



塑料管适用于有腐蚀的场所,如有碱、酸等介质的场所,但它不能适用于高温场所和直接受到机械损伤的场所,通常它多用于化工、电镀、印染车间等。硬塑料管多用于明管配线,而半硬塑料管多用于暗敷设。由于它是由塑料材质做成,因此采用它必须注意其材质是否有阻燃性,这种管材在施工中的加工一般都比钢管方便。埋于地下的硬塑料管应使用壁厚不小于3mm的管子,在工程中,一般选用的管材都为热塑性硬、半硬塑料管,如聚乙烯、聚氯乙烯、聚苯乙烯等。明敷的塑料管其管壁厚可为2mm,不仅要有一定的机械强度,而且要求弯曲时不发生开裂和皱纹,能有耐冲击的韧性,还有较小的热膨胀系数和较高的软熔点,外观要光洁平直。
1.明配塑料管敷设
明配硬塑料管应排列整齐,它的固定点要均匀,管卡与终端、转弯中点、电气器具或接线盒边缘的距离为150~500mm,中间管卡最大距离见表16-1-16。
表16-1-16 硬塑料管中间管卡最大距离
当硬、半硬塑料管直线段长度超过15m或直角弯超过三个时,应考虑设接线盒。当它的安装高度低于距地0.5m时,则应用钢管加以保护。
2.塑料管之间的连接
ϕ50mm以下的管可用插接法,做法如下:将管口倒角(外管倒内角,内管倒外角),先将管口段用溶剂擦净污垢,两管接管处长度一般为管径的1.2~1.5倍,将外管用喷灯、电炉或炭火炉加热,将其浸入130℃左右热甘油或石蜡中使它软化,可在内管插入段上涂上胶合剂(如聚乙烯胶合剂)后迅速插进外管内,保持内外管中心线一致,进而用湿布降温冷却。当外管变硬就基本上接牢,如图16-1-7所示。
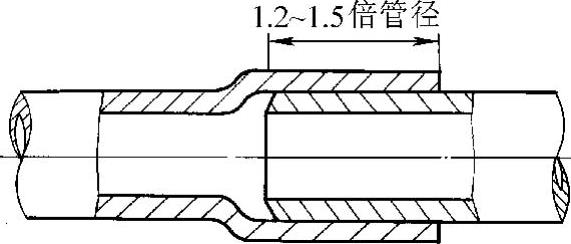
图16-1-7 塑料管插接
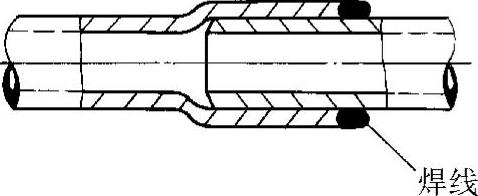
对ϕ6.5mm以下管子,可用模具胀管办法进行两管连接。将管口倒角,除去污垢,并加热(基本上与上面讲的一样),待塑管软化后,即将加热的金属模具插入,待冷却到50℃左右即将模具抽出,继续用冷水降温冷却成型,然后将内管插入段的外表面涂上胶合剂,插入外管内后再进行加热软化,然后采用急速冷却的办法,使其收缩成型,将两管口处的水擦干后用聚氯乙烯焊条在外管倒内角处焊2~3圈加以密封,如图16-1-8所示。第三种方法是套接法,如图16-1-9所示,即将两根管子口倒外角,外表涂上胶合剂,再将一根软化的套管套在两管端外部,进行加热软化,并急速冷却,使其收缩成型。
 (https://www.xing528.com)
(https://www.xing528.com)
图16-1-8 模具胀管法
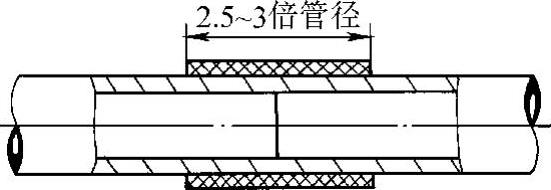
图16-1-9 套接法连接
3.硬塑料管的敷设
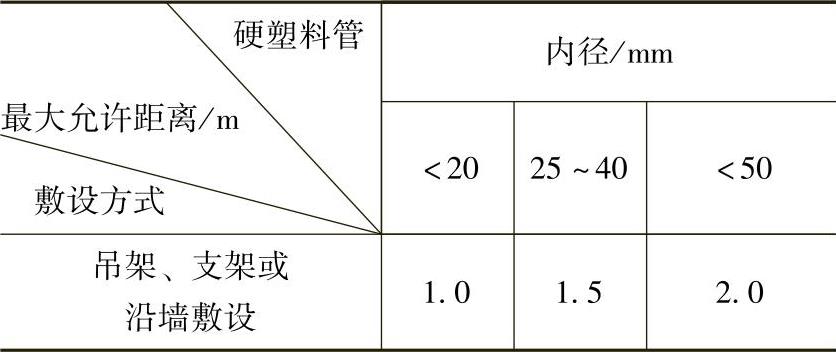
敷设方法与钢管敷设相似,但由于其材质为塑料,因此明敷时管卡设置距离与钢管管卡距离不一致,见表16-1-17。
表16-1-17 硬塑料管中间管卡最大间距
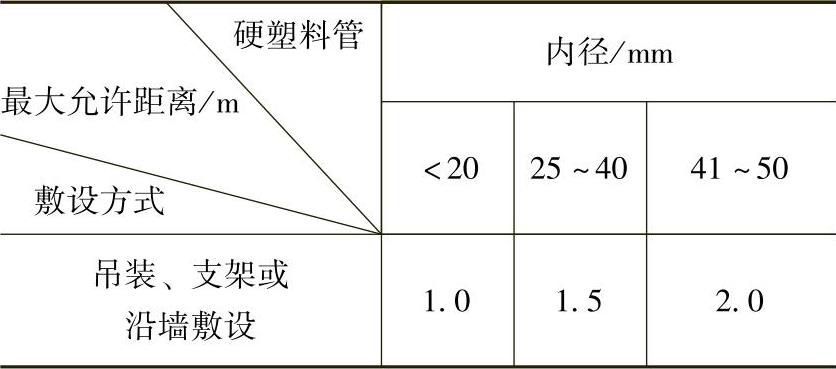
由于塑料管的材质热膨胀系数比钢材大5~6倍(0.08mm/(m·℃)),所以需设置热补偿装置,每隔30m加1个。一般是用1个塑料接线盒与两端管子连接,中间各加一段软聚氯乙烯管连接。
4.管内穿线
与在电线管中的穿线相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。