



终端与接头导体连接方法有压接、焊接与机械连接。连接处要求在传输电流时温度升高不超过电缆导体温度升高值,并能承受电缆导体允许的抗张力。
1.压接
它广泛用于终端与接头中。在高压电缆中较多采用环压方式,对于截面大的电缆,因受压机吨位的限制也采用点压方式。压接套管设计原则如下:
1)压接套截面使其压接后的截面积至少与电缆截面积相等,并且其最小厚度包含最后的加工余量3mm。
2)压接套内径的选取按式(14-3-4)选取
do=1.03dco+α (14-3-4)
式中 do——压接管内径(mm);
dco——电缆标称线芯外径(mm);
α——插进压接管的余度,通常取0.2~0.3mm。
3)接头压接套的长度L可以按下式考虑:
L=2(l+ls) (14-3-5)
式中 l——压接套有效压缩长度(mm),
l=KA/πdco;
A——导体截面积(mm2);(https://www.xing528.com)
K——系数,一般取5~7;
dco——电缆标称外径(mm);
ls——压接套斜面长(mm),它的设计见接头的绝缘设计部分。
为了得到较好的压接性能,对于铜芯圆绞线建议采用13%~15%的压缩比。
2.焊接
在大截面超高压电缆接头中,压接时需要很大的压接机,并且压接套凸出电缆线芯造成该处电场集中,形成一个薄弱环节,所以采用焊接比较优越。焊接也广泛地使用在水底电缆接头中。一般采用氩弧焊,它又可分为钨极氩弧焊(TIG)及焊条氩弧焊(MIG)两种。氩弧焊接的温度较高,容易烧焦导体连接附近的绝缘,因此在两侧导体上各装有可以拆卸的用水冷却的散热片。对于充油电缆,除了冷却外,还要防止电缆油沾污而影响焊接的质量,往往采用吸油夹具,它不但防止电缆油进入焊接区,也防止电缆油燃烧。焊接的质量取决于导线的清洁,所以要用溶剂仔细地把线芯擦洗干净。导体的对焊面应做成“V”形,便于焊接。在强度要求不高的场合,也可以采用钎焊。具体焊接工艺见本篇第1章。
3.卡接
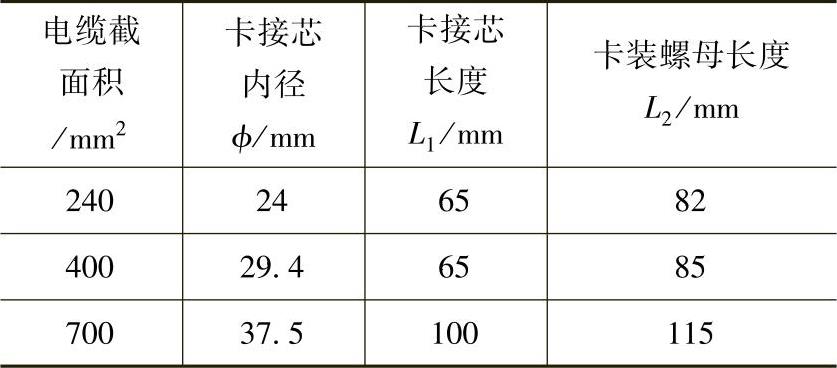
终端的导体连接也可采用卡接,它连接方便、迅速。卡接的示意如图14-3-27所示。各截面的卡接尺寸见表14-3-4。
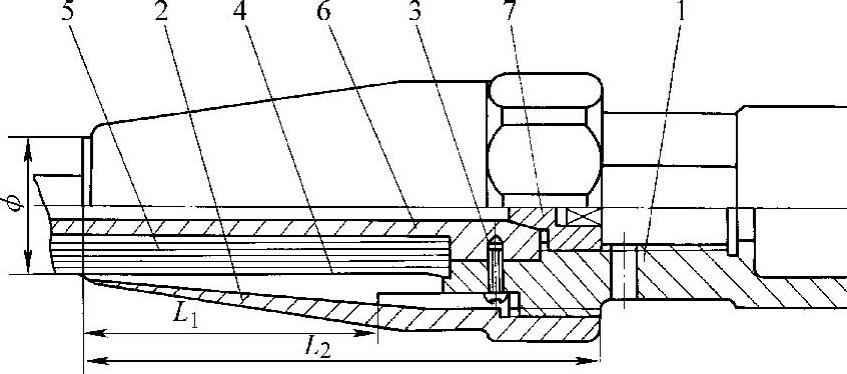
图14-3-27 终端卡接示意图
1—卡接芯 2—卡接螺母 3—固定螺钉 4—填片 5—电缆线芯 6—衬芯管 7—塞子
表14-3-4 各电缆线芯截面的卡接尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。