



1.木盒灌沥青混合物保护层
(1)选用沥青 一般地区可用3号石油沥青和5号石油沥青按1∶1比例混合后使用,湿热地区可用5号沥青,较寒冷地区宜用3号沥青,高寒地区可用3号沥青加入10%机油以改善沥青的低温脆性,防止脆裂。
(2)浇灌沥青
1)浇灌温度:沥青应在熬炼过程中不断搅拌,尽量脱除水分至干净。
为了防止烫伤缆芯绝缘物,沥青浇灌入接头盒的温度应视电缆种类的不同而不同。纸绝缘电缆的灌注温度可以高一些,一般可为130~140℃。耐高温性能较好的中同轴电缆可为120~130℃。耐高温性能较差的小同轴电缆、聚乙烯绝缘的高频对称电缆,特别是采用低熔点焊锡封焊的电缆接头,浇灌时沥青的温度决不能超过120℃,一般以控制在110℃以下为宜。
2)浇灌方法:对不同电缆,采用不同温度的沥青浇灌时,其操作方法也稍有不同。
沥青温度在130℃以上时,可分两次灌满木盒,第一次将沥青灌到木盒的一半,待其冷却到100℃左右再灌第二次,直到灌满。
沥青温度在120℃以下时,需分三次浇灌。接头先不放入木盒内,第一次用180℃的热沥青先灌入木盒底部,直到接头下面的高度,待沥青冷到120℃左右放入电缆接头,并用温度不超过120℃的沥青灌第二次,直至埋没电缆和接头,如果是用低熔点焊锡封焊的接头,沥青的温度以不超过110℃为宜。待灌入的沥青开始冷凝(约80~90℃)再灌第三次,仍用110~120℃的沥青,直到灌满。
2.涂刷30号胶粘剂绕包塑料带保护层
将电缆接续表面及其两端电缆外护套100mm长一段清洗干净,之后用毛刷均匀涂刷熔融的30号胶一层,大约2mm厚,用喷灯文火烘烤胶体表面,待其熔化后在接头及其两端电缆外护套上按50%搭盖绕包50mm宽、0.23mm厚的PVC带或PE带,再在塑料带上涂刷30号胶,按上述同样工艺处理,绕包多层塑料带,直到符合工艺要求为止。将用过的容器用汽油擦洗干净,以备第二次使用。30号胶用后应密闭储存,防止长期曝晒变质或被灰沙污染,影响今后使用。
3.涂刷沥青绕包塑料带保护层
沥青内部常会混入一些杂质,使用前需预先进行熬炼脱水,过滤去杂质。在施工现场,加热到130℃左右即可使用。将套管接头及其两端电缆外护套100mm长的一段清洗干净,在铅封处用喷灯稍加烘烤后用棉纱除净硬脂酸等物,趁热用沥青涂擦一薄层,再用毛刷蘸煮化的沥青把清洗部位涂刷一薄层,使沥青厚度达1~2mm,之后用塑料带按30号胶统包型工艺绕包一层,注意在塑料带起皱折处产生的孔隙,必须用热沥青堵塞严密,如此反复多次,直到符合工艺要求为止。对于低熔点焊锡封焊的接头,沥青的温度以110~120℃为宜。
4.绕包塑料胶粘带保护层
用塑料胶粘带直接绕包电缆接头作为保护层操作十分方便,而且干净卫生,劳动条件良好。其做法,一般从离接头100mm的电缆外护层处绕起,按30%~50%搭盖绕包后到另一端电缆外护层100mm处为一层,折回绕包第二层……直到绕够4~5层结束。绕包时胶粘带要用力拉紧,直径变化处不允许出现皱纹及生成孔隙。绕包前电缆及接头要清洗干净。
5.自粘性橡胶带,塑料胶粘带联合绕包的保护层
自粘性橡胶带绕包能消除内部的一切缝隙,因此能构成隔水性能良好的保护层,但自粘性橡胶带在与外界接触的情况下易老化,且硬度太低极易受外界机械损伤,因此不宜单独使用。一般用作接头保护层的方法是先在电缆接头外涂刷一薄层沥青,要求与沥青塑料带保护层中的第一层沥青相同。在沥青涂层上绕包2~3层自粘性橡胶带,外面再绕包两层聚氯乙烯胶粘带。绕包时,外面一层的长度要超过里面一层以构成多道防水线,构成复合防水保护层。(https://www.xing528.com)
6.塑料外护套热熔连接保护层
通信电缆的外护套一般由聚氯乙烯或聚乙烯挤塑护套组成,因此可采用热熔法来连接保护层。首先需按照电缆外径大小车制一套专用加热器,按图15-1-14原理进行热熔连接,具体操作如下:
接续电缆前先穿入与护套相同材料制作的塑料连接管,使套管内径比电缆外径大3mm左右,以能用手稍加压即能插入加热器而不留空隙为宜,并用丙酮将熔接段内壁擦洗干净。待接头金属护套封焊完毕后,在裸露的金属护套外均匀涂刷一层石油沥青或30号胶,厚度约1mm左右,确保与金属护套粘接良好。之后用干净棉纱头将塑料护套熔接段和加热器的加热面擦干净,将预先套入的塑料套管移到预先规定位置。将加热器的加热面插入套管和电缆护套搭接缝内。用弹性橡胶带(一般用0.5mm厚、26mm宽的乳胶带拉紧,拉力约为9.8N)缠绕10圈左右以对熔接面进行加压。将固体燃料剪片放到加热器燃烧面上,用火点燃,使加热器的温度迅速上升到加热面温度超过塑料熔化温度,使其处于半熔融状态。弹性橡胶带对接缝的压力会导致加热器从熔接面中滑出(从点火到加热器的缓慢滑出一般需要2min左右)。随着加热器的缓慢滑出,弹性橡胶带的压力就将熔融的套管、护套接触面上的塑料熔接在一起,形成浑然一体的连接缝。也可采用喷灯加热加热器,但喷灯嘴距加热器应有3~5cm距离,火力不宜太大,并尽可能使两个半加热器受热均匀,升温一致。同样控制加热器在2min左右滑出脱落为好。
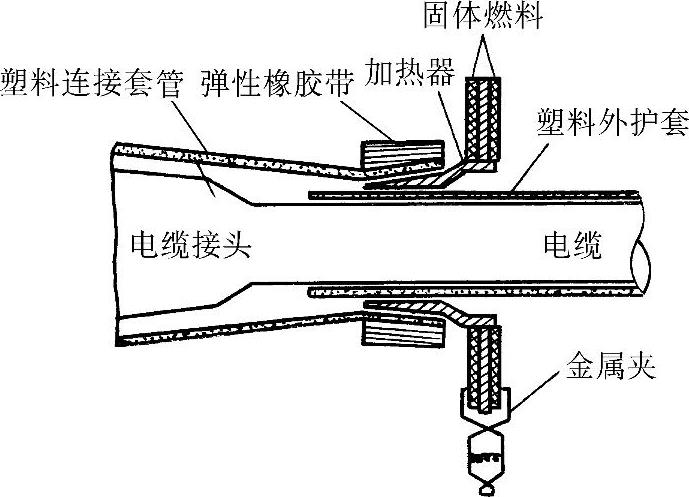
图15-1-14 塑料外护套热熔接原理图
待冷却2~3min后,即可解开弹性橡胶带。熔接结束,进行检查是否紧密接触,若不好,需返工重新熔接直至满意为止。
7.聚乙烯热缩管接头保护层
用热缩管也可作电缆接头保护层,详见1.2节全塑电缆护套的连接密封部分。
8.硬塑料管接头保护层
四管综合中同轴电缆接头用硬聚氯乙烯管保护,如图15-1-15所示。
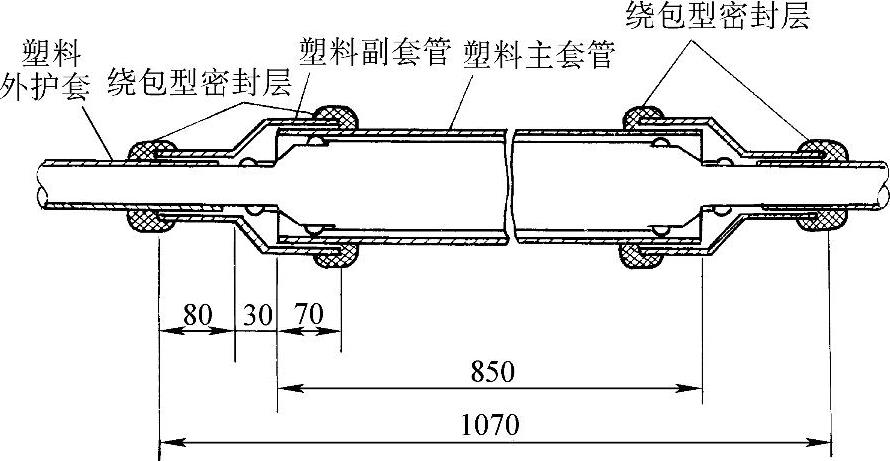
图15-1-15 四管综合中同轴电缆接头用硬塑料管保护
硬塑料管套入电缆前用砂纸打净主套管两端外表面10cm,副套管内外表面各5cm。在电缆接续前,在两端依次套上副套管及主套管。待接续封焊完毕后在金属护套上均匀涂刷一层30号胶(或沥青),若是铝护套,最好涂刷两层胶后加两层塑料带防腐蚀保护层。用砂纸打净连接处的外护套,并用清洗剂擦洗。把主、副套管移到规定保护位置,如果电缆是聚氯乙烯护套,用聚氯乙烯带涂以环己酮(或聚氯乙烯胶)用力绕包于电缆护套与塑料副套管之间。最后用棉纱层绑扎牢固。如果电缆外护套由聚乙烯组成,则用自粘性橡胶带或聚乙烯胶粘带绕包密封,工艺同上。
主、副套管之间的连接缝,用聚氯乙烯带涂环己酮或聚氯乙烯胶带绕包,外面用棉纱绳绑扎牢固。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。