊存储器字节SMB8~SMB21

(续)

从表11-5中可以看出,范围状态位是模块出错寄存器字节中的位3(SMB 9于用模块1,SMB 11用于模块2等);不良状态位是模块出错寄存器字节中的位2(SMB 9,SMB 11等);诊断出错引起模块组态错误。在模块组态错误之前,用户电源故障状态位可能设置或没有设置。
波峰焊温度模块检测程序如图11-5所示。(https://www.xing528.com)
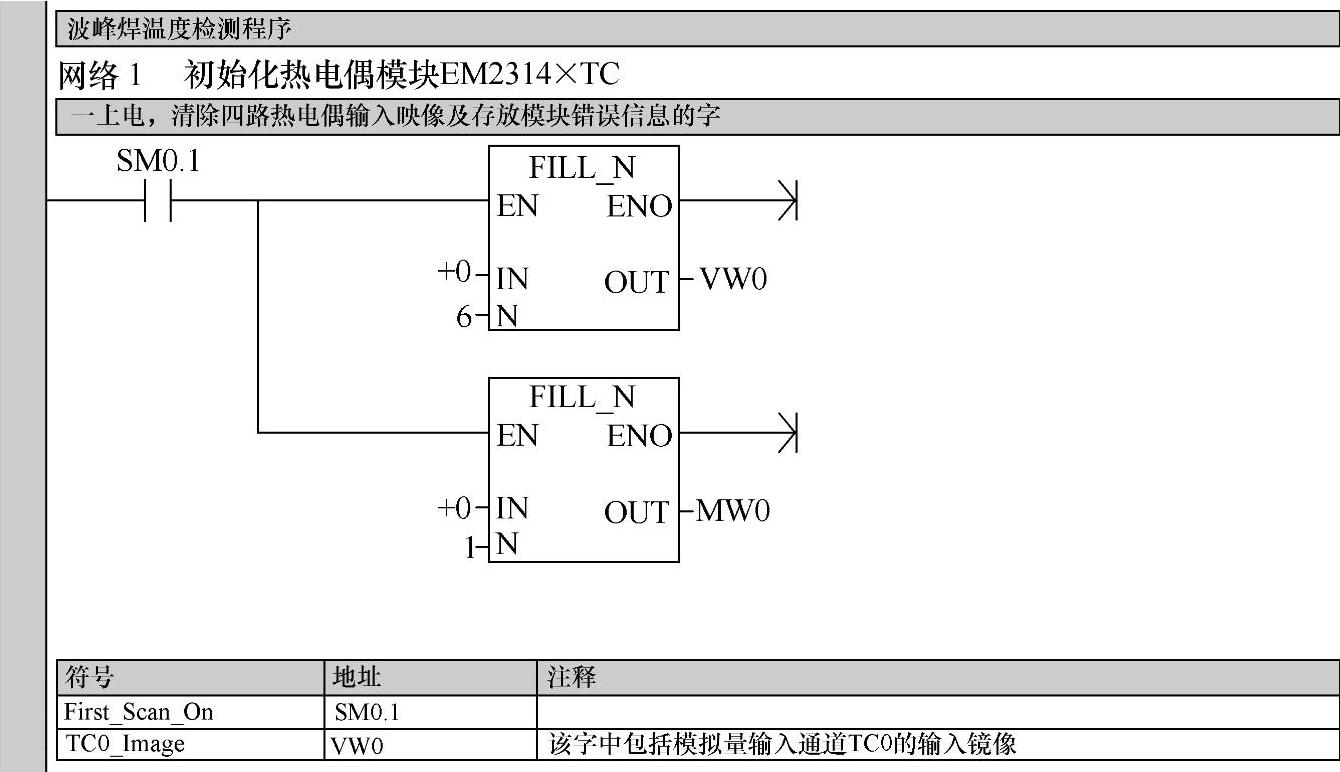
图11-5 波峰焊温度模块检测程序
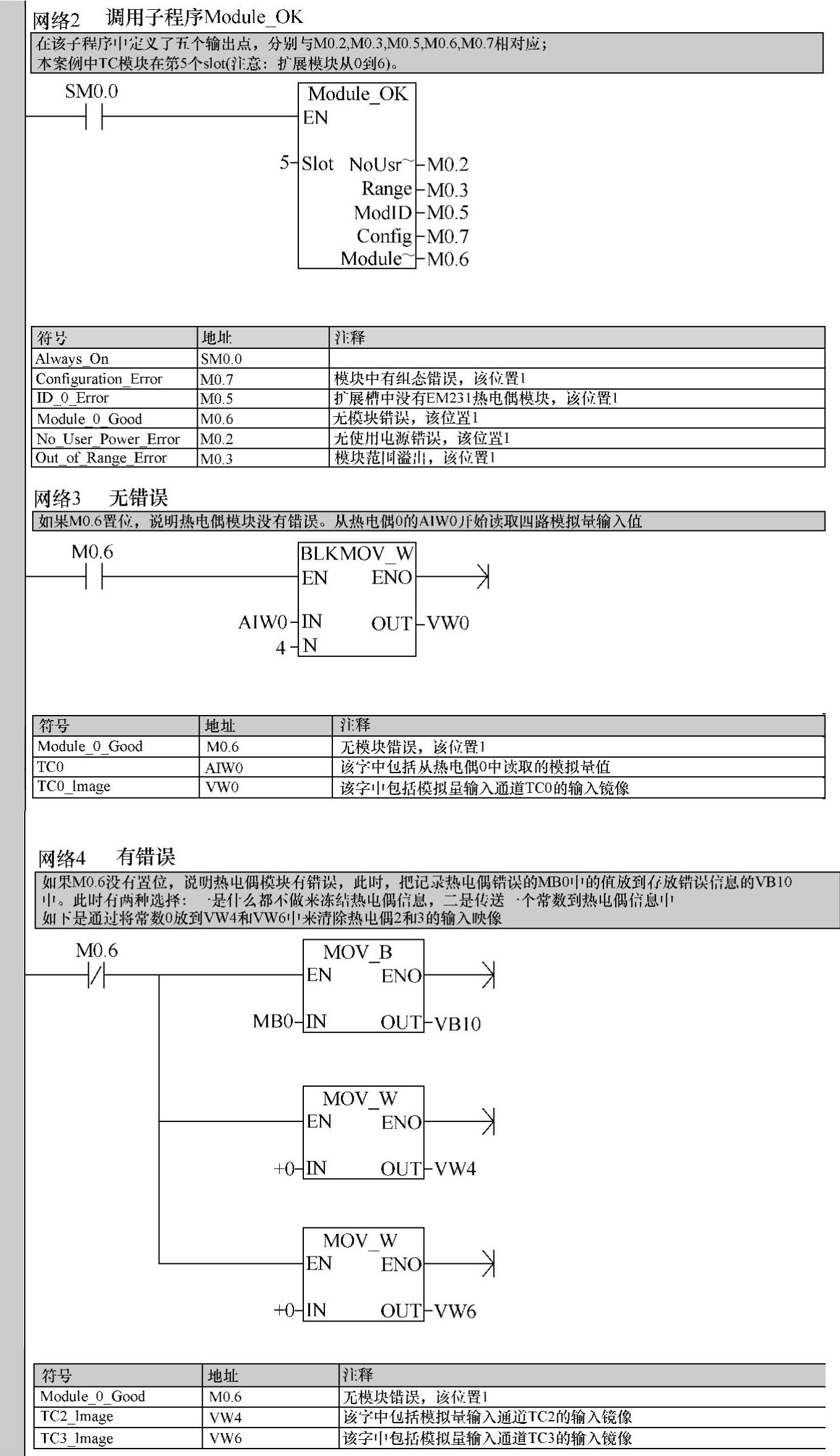
图11-5 (续)

图11-5 (续)

图11-5 (续)
(2)温度的控制
在工程实际中,应用最为广泛的调节器控制规律为比例、积分、微分控制,简称PID控制或调节。温度控制也是如此。
本案例中共有4个温度PID控制,现在以一个温度控制为例(即预热1),程序包括主程序、子程序和中断程序,具体如图11-6~图11-8所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。