



【摘要】:图11-1所示的无铅波峰焊接机能自动完成PCB从涂覆助焊剂、预加热、焊锡及冷却等焊接的全部工艺过程,主要用于无铅焊接表面贴装元件、短脚直插式元件及混装型PCB的整体焊接。最后,由夹爪拖链将已焊接完的PCB送出。制冷系统使PCB的温度急剧下降,可明显改善无铅焊料共晶生产时产生的空泡及焊盘剥离问题。
图11-1所示的无铅波峰焊接机能自动完成PCB从涂覆助焊剂、预加热、焊锡及冷却等焊接的全部工艺过程,主要用于无铅焊接表面贴装元件、短脚直插式元件及混装型PCB的整体焊接。

图11-1 无铅波峰焊接机
图11-2所示为波峰焊的工作示意。已经插上或贴完元器件的PCB,首先由机器入口处的接驳装置以一定的角度和速度送入波峰焊机内,然后被连续运转的夹爪夹持,依次完成涂覆助焊剂、第一预加热、第二预加热、第三预加热、第一波峰焊锡、第二波峰焊锡、制冷及冷却的工艺流程。最后,由夹爪拖链将已焊接完的PCB送出。
在预加热阶段,助焊剂活化,挥发物被去除,PCB焊接部位被加热到润湿温度;同时,由于元器件温度的升高,避免了浸入熔融焊料时受到大的热冲击。预热阶段,PCB表面的温度应在80~150℃为宜。(https://www.xing528.com)
第一波峰是由狭窄的喷口喷出的“湍流”波峰,流速快,对SMT元器件有较高的垂直压力,使焊锡对尺寸小、贴装密度高的焊点有较好的渗透性,并克服了元器件的复杂形状及“阴影”效应带来的不良影响;同时,湍流波向上的喷射力可以使焊剂气体顺利排出,大大减少了漏焊、桥接及焊缝不充实等缺陷。
第二波峰是个“平滑”波,焊锡流动速度慢,出口处的流速几乎为零,所以它能有效去除端子上的过量焊锡,使所有的焊接面润湿良好,并能对第一波峰所造成的拉尖和桥接进行充分的修正。制冷系统使PCB的温度急剧下降,可明显改善无铅焊料共晶生产时产生的空泡及焊盘剥离问题。在焊接整个过程中,在焊接区加有氮气保护可有效防止裸铜和共晶焊料氧化,大幅提高润湿性和流动性,确保焊点的可靠性。
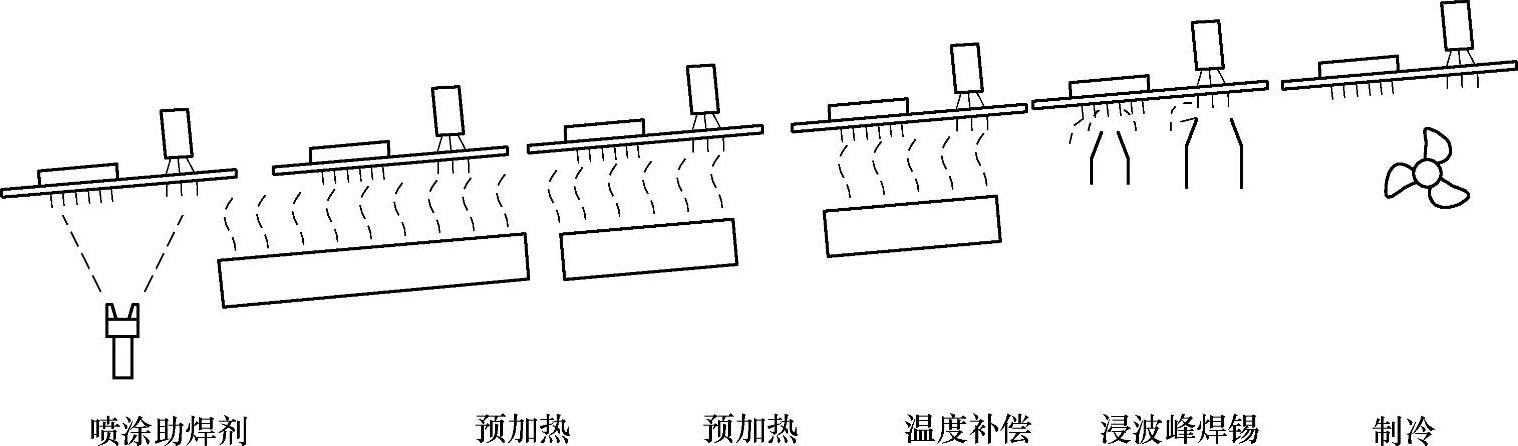
图11-2 波峰焊的工作示意
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。